How a Private Equity Approach Can Drive Auto Suppliers’ EV Transition
By adopting a PE lens, companies can transition more smoothly from legacy internal combustion engine business to the EV market.
![]()
TAKEAWAYS:
● The $1.9 trillion global auto supply sector will experience a shakeout in the changeover to EVs, and the slowest movers risk losing opportunities or bankruptcy.
● Companies that have hesitated to initiate change can benefit by assessing future options using the relentless, enterprise-value based approach of private equity firms.
● Lessons from early movers highlight the value of planning the funding, rigorous execution and governance, and workforce transformation.
The global automotive industry is undergoing existential disruption as the world market embraces electric vehicles (EV) over internal combustion vehicles and hybrids. At this point—in the early stages of the transition and with a long way still to go—some challenges facing the diverse auto parts supplier industry are becoming clearer; however, many companies are still figuring out how quickly to embrace those changes.
The market transition to EVs is gaining momentum due to advances in technologies such as batteries and charging stations, and growing buyer interest thanks to the success of Tesla and other electric models. The U.S. and other governments are doubling down on commitments to transition to EVs. Recently proposed federal emissions limits in the U.S. would effectively require two-thirds of cars sold in the country to be electric by 2032; California will require that all new vehicles sold in the state after 2035 be zero-emission vehicles.
Parts suppliers—from gas tanks to fuel injectors—for traditional cars are already seeing their market shrink, and the decline will only worsen. This $1.9 trillion industry will see a painful slowing of growth in coming years as internal combustion engine (ICE)-based product lines are phased out. About one quarter of profits currently generated from legacy ICE components will be the most adversely affected, resulting in a 50 percent decline from current levels by 2030. For some suppliers, the market will eventually resemble a game of musical chairs, with fewer and fewer safe economic places to land—and the slowest movers losing the game.
Segments of the ICE market will remain, such as parts for existing vehicles, and suppliers can continue to earn some revenue in this area long after production of new ICE models is phased out. Also, commercial vehicles have lagged passenger cars in the EV transition, so far, and are likely to offer another “long tail” of continuing opportunity for parts makers.
“About one quarter of profits currently generated from legacy ICE components will be the most adversely affected, resulting in a 50 percent decline from current levels by 2030.”
The impacts are hitting auto suppliers in different ways and at different velocities, depending on the parts they make and the size of the company. For example, many larger makers of powertrains and other ICE components, whose production lines require long development lead times to transition, have embraced the need to change. They are developing transformation strategies and making operational changes, announcing new manufacturing strategies, new partnerships, and new product lines. Public companies also benefit from the involvement of boards of directors and stockholders that push them to adopt transformation strategies earlier while balancing risks.
In contrast, small, medium and privately held companies, with traditional, risk-averse management styles and fewer resources tend to lag. Companies that continue to delay adoption of an operational transition strategy may soon find themselves at risk.
Julie Fream, president and CEO of the Motor & Equipment Manufacturers Association – Original Equipment Suppliers (MEMA), says that one of the biggest challenges companies face is estimating when the growing market for EV products will overtake the ICE components they are replacing. This uncertainty is causing many executives to hesitate as they plan their company’s operational transition from ICE to EV.
“Suppliers know they need to be able to do both, but they are asking, ‘How do I know the volumes?’” Fream says. “How do they manage the crossover point, knowing that you can’t accurately predict at this point where the two lines will cross—where EV becomes dominant, and ICE becomes a secondary product line. That’s the question they are all asking.”
Companies that invest in EV too early could end up financially overextended, with excess capacity and a market that is not ready for their new products. Late arrivals could lose opportunities completely if faster competitors beat them to the punch.
Companies seeking ways to exit ICE businesses also face challenges as certain, carved-out legacy ICE assets will become steadily less attractive to buyers. Without successful consolidation or divestiture, many will be forced to shut down, particularly if cost cuts and efficiency improvements cannot keep pace with commercial declines. At the same time, suppliers wishing to embrace new technologies must invest heavily in new product and service innovations targeted at EVs. Often, these competing priorities absorb cash while also preventing the bold action that is needed in today’s market.
The Private Equity Mindset as Transformation Catalyst
Many auto suppliers, especially those that are small or mid-sized and often privately owned, have relied successfully on a traditional management approach of incremental improvement and risk management. This approach, however, is ill-suited for the current market upheaval. Tomorrow’s winners will innovate and reinvent their whole business, embracing their initial entrepreneurial spirit.
Fortunately, a ready model for bold decision-making exists that can serve as a model for the aggressive approach these companies will require—that of the private equity (PE) investor. Two aspects of the PE mindset stand out as the essential, outside-investor viewpoints that many ICE suppliers urgently need:
- The ability to make bold decisions, without attachment to unprofitable “sacred cows”; and
- A relentless focus on enterprise value.
For companies accustomed to incremental change that need to become unstuck, the PE lens can be a catalyst for the swift cultural makeover needed to get moving.
“The PE mindset is something many suppliers should consider,” says Fream. “There’s a lot of money on the sidelines right now that could eventually come in. This would create some opportunities if you accurately analyze your business and understand what needs to be done.”
“For companies accustomed to incremental change that need to become unstuck, the PE lens can be a catalyst for the swift cultural makeover needed to get moving.”
This is not easy, she notes: “Suppliers need the skill set to assess what’s happening in the marketplace. The PE firm is ultimately trying to drive the company to be more focused on the marketplace. Generally, they don’t tolerate anything outside of that. But this can be very difficult for some suppliers, especially smaller, privately-held companies.”
Typically, PE has a variety of strategic approaches to generate profits from companies in either fading industries or startups in new technology fields. PE investors can improve enterprise value and prepare an asset for profitable sale through organic upsides—topline growth and bottom-line improvements—as well as inorganically, through a potential portfolio play (Figure 1).
Figure 1: Private equity value creation approach
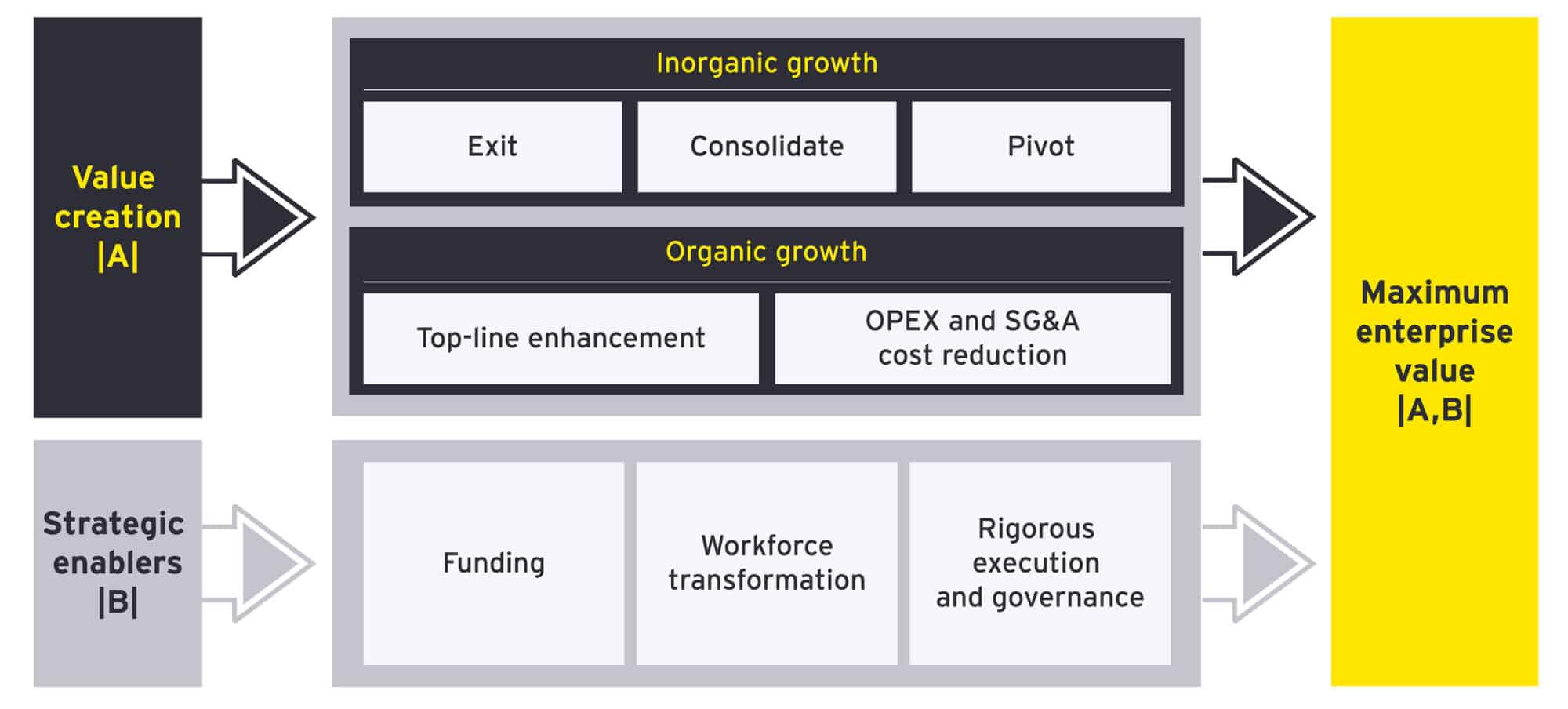
Leadership can use the PE agenda to conduct a data-based assessment of how their business creates value today and its potential future role in the developing EV ecosystem. Based on this deeper understanding, leaders can adopt and implement a transformation strategy that aims to maximize enterprise value, as highlighted in the 2022 EY article “How auto suppliers can navigate EV technology disruption in four steps.”
Identify the Appropriate Operational Strategy Using the PE Approach
Not all traditional product components are expected to decline in the near term. Many product lines can be suitable candidates to pivot to other markets, and some can continue as sources for income that can be invested in new EV product development. Strategic approaches for how companies are managing their existing ICE businesses can be grouped in three broad categories:
- Exit (cash out and focus): One clear option is for suppliers to wind down or sell their ICE products businesses to a buyer that can squeeze value from them, for longer, than the original owners can. The spin-off strategy can reduce exposure to the declining demand for ICE products and can raise capital for reinvestment in new market opportunities.
- Consolidate (double down): Suppliers can prepare for the coming shakeout by consolidating existing ICE-only businesses to create synergies and scale so they can continue to derive value from their operations for as long as possible, with the option to continue to operate them alongside new EV businesses.
- Pivot (parallel pursuit): Companies can wind down their ICE businesses according to a clear step-down plan, while pivoting product lines to new EV products. This may require massive investment in R&D, innovation, and digitization to develop new EV products and services. It could include acquiring EV startups or niche players to expand product portfolios and acquire new skills or technologies.
The Transformation Journey So Far: Signs of Success and Warnings
Quite a few original equipment (OE) suppliers have identified enterprise EV transformation strategies and begun to execute them. Based on these OE suppliers’ track records, other suppliers can ascertain the challenges of redesigning value chains or operating models.
Example: A Supplier Divests ICE Divisions and Invests the Proceeds in EV Partnerships
A German powertrain company with ICE and EV products that was spun off in 2021 is following a two-part strategy of divesting its remaining internal combustion divisions to help fund its growing EV business, which is focused on EV innovation and growth through investments and partnerships.
“Companies must take care to minimize the impact on employees. . . . Employees should have the option of transitioning to new business roles, where possible. Companies should develop and activate a clear engagement strategy for unions early in the process.”
The company is selling its catalyst and filters operation and intends to divest its ICE division, which has been profitable since 2021 after years of losses. Meanwhile, it is bolstering its EV business through partnerships with automakers to jointly develop power electronics and electronics companies for access to semiconductors. The company’s electronic mobility business has significant orders from Hyundai and is expected to break even in 2024.
Enablers of Transformation: Risks and Opportunities
Once organizations have determined the strategic way forward, they will face significant challenges in executing the agreed-upon roadmap. The experiences of companies that are already making progress, coupled with recent EY work with automotive supplier clients, can make it easier to identify which strategic enablers companies will need to carry out the transition, as well as useful observations and lessons (Figure 2).
Figure 2: Strategic enablers
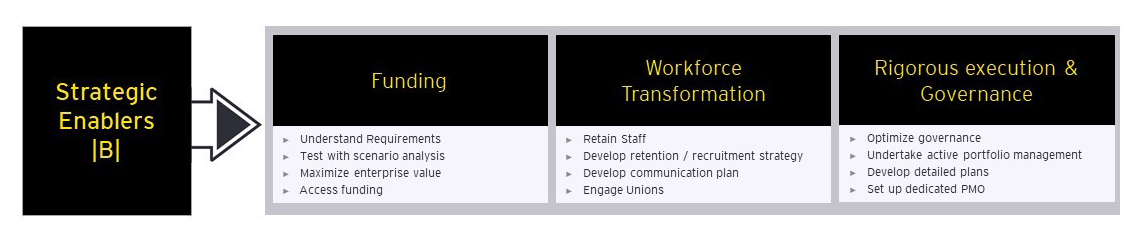
Rigorous Execution and Governance
Companies will need to review and adjust their governance so they can manage a rapidly growing, subscale new business and another business in slow decline. Many larger companies are opting to carve out their legacy EV business into a separate division.
Cash flow must be tightly monitored as, given the likely scale of costs, budgeting can be extremely sensitive to small changes in assumptions. Companies should implement robust short- and medium-term forecasting processes during the transition period where cash flow may be tight.
Active portfolio management is equally critical, so that only products with profit potential continue to receive investment. Companies should tier their governance to match the investment and uncertainty levels and to ensure they maintain appropriate controls. They should also take care to avoid excessive reporting and bureaucracy, which can steal oxygen from innovative new ventures.
Workforce Transformation
Staff who will be transferred to new products will need retraining. In cases where companies require new skills that are hard to find within the sector, they can recruit from adjacent industries where employees have transferable skills. In addition, companies will require creative solutions to retain key staff from the legacy business, for as long as is required, to ensure a smooth transition.
Companies must take care to minimize the impact on employees. Open and transparent communication and change management are important, as communication vacuums tend to be swiftly filled with rumors and uncertainty and that can raise stress levels and harm operations. Employees should have the option of transitioning to new business roles, where possible. Companies should develop and activate a clear engagement strategy for unions early in the process.
Funding
Once a company sets its strategy, it needs to fund it, and change can be costly. New products will require expensive capital equipment purchases, and the new business is likely to lose money at first. Companies will need to write down legacy machinery and obsolete stock and take special care to avoid large customer and supplier claims.
Cost control will also be critical during this period, particularly given the long timeframes involved. It is important that companies understand the combined costs of legacy products being ramped down and new products being ramped up. They should do sensitivity analysis to stress-test this requirement, identify budgets, and fund them appropriately. Companies should establish and implement their strategy soon to avoid facing simultaneous closure and setup costs. M
About the authors:

Joern Buss is an EY-Parthenon Partner, Advanced Manufacturing and Mobility, Ernst & Young LLP. Focused on strategic growth, product technology, transformation, and turnaround, he supports manufacturing and mobility companies, alongside private equity and investors.

Jon Slatkin is an EY-Parthenon Partner, Turnaround and Restructuring Strategy, Ernst & Young LLP. He is an Ernst & Young – United Kingdom Strategy and Transactions Partner.

James Nicholson is an EY-Parthenon Partner, Advanced Manufacturing & Mobility, Ernst & Young LLP. He is one of the leaders in the EY UK&I Strategy practice. He helps clients plot successful paths to growth, adopt new business models and evolve their core capabilities and global footprints.

Kevin Rebbereh is Director, Automotive Strategy, EY-Parthenon GmbH. He is a director with EY-Parthenon in Hamburg, Germany and is in the leadership team of the automotive strategy practice in Europe West.

Lloyd McRitchie is EY-Parthenon Partner, Turnaround and Restructuring Strategy, Ernst & Young LLP. He is a partner on the Turnaround and Restructuring Strategy team.
Dialogue: M4.0 Leadership from a Digital Champion

Johnson & Johnson’s Bart Talloen shares his thoughts on meeting and exceeding customer expectations, supply chain as a competitive differentiator, and why manufacturing leaders need to focus on curiosity, continuous learning, and shaping the ecosystem of the future.

Recently named the Manufacturing Leadership Awards’ Manufacturing Leader of the Year, Bart Talloen Vice President, Operational Services and Standards for Johnson & Johnson, has been instrumental in leading an innovation-driven shift in J&J’s supply chain. He has had a significant impact on J&J’s standing as a global leader, as demonstrated by the company’s record 11 lighthouse designations from the World Economic Forum.
In this interview he discusses how technology plays an essential role in exceeding customer expectations, the importance of upskilling and training the leaders of the future, and why it’s necessary for every leader to build and leverage a diverse, far-reaching network of internal and external collaborators.
Q: You have been with Johnson & Johnson for 27 years. How has your role evolved during your career there?
A: For 19 years I had different operational supply chain roles with increasing responsibility in our J&J pharmaceutical, over the counter and consumer businesses. This included engineering, planning, manufacturing operations and general end-to-end supply chain management in Europe, Asia, and North America. I have also acquired and divested business operations, built five and closed three manufacturing facilities and was also responsible for the supply chain during the successful execution of a consent decree for McNeil Consumer Healthcare, J&J’s U.S. over-the-counter business.
For the past eight years I have been responsible for J&J supply chain strategy, driving innovation and overseeing large-scale transformation programs encompassing all three of J&J’s business sectors. The overarching evolution of our supply chain is going from a focus on cost and operational excellence to making supply chain a business enabler and competitive advantage. My role has evolved accordingly, from initially building and deploying supply chain strategies that were centered around foundational improvement capabilities such as lean, Six Sigma, and operating systems to bolder strategies built on major capability transformation programs. This includes technology, go-to-market models and channels for access to care, such as supporting outpatient clinic-based settings and telemedicine, as well as customer centricity and personalization.
In the last couple of years I have also been focused on technology and digital innovation, next-generation customer enablement solutions to drive differentiating experiences and outcomes as well as the whole value chain from suppliers to customers.
Q: What most excites you about the role you are in now?
A: It is really about the difference we make as supply chain for our customers, which is twofold:
One is that we are building and deploying cutting edge customer strategies and solutions that transform the experiences and outcomes for the customers and patients that we serve every day. One example is a solution called Advanced Case Management, which uses case schedules and patient data to manage inventory at the point of consumption – ensuring we have the right orthopedic implants for the right patient at exactly the right time. Another example is an autonomous order fulfilment and inventory management system deployed in hospitals, which is supported by an AI engine that suggests operating room improvement opportunities, simplifies and automates healthcare practitioner work, and helps reduce inventory and logistics costs. Connecting that to our supply chain planning enables real-time alignment of the supply to the demand from hospitals.
Second, risks are no longer an isolated event, they are interconnected. That is why we are moving toward multidimensional and proactive approaches to resilience. We are making significant advancements in supply chain resilience, enabling us to always provide our customers with the products and solutions they need whenever, wherever and however they are needed and expected, through whatever disruptions may happen. It strengthens our ability to consistently deliver products, providing confidence and assurance through times of uncertainty. And that is what our customers expect.

“We are strengthening our ability to consistently deliver products, providing confidence and assurance through times of uncertainty.”
Our proactive resilience capability is centered around a resilience engine that leverages data science and analytics for multi-dimensional risk evaluation. Combined with network and product-specific data, it enables improved velocity and quality of trade-off decisions at supply chain, product and network levels. This results in proactive risk identification and mitigation while ensuring continuity of our product supply.
Q: Beyond innovation, what are some of the other main supply chain initiatives underway at J&J?
A: Currently there is a strategic focus on customer anticipation, resilience, and end-to-end supply chain orchestration. This translates into new supply chain capabilities we’ve been building and deploying such as advanced customer enablement solutions, smart operations with the adoption of advanced I4.0 technology innovation, end-to-end supply chain control towers to give us real-time visibility and tracking across the supply chain, and digital connectivity with our customers and suppliers. There is also a focus on proactive supply chain resilience and how we leverage digital capabilities.
At J&J, we’re also heavily investing in the development of our workforce. Some examples: We are enabling a digitally connected and augmented workforce program, developed with a worker-centric mindset, built around four capability components: worker assistive applications, immersive and wearable solutions, intelligent automation, and hybrid ERP + cloud-based technology platforms.
Also, we’re upskilling our people using a high-touch model of leadership training that includes our Global Operations Leadership Development program, our Compass Executive Quality Leadership Development program, our Plant Leader Development Program, our STAR programs to provide action-learning experiences for emerging supply chain leaders, and an entry-level program for recent graduates. We extended the program to include a well-being component. Last year alone, 600 new participants were enrolled in leadership development programs, with 30 participants in GOLD and more than 25,000 participants in other training programs.
Additionally, we’re partnering across Johnson & Johnson with schools, universities, and external partners through sponsorship of our Women in STEM program, which aims to ignite the power of women inside and outside of our company. By 2025, we want half of our global management positions to be occupied by women; we have already achieved this goal in Europe, the Middle East, Africa, and Latin America and are on track for the same in other markets.
Q: J&J is the recipient of 11 lighthouse designations from the World Economic Forum for advanced manufacturing, the most of any company in the world. What are the essential components to becoming this type of global leader?
A: First, it is important to have a digital strategy, driven from the top and supported by senior management, with laser-sharp focus on execution and implementation driving tangible business impact. This strategy needs to be driven by the customer and business needs, not based on what I call a “tech push,” meaning you are just pushing deployment of technology solutions and tools into the business vs. pulling tech solutions that help address customer and business needs or pain points.
“It is important to have a digital strategy with a laser-sharp focus on execution and implementation driving tangible business impact.”
Second, data availability and visibility are critical, but for many companies still a challenge given the complexity of operational infrastructure with a lot of legacy systems that don’t talk to each other. We have a thoughtful data strategy, IoT systems and a defined digital stack – a combination of digital products and platforms that help us scale digital solutions faster. We have created a data lake where the data from different operational systems is ingested and made available for the digital stack and ML/AI algorithms and apps to “work their magic.” This infrastructure has been very helpful and a critical component of our digital strategy and its successful implementation.
Third, an important enabler and differentiator is leveraging external partnerships to complement the internal J&J capabilities. Over the past few years, we have established a broad external collaboration ecosystem with academia, consortia, startups, other industry companies, suppliers, etc. We are leveraging these ecosystems to advance capabilities in tech innovation, influence the global Industry 4.0 agenda and drive tech progress across industries. These partnerships were built and came to fruition in our innovation hubs, which are based in global tech hotspots, and technology capability centers that are focused on specific Industry 4.0 technologies such as 3D printing, smart sensors and vision systems, advanced materials, advanced robotics and so on.
Q: Additionally, you were just named the 2023 Manufacturing Leader of the Year at this year’s Manufacturing Leadership Awards Gala. What are the leadership skills and attributes you believe to be most important in the era of Manufacturing 4.0?
A: It is of course important that leaders have a good understanding of Manufacturing 4.0 technologies, how they can be applied and the value and impact they can bring for your business. But in my opinion, there are three leadership characteristics, and differentiators, that are the most important:
First, supply chain leaders of the future will be more like “ecosystem orchestrators” vs. “managing a supply chain in a particular company.” To do this, you first need an understanding of the customers and markets you serve – an outside-in perspective that you can use to shape your strategy. Additionally, it’s about realizing that no one person or company can or should do it alone. If I take maintaining business continuity as an example, it takes a network of suppliers, governmental agencies, companies, third-party logistics providers and so on all working together. It’s about building those networks, internally and externally, and doing it with a focus on where the expectations of your customers are evolving.
Second, it is also critical for leaders to be creative and curious. Seek continuous learning and think about new ways to work together across functions and reach out to business partners to learn more about how you can work together.
“Supply chain leaders of the future will be more like “ecosystem orchestrators” vs. “managing a supply chain in a particular company.””
Third, keep seeking connections not just within your organization, but externally as well. We have to be intentional about cultivating professional relationships. This could include attending forums and conferences, joining industry associations and consortia, or creating collaborations with other companies inside or outside of your sector and/or suppliers. All these relationships and connections invite diverse perspectives and encourage thought sharing. For J&J, this offers better insight into what patients and customers want and need from us, but also provides insight into other industries and how they’re enhancing operations, innovating and engaging with their customers and deploying advanced tech solutions and innovation. It is important to approach collaboration broadly and holistically to get the most out of it – and it is dynamic; you are never done.
Q: What do you feel is the most important lesson you’ve learned in your career so far?
A: Phenomenal things can be achieved via technology, but in the end it is all about the people. We can have the right process, the right technology and systems, but it is the people that are the differentiator. You need the right leadership – bosses that trust and believe in you. You need the right employees to get the job done, and you need the right peers and collaborators because you cannot do it on your own. I have seen this play out in my career time and time again.
Q: What do you foresee as manufacturing’s greatest challenges and opportunities in the years ahead?
A: I believe there will be three great challenges:
One, making manufacturing an interesting place to work and a magnet for current and future talent will be key. So, we need to continue to enable and develop our workforce with regards to future capabilities and skills, talent acquisition, retention, employee engagement and development, culture, and so on. In the current dynamic environment and competitive labor market this will need strong attention and will be a critical success factor for manufacturers.
Two, having a robust data strategy, data availability and visibility isn’t easy for most companies given their complex system infrastructures and legacy systems. But it is critical to crack this nut to be successful in the digital era.
Three, supply chain resilience. The unpredictable and volatile world of today requires that we evolve from the traditional supply chain risk management and isolated risk approach to a holistic multi-dimensional and pro-active resilience approach.
The greatest opportunity I see is for manufacturing leaders to become end-to-end orchestrators vs. just leading the operations within the four walls. The differentiator to accelerate your value creation and impact is through holistic collaboration and by leveraging an ecosystem of partners. Manufacturing leaders need to own, shape, and drive this ecosystem. M
![]()
FACT FILE: Johnson & Johnson
Headquarters: New Brunswick, New Jersey
Industry Sector: Diversified healthcare products
Annual Revenue (2022): $94.9 billion
Employees (2022): 155,800
Production: 97 manufacturing sites worldwide
EXECUTIVE PROFILE: Bart Talloen
Title: Vice President, Operational Services and Standards for Johnson & Johnson Services Inc.
Education: Katholieke Universiteit Leuven, Belgium; B.S. and M.B.A.
Previous Roles:
– Vice President, Strategy Innovation and Deployment, J&J Supply Chain
– Vice President, Supply Chain North America OTC, J&J Consumer
– Vice President, Supply Chain WW Nutritionals, NA OTC, Franchise Strategic Operations, J&J Consumer
– Vice President Consumer Supply Chain Asia Pacific, J&J Consumer
About the author:
Penelope Brown is Senior Content Director of the NAM’s Manufacturing Leadership Council.
AI’s Outcomes Rely On Its Rollout

If done right, AI will revolutionize everything from safety and quality to efficiency and maintenance
![]()
TAKEAWAYS:
● AI represents a unique opportunity to improve the efficiency of production, especially when it comes to preventative maintenance.
● Integrating AI into production can increase cyber risk by creating new potential access points for bad actors.
● More extensive training is required for AI to accomplish complex tasks, while repetitive tasks require less training.
For centuries, manufacturers have faced the challenge of addressing safety hazards in factories while boosting efficiency and controlling costs. Now, many manufacturers are learning that artificial intelligence (AI) can help them make new strides when addressing protracted worker safety and efficiency challenges. Consequently, it is no surprise that 36% of manufacturers say they will pursue Industry 4.0 investments according to the 2023 BDO Manufacturing CFO Outlook Survey. As more manufacturers explore AI’s future and how it can help them improve safety and efficiency, it is critical that they set themselves up for success by securing employee buy-in and preparing factory infrastructure to take full advantage of AI-based systems.
Today, much of the public has become aware of generative AI, such as OpenAI’s ChatGPT, with its ability to quickly answer complex problems with written prompts. Generative AI is exciting to the general public, but many plant managers are passionate about AI systems that are specifically designed to operate in a manufacturing setting. Rather than only using written prompts, AI systems used by manufacturers leverage inputs from computer vision, lasers, and other sensors to predict when a safety issue may occur, which robot caused a manufacturing defect, and how machines should be calibrated to minimize downtime.
Leveraging Technology to Combat Safety Hazards
Despite decades of regulations and improved protocols, safety issues persist in modern manufacturing. Updated safety codes and maintenance plans cannot always prevent worker injuries that result from negligence or unpredictable hazards in a manufacturing facility. While strong employee training programs remain one of the best ways manufacturers can improve safety in settings from chemical plants to automobile factories, even the most dedicated employees are not constantly vigilant to workplace dangers. This is why many manufacturers are investing in AI-powered safety systems, which can predict when and where a safety violation could happen, allowing plant managers, and sometimes the AI itself, to remedy the situation before it becomes irreparable.
However, to work successfully with AI, workers need to be trained to interact with these new systems. The latest advancements in augmented reality (AR) and virtual reality (VR) technologies enable companies to make training programs for employees who interact with AI-powered safety systems even more effective, further empowering workers to keep themselves safe. AR or VR simulations can give employees a sense of what it is like to work with potentially dangerous machinery in preparation for operating the real equipment. Workers can also practice carrying out the necessary safety procedures before entering a secure area or shutting down a robot in need of repairs on the factory line. These AR- or VR-enabled training exercises can reduce the likelihood of mistakes, which could result in worker injury or damage to machinery.

“Many manufacturers are investing in AI-powered safety systems, which can predict when and where a safety violation could happen”
While AR and VR training can help workers keep themselves safe, these simulations can also teach factory employees about AI systems designed to improve safety. Many workers have never interacted with AI systems tasked with actively reinforcing safety guidelines before and may be inclined to ignore or distrust safety alerts that do not come from a person. AR and VR training can incorporate scenarios where a machine breaks down, or a co-worker fails to follow safety protocols to teach employees about which hazards an AI safety system can detect and how they should respond.
Detect Issues with Computer Vision
One of the main methods AI safety systems detect potential hazards is through computer vision. This technology lets AI “see” the factory floor through cameras, allowing the AI to raise safety alerts in real-time if, for example, it observes employees who might not be wearing the proper personal protective equipment (PPE). In geofenced safety zones, a computer vision-enabled AI can shut down equipment, restrict access to certain areas, and alert employees if it sees or anticipates a safety concern. It is important to note that AI-based safety systems are not a replacement for traditional training. Rather, AI-enabled computer vision is an important tool that factory managers can use to make their plants even safer.
AI can also help manufacturers improve safety on an individual employee level with the help of data analytics. An AI system can keep tabs on the number of safety incidents an employee is involved with, like warnings or violations. Then, AI can take this data and factor it in with individual employee information to construct a holistic view on a worker’s safety record. This record can be informed by data like years of experience, hours worked, and metrics collected from a wearable device like body temperature, muscle strain, and the amount of weight lifted per shift by the employee. Manufacturers can use this to better understand if their employees are under too much strain to sustain a safe working environment. Not only can manufacturers use AI-powered data analytics to determine which employees would benefit from additional safety training, plant managers can also use this information to better match employees to tasks based on their skills and physical abilities.
For decades, manufacturers have tapped robots to take over tasks that have a high risk of causing worker injury. Keeping humans away from heavy, moving machinery, toxic chemicals, and other risky environments has allowed manufacturers to place people in safer roles where specific skills and dexterity are highly valued. For example, even the most capable human workers possess a limited field of view. A forklift crash in a warehouse caused by a worker who failed to pay attention or missed a small hazard in their way could be devastating. However, an AI-powered forklift can use computer vision to monitor for hazards across the warehouse, reducing the risk it could bump into an employee or be crushed by a stack of pallets it crashed into. The former forklift operator could be reskilled into an oversight or maintenance role where they could provide even greater value.
Manufacturers can also assign dangerous inspection tasks to AI. Drones equipped with AI can inspect products stacked up to the high ceiling of a warehouse and determine the stability of the inventory. In plants where noxious fumes or dangerous chemicals are present, AI-powered robots can limit human exposure to potential hazards by performing regular maintenance and monitoring tasks. When humans must be involved in chemical plant turnarounds and total cleanouts, AI can monitor for safety compliance and environmental hazards.
Embracing the New Efficiency Paradigm
AI also represents a unique opportunity to improve the efficiency of production, especially when it comes to preventative maintenance. Currently, most factories use pre-scheduled maintenance plans to help prevent manufacturing errors that could stymie production. While maintenance schedules have undoubtedly prevented production disasters, pre-scheduled maintenance plans can be inefficient because they are not always informed by actual repair needs.

“Publicly available generative AI systems can hallucinate, including making up facts, citing nonexistent sources, or other false information”
On the other hand, a predictive maintenance plan powered by AI can allow plant managers to perform maintenance exactly when and where it is needed. By gathering information from transducers and other sensors, AI can monitor equipment temperatures, current power draw, and the status of different machine parts. This can help an AI system predict and prevent failures. When the technology detects an impending problem, a predictive maintenance system can further limit downtime by scheduling repairs when they will be least disruptive to factory operations.
AI can also support quality assurance (QA) and quality control (QC) by using laser distance sensors to perpetually scan for errors across a vast and fast-moving production line. In addition to keeping tabs on the quality of manufactured goods, AI can help plant managers keep machines properly calibrated by monitoring tolerances. Because many QA and QC tasks are highly repetitive, an AI system that has been taught which defects to look for can perform these tasks, allowing employees to focus on higher-value tasks within the plant.
In addition to preventing production problems, AI can also be used to address manufacturing defects and prevent similar ones going forward. In the event a customer returns a product, a plant manager can use a serial number to quickly determine when the production error occurred, and even which machine caused the error. Traditionally, diagnosing and solving the issue which caused the production error can be time consuming. However, an AI system with laser distance sensors can scan the product to determine the exact nature of the error and then ascertain which machine caused the error and how the equipment can be recalibrated to both fix and prevent the issue. This allows a factory to reduce both downtime related to diagnostics and inventory lost to production errors.
AI’s Risks
AI is not without risks. Integrating AI into production can increase cyber risk by creating new potential access points for bad actors. Manufacturers pursuing AI must consider the risks related to cybersecurity and take measures to mitigate potential issues. Additionally, publicly available generative AI systems can hallucinate, including making up facts, citing nonexistent sources, or other false information. Businesses that do not put safeguards in place to check these outputs could make decisions based on inaccurate information. Finally, if a company enters proprietary data into a publicly available generative AI, it does not have control over how that data is stored or used by the AI. This means it could be hacked or used to inform answers the AI provides to other users.
Approach to Adoption
While the future of AI in manufacturing could involve a revolution in production efficiency, it is important to understand where this technology might not be a fruitful investment. The less repetitive and homogeneous the task, the more extensively an AI needs to be trained by humans to properly execute it. Jobs which require greater dexterity, creativity, and experience may simply be better for a human to perform from both a cost and quality standpoint. For example, a local furniture factory may find that a worker assigned to evaluate fit and finish may only be able to flag 90% of errors. Even if an AI equipped with computer vision and laser distance sensors could flag 99% of defects, the cost and complexity of training an AI to correctly spot miniscule flaws may make a digital QA/QC improvement strategy untenable.

“The cost and complexity of training an AI to correctly spot miniscule flaws may make a digital QA/QC improvement strategy untenable”
When it has been determined that AI-based systems are feasible tools, manufacturers should carefully evaluate the potential ROI by clearly outlining which capabilities their plant actually needs. For example, a plant that produces dangerous chemicals may need the infrastructure to support a robust network of air quality sensors across an entire plant. On the other hand, a large candle factory might only need to support air quality sensors in specific rooms, and thus has smaller infrastructure requirements. Finally, given worker concerns over the efficacy of AI-powered safety systems, plant managers must also help employees overcome their skepticism with a transparent dialogue.
Preparing to Adopt AI Systems in Manufacturing Facilities
Tools like computer vision, sensors, and drones require adequate networking capabilities to be effectively used by an AI system in a manufacturing setting. While networking is an additional expense, the barrier to entry for powering AI-powered systems is lower than many manufacturers may think. In most cases, 5G wireless networking is not cost-prohibitive and is more than sufficient to provide fast, reliable connectivity.
A third-party vendor can be tapped to install the 5G networking equipment and software, as well as provide regular maintenance, software updates, and technical support. AI systems which rely on 5G-connected inputs can also be provided by third-party vendors, who may charge a monthly subscription to use their software or hardware. For most manufacturers, using a third-party vendor to supply and manage AI systems and networking equipment can help save money while allowing them to stay up to date with the latest technologies.
Enabling Employee Adoption
While the infrastructure for AI-based systems can be paid for with a monthly subscription, securing buy-in from factory workers being instructed to adopt AI systems is more complicated. Manufacturers can employ a variety of strategies to help employees understand that AI can make their jobs safer — not render them obsolete.
To overcome skepticism, manufacturers should start by demonstrating success via small pilot projects that illustrate the value of AI systems to workers. Tapping an influential employee to serve as an AI ambassador can help make pilot success stories more personal and authentic during discussions with skeptical employees and stakeholders. Demonstrating that workers’ safety is a priority and providing a platform for their concerns to be heard can also build faith that AI systems are there to support them in the workplace.
Depictions in popular culture often characterize AI as a risky unknown, or as a tool that executives use to automate away manufacturing jobs. Manufacturers should reiterate to workers that their industry faces a labor shortage, and rather than replacing jobs, AI can help factories fill some of the roles for which companies are struggling to hire. AI can also open doors for current employees to move into more productive, less repetitive roles. This could allow many workers to deploy their skills in a more valuable way while also working in a safer environment.
The Future of AI in Manufacturing
AI has the potential to transform worker safety and boost efficiency — but not in a vacuum. Manufacturers should take care to determine that investments in AI, including employee training, infrastructure development, and buy-in campaigns, will likely lead to tangible improvements to worker safety and generate cost savings from efficiency gains. For example, manufacturers won’t realize the benefits of sensors and cameras tasked with helping an AI system prevent manufacturing defects if the networking equipment that connects them to an AI system is unreliable or inadequate.
“Tapping an influential employee to serve as an AI ambassador can help make pilot success stories more personal and authentic”
Even with the most meticulously planned AI systems, manufacturers who are serious about AI success must train and educate workers to make them feel more confident in AI. Highlighting AI success stories, especially those that emphasize collaborative roles with employees, can help earn the support of factory or warehouse staff. Without employee buy-in, manufacturers may struggle to improve worker safety or boost efficiency with the power of AI.
Over the coming decades, new technologies are likely to help manufacturers achieve ever greater improvements to worker safety and factory. As companies grapple with the implementation of today’s AI technology, plant managers should remember that even the most exciting technologies can change little on their own. Manufacturers who learn to quickly secure employee buy-in and source a strong infrastructure of supportive technology will find themselves leading innovation rather than following other innovators. M
About the author:

Maurice Liddell is Principal and Senior Market Leader at BDO Digital
Welcome New Members of the MLC October 2023
Introducing the latest new members to the Manufacturing Leadership Council
![]()

Sudhir Arni
Senior Vice President, Customer Success
Sight Machine

sightmachine.com
![]()
https://www.linkedin.com/in/sudhirarni

Steve Boyd
Vice President, Manufacturing Strategy
Dover Corporation
![]()
dovercorporation.com
![]()
https://www.linkedin.com/in/steven-boyd-60786936

Gustavo Chohfi
Vice President, Quality Assurance and Continuous Improvement
Cornerstone Building Brands
![]()
cornerstonebuildingbrands.com
![]()
https://www.linkedin.com/in/gustavochohfi

Eric Murray
Vice President, IT/Digital
Cretex Companies
![]()
www.cretex.com
![]()
https://www.linkedin.com/in/eric-murray-mn

Jim O’Connor
Director of Enterprise Architecture
Graham Packaging
![]()
grahampackaging.com
![]()
https://www.linkedin.com/in/jim-o-connor-11022b10

Regina Salazar
CIO
Novelis Inc.
![]()
novelis.com
![]()
https://www.linkedin.com/in/regina-salazar

Sema Tekinay
Practice Partner – Transformation & Continuous Improvement
Messer
![]()
https://www.linkedin.com/in/tekinay

Matt Townsend
Vice President, Digital Transformation
Medtronic
![]()
https://www.linkedin.com/in/matt-townsend-05004319a

Dave Wingard
Global Leader Manufacturing Excellence
Westrock
Getting the Most Value from AI Investments

To capitalize on AI, manufacturers must learn how to prepare and analyze their data.
![]()
TAKEAWAYS:
● Manufacturers need to develop a thorough understanding of their data and the proper protocols for using that data.
● Manufacturers can use advanced technologies like AI to become more nimble, deliver better operational insights, and gain a more nuanced understanding of customer needs and relationships.
● To take full advantage of their data, manufacturers need to focus on data and system architecture, data governance, and data analytics.
The manufacturing sector historically has been a slow adopter when it comes to investments in artificial intelligence (AI) and other transformative technologies that require a solid foundation of data and clear practices around data use. It’s common for organizations to have vast amounts of data but lack insight from that data for several reasons, including the persistence of manual data collection, information existing in silos, and failure to segment customers in meaningful ways.
There has been significant hype around generative AI in 2023, but feeding the appropriate data into such AI tools is critical if companies want to benefit from the technology. Manufacturers looking to exploit advanced technologies to their fullest extent need to develop a thorough understanding of what data they have and proper protocols for using that data. Companies must capture, curate, and cleanse the data they have before they can determine how best to monetize them.
By first preparing the data properly, teams will then be able to use data not just for day-to-day operational tasks or metrics—such as how much product shipped on a given day or how inventory levels have changed in recent months—but to think more creatively about what else they can learn from data sets.

“Manufacturers that foster curiosity among their leadership and employees about AI will better position themselves to creating a factory of the future.”
Manufacturers that foster curiosity among their leadership and employees will better position themselves to create a factory of the future. Being a leader in AI will be necessary to remain competitive. According to a June 2023 Manufacturing Leadership Council survey about AI in 2030, “while many manufacturers may only just be starting to leverage the possibilities of AI, they also have clear plans to accelerate that adoption significantly in the years ahead, with AI investment levels expected to rise in a substantial 96% of all the companies responding to the survey.”
Think Bigger: Developing a Research Agenda
The use of AI in a manufacturing setting goes well beyond the shop floor. Companies can harness AI to improve quote-to-cash and order-to-cash processes, identify revenue leakage in business models, and assess whether the business has effective contract procedures in place, for instance. Many of these applications come down to figuring out where the business lacks key processes, or where processes aren’t being followed.
For companies setting out to explore how AI can improve their business—whether via process mining, robotic process automation, or machine learning—developing a research agenda can help. That agenda should examine these key elements:
- Data outputs: Does the organization fully understand the key outputs/outcomes it is measuring? Are there other outputs that would be useful to capture?
- Correlations: How do various outcomes compare to each other, and are there indications that they may have a significant relationship?
- Explanatory variables: Which relationships between data outputs might be especially useful or informative going forward?
- Dimensions of analysis: What are the various ways teams can analyze data points to understand customer behaviors better? Are there seasonal or geographic implications?
Using internal and external data to support this research agenda can help companies identify new opportunities and reduce the amount of uncertainty they face in both the short term and long term.
Becoming a nimbler organization and delivering better operational insights to leadership are two important ripple effects of honing this agenda and reducing uncertainty. Perhaps even more critical is the ability to gain a more precise understanding of customer needs and relationships. Manufacturers can use AI to ferret out relationship patterns, meaningfully segment customers, and determine costs associated with various relationships. These insights can ultimately enable companies to develop more tailored approaches to their customers, partners, and vendors.

“Manufacturers can use AI to ferret out relationship patterns, meaningfully segment customers, and determine costs associated with various relationships.”
Optimizing supply chains, improving quality control, and making the shift from reactive maintenance to proactive, predictive maintenance are specific areas where manufacturers stand to benefit most from AI. Predictive maintenance, for instance, uses AI algorithms to analyze real-time data from sensors and other equipment to anticipate equipment maintenance needs and failures. By continuously monitoring data from the factory floor and comparing that data against key performance indicators, AI can detect anomalies or early signs of equipment malfunction. This allows for proactive measures to avoid costly, unplanned downtime and improve the life span of the equipment.[1]
Performing maintenance prior to failure leads to cost savings and minimizes costly repairs or replacements. By leveraging data analysis, pattern recognition, and predictive modeling capabilities, industrial organizations can optimize equipment performance, increase operational efficiency, reduce costs, and enhance overall productivity.[2]
Improving Your Data: Where to Start?
Manufacturers don’t always know where to begin to improve their ability to harness, filter, and analyze data. Connectivity among machines, products, employees, suppliers, customers, and processes across the value chain is critical to gaining actionable insights, but enabling that connectivity with Industry 4.0 technologies must be intentional.
To be able to take full advantage of the enormous amount of data they generate and collect, manufacturers need to focus on three foundational areas:
- Data and system architecture: Understand how to balance traditional system architecture with newer architecture such as cloud-based storage and Internet of Things devices.
- Data governance: Implement clear standards around the collection and use of information.
- Data analytics: Harness advanced analytics to go beyond pattern identification and develop truly predictive capabilities.
Manufacturers also need to make sure that teams throughout the organization have the same baseline level of data literacy, and provide training as needed to align that literacy. Data literacy makes it easier for teams to adhere to the same data processes, policies, and standards around information protection and security.
“Once manufacturers have created a solid data foundation and fostered a sense of curiosity among employees, they can determine how AI tools may benefit their business in the future.”
Ensuring that employees have a common understanding of data inputs, outputs, and applications will become increasingly important as members of the aging workforce retire, taking their institutional knowledge with them. Getting teams across the organization well-versed in how to identify and solve problems with data will be an enormous asset as experienced workers leave.
Looking to the Future
Once manufacturers have created a solid data foundation and fostered a sense of curiosity among employees, they can determine how AI tools may benefit their business in the future. They would need to consider the following:
- People: Identify worker-led tasks that generative AI could enhance, ultimately driving greater productivity.
- Revenue streams: Technological tools can help identify potential new sources of revenue.
- Data strategy: Collecting more proprietary data throughout operations can improve the company’s competitive advantage.
- Integration: Formalize best practices for merging generative AI with current workflows.
It would be irresponsible to implement AI in any function of the business, however, without addressing risks and challenges associated with the technology. These include ethical issues, job displacement, and data security and reliability. Any manufacturer looking to capitalize on the transformative power of AI needs to have a clear understanding and assessment of these risks if they want to reap any benefits. M
About the authors:

George Casey is a principal at RSM US LLP.

Matt Dollard is a principal and an industrials senior analyst at RSM US LLP.
[1] The content in this paragraph was originally published in an RSM article titled “The potential for artificial intelligence to transform manufacturing.”
[2] The content in this paragraph was originally published in an RSM article titled “The potential for artificial intelligence to transform manufacturing.”
AI Driven Solutions for Manufacturing Excellence
Thanks to the rising ease of adopting cutting-edge technologies like artificial intelligence, Internet of Things (IoT), big data analytics, and robotics, manufacturing is booming across the world. In the United States, for instance, a manufacturing boom has swept across the country in the last two and a half years, with the South and Mountain West having especially strong growth, according to Bureau of Labor Statistics (BLS) data1. The U.S. economy has added some 800,000 manufacturing jobs nationwide in just the last couple of years. In terms of numbers, Texas is the top state for new manufacturing jobs, with 86,000 new positions, from January 2021 to May 2023, according to BLS data. Next comes California with 79,000 jobs; Florida with 37,000; Ohio with 31,000; and Georgia with 29,000. Nevada had the greatest percentage increase at 15%, followed by Montana at 11% and Wyoming at 10%.
Manufacturing has never not been a strong suit of the U.S. In fact, the country produces 40% more factory output today versus 20 years ago, but with 5 million fewer workers, per the American Enterprise Institute2. In 2017, the U.S. produced about four times more factory output than in the 1940s with about the same number of factory workers, which is around 12.5 million! The “culprit,” if any, has been automation, including advances in technology and the rising productivity of U.S. factory workers.
New, smart manufacturing investments provide a perfect opportunity to build (back) smarter and stronger. Manufacturers now are unlocking new levels of efficiency, productivity, and competitiveness as they quickly adopt automation and digitalization. The combined power of OT and IT DataOps and domain-specialized AI and ML models is enabling manufacturers to unlock new levels of efficiency, productivity, and competitiveness. However, there are challenges to overcome on the path to realizing the full potential of smart manufacturing. In this article, and based upon the discussions we had at the recently held MLC Rethink Summit, we will explore some strategies to overcome these challenges and drive enterprise-wide transformation.
The adoption of advanced tools, solutions and processes in smart manufacturing is gaining traction across industries. It is projected that the global smart manufacturing market will grow from $297.2 billion to $787.5 billion by 2030, at a compound annual growth rate (CAGR) of 14.9% (source: Grand View Research). According to MarketsandMarkets, use of AI in the manufacturing market is projected to reach $16.7 billion, at a CAGR of 47.9% from 2022 to 2027. These figures highlight the immense business value of smart manufacturing practices.
What are some of the biggest obstacles that manufacturers face when it comes to unleashing full-scale digital transformation? Broadly speaking, they fall under the themes of legacy products and infrastructure, change and people management, and needing expertise that spans IT-OT data integration, analytical modeling and data management. Let’s take a closer look at each.
Product Legacies
One of the key challenges in scaling smart manufacturing initiatives is the complexity of integrating diverse systems and technologies. According to Deloitte, 44% of executives identified legacy systems as a barrier to implementing advanced solutions. Modern manufacturing environments are complex mixes of disconnected systems that do not communicate with each other. This lack of interoperability hampers data sharing and insights, preventing organizations from harnessing their full potential and measuring ROI. A Frost & Sullivan survey revealed that 79% of manufacturers face challenges in integrating legacy systems with new technologies. To overcome these, companies need to invest in a robust digital infrastructure that can seamlessly connect and integrate various systems.
Change Management
Change management is a critical factor that can and has sunk many smart manufacturing digital transformation projects. Years of experience working with multiple stakeholders in a manufacturing organization has revealed a near unanimous conclusion: if everyone in an organization is not onboard with clear expectations and benefits caused by the changes brought on by digital transformation, initiatives will fail.
Let’s consider change management inside the realm of dynamic scheduling. Much of industrial scheduling is reactive, where the shop floor adjusts to complete work as it comes in. Dynamic scheduling is proactive, with the schedule being adjusted to maximize production. A dynamic scheduling system adjusts production to minimize resource issues (like machine breakdown, tool failures, quality issues) or job-related (rush jobs or cancellations), and ensures optimal use of shop floor resources. Here’s an example where dynamic scheduling failed due to an overlooked human element (change management). A manufacturer had undergone a major investment in a dynamic scheduling system that failed to yield results. The change required employees who worked on a particular assembly line to swipe in to start work at their station. There were no incentives provided to workers that explained the need to swipe in because they had already swiped in for their shift at work. Since they were not on board with the value of this extra step, the system didn’t work and was abandoned.
Obstacles can abound, but a careful analysis of changes to all stakeholders can help sustain a digital transformation process.
Technologies like Predictive Maintenance (PdM) and Quality Control
Traditionally, manufacturers use reactive maintenance, fixing equipment only when it breaks down. By leveraging AI/ML-driven algorithms, including analyzing historical data, manufacturers can predict and prevent equipment failures before they occur. These algorithms can identify patterns and anomalies, enabling manufacturers to schedule maintenance proactively, optimize spare parts inventory, and minimize unplanned downtime. PdM also prevents waste by precluding the need for unnecessary maintenance.
Another key application of AI and ML is quality control. AI and ML algorithms can be trained to analyze vast amounts of data, including images, sensor readings, and production parameters, to detect defects and anomalies in real-time. By automating inspection processes, manufacturers can achieve higher accuracy and consistency while reducing the need for manual inspection. According to a study by Capgemini, AI-based quality control systems can reduce the cost of quality by up to 50% and increase productivity by up to 25%.
However, choosing the right technology partner is crucial to success. PdM and quality control are two areas where plenty of tools and providers exist, but few have found repeated and large-scale success. In reality, digital industrial transformation is a very high-touch activity: it takes much more than a software product or singular service that enables long-term, repeatable success. It takes a bridging of the IT, OT and business operations worlds with a portfolio of factory hardened industrial IoT solutions, versatile and easy-to-use software products, and professional system integration and advisory services and support.
Secure IT + OT Data Systems
As the use of IoT, analytics, digital twins and other advances facilitated by better gleaning of insights from contextualized IT and OT systems data proliferates, their impact on smart manufacturing is becoming more profound. However, continued success of AI and ML requires a wholesome approach, including investing in talent, data infrastructure, and robust OT cybersecurity. As more connected devices gather larger amounts of data, implementing robust cybersecurity measures to protect information needs to be a focus.
The risks are high. According to IBM, 61% of cybersecurity incidents at OT-connected organizations last year were in the manufacturing industry. Implementing strong cybersecurity and establishing strong governance frameworks are essential to protect sensitive data. This includes implementing strong access controls, encrypting data, updated software and firmware, and conducting rigorous vulnerability assessments. Establishing a strong governance framework to define policies and procedures for data handling, storage, and sharing is critical.
By utilizing secure AI-based edge computing and optimized multicloud adoption, manufacturers can create a unified, scalable ecosystem where data flows seamlessly and securely throughout the organization and its stakeholders.
The Experienced Leadership Difference
Since leading the Industrial IoT charge from its earliest days, the best providers in the industry, like Hitachi Vantara, have learned a few things. From hundreds of IoT projects deployed globally in manufacturing, energy and transportation sectors, they’ve witnessed that IIoT projects erase IT and OT data boundaries, and are almost always transformational, high-touch affairs. The truth is, no two customer projects are the same. Successful, scalable, repeatable, data-converged, edge-analytics-enabled delivery requires a trifecta approach – expertise and availability of three critical factors including:
- Industry-specific AI/ML-based solutions and models
- Tried-and-tested templates and accelerators that are secure and repeatable and can run where required, and
- World-class ecosystem of group companies and a strong partnership expertise to deliver it.
That is what customers need: not just tools and software, but the ability to put it all together and bring it home for their business outcomes.
Consider the use case of Logan Aluminum. Over the past six years, Hitachi Vantara has worked with their plant in Kentucky to bring the optimal benefits from insights derived from the 4M sources of data: hu(m)an, Machines, Methods, and Materials. By definition, these data sources are from IT and OT sources. IT data examples are employee information, their training details, experience and expertise levels, clearances for different areas of the factory, shift information, management information and backup personnel, PPE use depending on the day’s shift or task, etc. Material and method data sources can include tags from databases that hold information on orders, suppliers, supplier quality, stock and lot codes, shipment and inventory on hand, and more. OT sources are asset and machine data: pressure, vibrations, temperature, oil viscosity levels, date of last service, and the how/what/when/who associated with past repairs, and hundreds of others.
Working within the customer’s existing processes and with their systems, 500,000 tags/second are organized and collected and ETL’d (Extract-Transform-Load) into a data warehouse of their choice, both on-premises and in their cloud vendor’s systems. Countless possibilities of combinations on these yielded information that helped the customer improve quality, energy efficiency issues, enhance safety indices, shift from scheduled to predictive maintenance, optimize coil rolling and finished goods handling, and many more.
With hundreds of vendors and platforms and solutions around, customers need expert guidance on integrating digitized edge technology with their IT backend quickly and cost-effectively more than ever. Hitachi Vantara combines OT DataOps capabilities – knowledge and experience in managing, handling and analyzing OT data – with software products, IT best practices and consulting-through-implementation offerings that are applicable to operations, IIoT-based accelerators, data catalog and ETL/ELT platforms, and versatile reporting dashboards that are customizable for multiple persona.
Conclusions
Smart manufacturing is new manufacturing, a crucial driver of industrial success, with the global market projected to reach $787.5 billion by 2030. Overcoming integration challenges and investing in a robust digital infrastructure are essential to enable seamless connectivity and getting real-time insights. Change management is a significant hurdle in sustaining smart manufacturing practices, so organizations are addressing it by spending more time in articulating the value for all involved stakeholders earlier. Data security is a high priority, and strong cybersecurity measures and governance to protect sensitive information and build trust are essential for success and getting out of “pilot PoC purgatory”.
Customers need long-term partners that invest to understand their pain points from multiple viewpoints, offering secure, verticalized edge-to-multicloud solutions, templates and best practices to help them successfully and repeatedly achieve their high-touch digital transformation objectives.
1 https://www.axios.com/2023/03/07/us-manufacturing-growth-outpaced-world
2 https://www.aei.org/carpe-diem/the-us-produces-40-more-factory-output-today-vs-20-years-ago-with-5m-fewer-workers-technology-job-theft/#:~:text=The%20US%20Produces%2040%25%20More,Ago%20with%205M%20Fewer%20Workers.
About the Author:
 Shamik Mehta is the Director of Industrial Digital Services at Hitachi Vantara with 25 years of experience in IIoT, AI/ML-based data analytics, semiconductors, renewable energy, and e-mobility. He specializes in thought leadership for technology applications in smart manufacturing, energy, and electrified transportation.
Shamik Mehta is the Director of Industrial Digital Services at Hitachi Vantara with 25 years of experience in IIoT, AI/ML-based data analytics, semiconductors, renewable energy, and e-mobility. He specializes in thought leadership for technology applications in smart manufacturing, energy, and electrified transportation.
Manufacturers Step into the Industrial Metaverse

What exactly is the industrial metaverse? While the term sounds like something straight out of a science fiction movie, it’s already being used by manufacturers in the here and now. Put simply, the industrial metaverse is a collection of technologies that can create an immersive virtual or virtual/physical industrial environment.
The metaverse will contain virtual replicas of everything from complete factories down to individual components and parts, powered by evolving digital technologies like AI and cloud computing. As the metaverse develops, users will be able to access it from any internet-connected device, such as a smartphone, laptop or tablet, or using virtual reality headsets.
According to a new report released by the Manufacturing Leadership Council, the NAM’s digital transformation division, and Deloitte, 92% of manufacturing executives say they are experimenting with or implementing at least one metaverse-related use case. On average, the surveyed executives say they are running more than six.
How is it used? Manufacturers are using industrial metaverse technologies in four common areas: production, supply chain oversight, customer service and talent management.
- Production: Manufacturers are simulating key processes in order to evaluate them, creating virtual prototypes of processes or systems and creating simulated factories to optimize factory layout and setup.
- Supply chain: Other manufacturers are using the metaverse to track products and raw materials and to collaborate with suppliers.
- Customer service: Companies are also creating virtual showrooms and product demonstrations, which attendees can visit without leaving their own homes or offices.
- Talent management: Lastly, other companies are experiment with using the metaverse for immersive training, virtual plant tours and virtual recruiting and onboarding.
What are the benefits? Executives report that each of these use cases comes with significant benefits, including cost reductions. Respondents also said metaverse applications have improved employee attraction and retention.
- Immersive customer experiences and virtual aftermarket services, such as equipment service and maintenance, have also led to increased revenue, according to the survey.
The challenges: While the industrial metaverse offers many promising benefits, manufacturers are still finding some challenges, including:
- The high cost of metaverse technology and the cybersecurity protections it requires;
- A lack of employees with the right skills, along with the steep learning curve for those who must be trained; and,
- Insufficient digital infrastructure and other resources.
The solution: The report suggests that manufacturers can find success in the metaverse by building a culture of innovation, establishing leadership support and starting small by investing in a digital technology foundation.
The last word: All in all, manufacturing executives are confident that the industrial metaverse will transform their operations. Learning to understand and use the metaverse will soon be essential for companies seeking a competitive future.
Download the full report, “Exploring the Industrial Metaverse,” to learn more.
Related


Crystal Ball: Quo vadis, Industry 4.0 and digital transformation?
In the latest in our Manufacturing in 2030 Crystal Ball series, we look at where Industry 4.0, transformation and digital value creation are headed

Global economic disruptions include supply chain bottlenecks, trade restrictions and rising prices for raw materials, all of which give manufacturers a big headache. Producers are also under increasing pressure to readjust their manufacturing footprint and reduce consumption to meet sustainability targets. Most manufacturers are still stuck with a geographic footprint set down in the 1980s, driven by ongoing labor arbitrage around the globe. Large factories are still predominant in low-cost regions like Asia, Eastern Europe, and South America. Accelerating trends toward automation, upskilling and high demand for customized products, combined with increasing regulatory requirements for sustainable manufacturing, are pressuring companies to rebalance this equation. To increase efficiency and respond to threats and trends, many producers have implemented Industry 4.0 technologies.
But quo vadis? Where are these trends going?
The Industry 4.0 vision – smart, networked factories, closer to customers
Industry 4.0 technologies offer no less than the ability to redesign the global manufacturing footprint, to position factories closer to markets, reduce logistical nightmares and increase the visibility of suppliers and customers.
The digital transformation offered by Industry 4.0 technology has four central goals:
1. Customization, insight-driven manufacturing and lot sizes of one
With customers increasingly demanding highly personalized products, mass customization has become a competitive playground. Western manufacturers need to differentiate their offering (via customization) from cheaper offshore competition to retain their markets. Industry 4.0 includes a wide range of technology innovations like 5G, artificial intelligence (AI), machine learning (ML), PLM and digital twins, MES, IoT platforms, and additive manufacturing (3D printing). These can support the agility, flexibility, and efficiency to offer customers such highly personalized products and services, thereby enhancing their brand experience, increasing loyalty, satisfaction, and ultimately, profitability.
Infor customers in manufacturing have switched from series production to highly customized operations in segments as diverse as the fabrication of individual sports rifles for biathlon athletes, medical science equipment, commercial laser pointing products, the fenestration industry (producers of windows and doors) and industrial cranes. Product individualization based on unique combinations of modular components and very late customer change requests have become essential ways to improve the customer experience. The vision is that consumers can switch their product configuration on the fly.
With an increasing shift of focus toward software-driven experience-based services, there will be pre-purchase changes for specific experiences. Today, some cars already come with three driving modes: sports, comfort and eco. In the future, cars may be chosen for events instead of a car’s lifetime – a camper van just for the summer holidays, an SUV for the winter holidays, a limousine for the business trip. All these will be equipped with event-based options, possibly an extra seat row for the children and special cooling options for the summer holidays, heated steering wheel and a snow-drive option for the winter holidays, and additional horsepower for a long-distance business trip.
2. Incremental innovation and transformation to product-as-a-service
Product lifecycles are becoming shorter as customer attachment to one-size-fits-all physical products decreases. Companies no longer compete exclusively on product features, instead offering value-added services, and manufacturers are adapting their operations to optimize business efficiency. In automotive, software-enabled service platforms are a new ground for differentiation, replacing hardware-related factors such as engine power and precision-engineered door handles. Success in this realm requires more knowledge about customers, software-based services and the ability to innovate and respond quickly to changing customer preferences.
3. Digital innovation reducing market distance
To reduce delays and transportation costs, leading manufacturers build smart factories closer to the customer. Redesigning the manufacturing footprint is especially imperative for the manufacturing industry, with its notoriously complex, fragile, and logistically challenging global operations and supply chain. New business models and technologies help reduce the distance to the end consumer. With digitalization, automation and robots, factories need fewer workers but more skilled ones. Thus, locations in Western countries become attractive despite higher labor costs.
With the digital revolution unfolding, there will be more ways to overcome global footprint constraints, such as these two concepts.
First, a widespread network of high-tech automated micro-factories. The micro-factory was invented in 1990 by the Mechanical Engineering Laboratory of Japan, referring to cell-based manufacturing in a multitude of small and highly automated plants, to deliver customizable designs locally. But it has not yet become widespread. Today, we observe much interest, but few operational implementations of micro-factories. Despite the appeal of quick deployment, higher flexibility, lower capital investment, and reduced environmental impact, the implementation of micro-factories is limited to start-ups and new business models. Even the discussion about micro-factories has quieted down. The assembly line still plays a major role, and the efficiency of a modern automated volume production site with just-in-sequence operations are hard to beat with a more distributed approach to production. Gartner® places Mobile Factories just before reaching the tipping point of “Peak of Inflated Expectations” on the just released Hype Cycle™ for Advanced Technologies for Manufacturers, 2023 and classifies them as: “5-10 years to mainstream adoption.”1
So, the micro-factory concept could become a strong factor to increase the value of customization and higher flexibility, fueled by zero distance and innovation in computing, robotics and AI. But it is not yet a top priority for operational executives.
Second, a relocation to high-cost countries for access to resources and customers. In contrast to the slow development of micro-factories, a counter-trend of companies setting up rather large factories in Western countries is burgeoning. First, there is a plethora of gigafactories. Introduced by Elon Musk, the term refers to giant plants to produce power units generating gigawatts of power via EV batteries. Gigafactories are set up in places like Canada, Austria, the United States, and Norway, by companies including Volkswagen, Northvolt, Miba and Frey. In addition, Infineon and Intel launched large factories in Austria and Germany to produce their core microchips, while Rheinmetall created a factory for producing electronic components for the F-35 fighter plane. This trend is driven by access to excellent logistics and highly qualified resources rather than by cheap labor.
4. Agility to deliver business and technology requirements
An effective platform enabling swift reaction to change, adjustment of the global footprint and further efficiencies via automation requires a comprehensive digital transformation. But for many organizations, challenges to connect separate technologies, true digitalization of processes and the complexity of existing systems continue to be roadblocks to executing a digital vision.
McKinsey has outlined critical success factors, including these four:
– A truly scalable operating model
– Distributed technology allowing local and independent innovation
– Access to reliable and current data when needed
– Strong adoption and change management
Cloud ERP at the core of Industry 4.0
Historically, manufacturers have architected their organizations and IT portfolios with a traditional monolithic enterprise-centric and on-premises ERP. But this inside-out model, with static, scheduled interfaces to the “outside world,” is unfit for tomorrow’s intelligent factories in response to an even more dynamic, constantly changing and truly real-time business environment. Legacy ERP systems focus on structured data from ERP transactions, not unstructured data that has become business relevant (e.g., IoT, clickstream, social media). This siloed, intra-organizational and structured-data focus does not provide the agility to adapt to and get ahead of current and anticipated business conditions.
The demands of the modern economy and the forces discussed above have led to replacement of monolithic ERP with a more modular, standardized cloud-based “hub and spoke” network approach, which can adapt and scale in line with business priorities. The capabilities to integrate, manage data, secure data and applications, and identify and provide optimal user experience have become the focus of overall enterprise strategy. The modular ERP approach is built around a core, vertical-specific ERP solution as a strategic integration platform to connect to supplemental applications, potentially from multiple vendors. This core ERP becomes the foundational platform for agility and innovation at scale. Additionally, embedded and advanced capabilities enable more intelligent automation by leveraging AI- and ML-driven insights and actions to improve the manufacturing process.
Digital cloud platform impact on time-to-value
The Infor digital ERP platform is designed to shorten time-to-value and improve customer experience to ensure success and improved business outcomes.

It is an industry-specific solution with preconfigured processes built in, and incorporates learnings from the sales process into the provisioned product. This is coupled with a heavy investment in tooling and content to shorten the initial implementation effort, cost and risk, and have the catalogue of predefined industry processes to accelerate deployment. The cloud simplifies updates and eliminates the need for major upgrades and for a large technical team to implement and maintain business applications.
It is set to become the central platform for dynamically driven innovation. Every company that joins increases the industry cloud scale in sectors such as automotive, industrial manufacturing and A&D, and accelerates the need and pace for relevant industry-specific additions. In 2030, industry communities will drive standardized cloud-based functionality based on their needs for manufacturing functionality, compliance with regulation, and process optimization through deep strategic interaction to set priorities per industry. Upgrades will be deployed immediately as standard additions with transparent and global KPIs throughout their entire manufacturing footprint. Over time, there will be a rich library of relevant tested use cases for process optimization based on AI per industry, available to all participants.
And the winner is … the smart, agile factory
Success belongs to the prepared. In today’s digitally transforming and connected discrete manufacturing industry, being prepared requires a re-evaluation of traditional business processes, technology capabilities and the main traditional asset, the global manufacturing footprint. Critical across each of these dimensions is effectively connecting systems and locations in an open and standardized structure and harnessing the power of data.
Manufacturing companies started to invest in new digital technologies such as AI to improve operational efficiency in areas such as demand forecasting, fault finding in production and warehousing. But today, most organizations struggle to roll out new technologies to the global universe. Those who will seriously invest in their digital platform to build a dynamic, intelligent and connected factory network put themselves into a favorable position to deploy consistent innovation steadily, quickly and globally. This change will not happen overnight. The move toward digital workflows and transparent open standards requires the whole organization to shift. Those who commit to that journey will be able to use the digital innovation benefits immediately to their business advantage in 2030. They will gain the ability to instantly respond to market disruptions, customer requirements and regulation, and create new products and services on the fly.
In an increasingly uncertain market environment, success will reward manufacturers that most effectively align new data management skills with modern information technology platforms to render their factories truly smart and insight driven. This includes the enablement of closeness to customers and their need for experiences rather than traditional products, decision-making adapted to swift reaction to change, and real-time, dynamic, sustainable and market-relevant manufacturing.
About the Author:
 Dr. Henning Dransfeld is Director Industry & Solution Strategy at Infor. He is responsible for the development and implementation of Infor’s growth strategy in the discrete manufacturing in segments including A&D and automotive manufacturing in EMEA. Dransfeld has years of experience as an industry analyst. At Information Services Group (ISG), he was responsible for manufacturing, data analytics and IoT across Europe. He also led numerous consulting projects in these and related specialties. Prior to that, Dransfeld held positions at Ovum (now Omedia), T-Systems, Forrester and Experton.
Dr. Henning Dransfeld is Director Industry & Solution Strategy at Infor. He is responsible for the development and implementation of Infor’s growth strategy in the discrete manufacturing in segments including A&D and automotive manufacturing in EMEA. Dransfeld has years of experience as an industry analyst. At Information Services Group (ISG), he was responsible for manufacturing, data analytics and IoT across Europe. He also led numerous consulting projects in these and related specialties. Prior to that, Dransfeld held positions at Ovum (now Omedia), T-Systems, Forrester and Experton.
1Gartner Hype Cycle for Advanced Technologies for Manufacturers, 2023 Published 25 July 2023 – ID G00789107 By Marc Halpern, Sudip Pattanayak, Christian Hestermann, Alexander Hoeppe
GARTNER is a registered trademark and service mark of Gartner, Inc. and/or its affiliates in the U.S. and internationally and is used herein with permission. All rights reserved.
How Manufacturing 4.0 Got Its Name—and Why It Matters

Flashback to 2015: “Hamilton” debuted on Broadway, millennials surpassed baby boomers as the largest U.S. generation and the term “Industry 4.0” was gaining traction in manufacturing circles. It was also when the Manufacturing Leadership Council created a conceptual framework called “Manufacturing 4.0.”
So what is the difference between Industry 4.0 and Manufacturing 4.0? While the terms may not sound all that distinct from each other, Manufacturing 4.0 represents the MLC’s commitment to a far-sighted, holistic approach to manufacturing’s tech-enabled metamorphosis—one that has served it well in over the past eight years.
The background: The 4.0 movement started in Germany in 2011 when the German ministries for education, research, economic affairs and energy developed a strategic initiative that would push forward the digital transformation of industrial manufacturing.
- They named this initiative Industrie 4.0. It featured an action plan that combined policy initiatives, public–private funding, strategies for technology implementation and the identification of business drivers and barriers.
The difference: For the MLC and its members, Manufacturing 4.0 is made up of transformations in three different arenas: technology, organization and leadership.
- Contrast this with Industry 4.0, which covers only technology topics—specifically nine pillars of technological innovation, which include autonomous robots, big data, cloud computing, IoT, cybersecurity, systems integration, simulation, AR/VR and additive manufacturing.
- “MLC, of course, covers all of these technologies, but, importantly, adds the dimensions of organizational and leadership change as part of its perspective on manufacturing’s digital transformation,” says David R. Brousell, the MLC’s founder, vice president and executive director.
MLC in action: While the MLC does provide member resources that focus on specific technologies and their uses in manufacturing operations, it also covers topics such as how leaders can prepare their workforce for digital transformation, how organizations should be structured to make business decisions based on manufacturing data and how leaders can ensure they set their teams up for digital success.
- Additionally, the annual Manufacturing Leadership Awards recognize not only high-performing digital manufacturing projects but also outstanding individuals who demonstrate both technological understanding and strong personal leadership.
M4.0’s continued evolution: Today, the MLC continues to use Manufacturing 4.0 as the overarching framework for its member companies’ activities.
- Its influence is apparent in the MLC’s annual Critical Issues Agenda, a member-created list of key business drivers and enablers of digital manufacturing.
- The agenda covers technological advances like smart factories and data analytics, alongside the organizational ecosystems that put such advances into operation—from the leaders who direct them to the cultures that make them succeed.
The Future of M4.0: As the MLC gets ready to set its 2023–2024 Critical Issues Agenda, it will continue to take a holistic approach to the technological changes sweeping the industry by recognizing the importance of people in making those transformations happen.
Go deeper: You can learn more about Manufacturing 4.0 by downloading the MLC’s white paper, Manufacturing in 2030: The Next Phase of Digital Evolution; reading a recent report, The Future of Industrial AI in Manufacturing; or attending its Aug. 30 virtual Executive Interview, Shifting from Disruption to Growth.
Related


Extrapolating from the results of NTT DATA’s recent research report, Innovation Index: Shifting from Disruption to Growth, John Petrusick, Managing Director, Manufacturing — Data and Analytics Practice, offers insights into the future of data in the latest in MLC’s Manufacturing in 2030: Crystal Ball series.
Data-Driven Transformation and the Future of Human-Centric Innovation by 2030
By 2030, I envision a significant change where data flows freely from sources including the shop floor, enterprise resource planning systems and third-party external providers. Manufacturers will centralize, harmonize and analyze data to enable real-time action. This encompasses all actions, including automated actions, to maximize business efficiency. Doing so will impact aspects of the business ranging from daily production operations on the plant floor, to engaging customers in selling activities, to the development and testing of new products.
With respect to sales, products and services, manufacturers will create seamless customer experiences in which customers can purchase goods using their preferred interface. Infusing data into a design thinking-led approach will also improve overall experiences once the product is in use. From an operational data perspective, employees on the shop floor or within the business will see performance data in real time and act instantly.
Highly commoditized or repetitious manufacturing environments might function as a largely ‘headless’ or ‘dark’ operating environment. Such environments rely on processes that are highly routine, reproducible and repeatable. They will, therefore, be able to leverage physical robots in the ecosystem to take the place of today’s manual interventions. These environments will have a significant advantage in productivity and efficiency while improving safety. They may use technologies including robotic process automation for monitoring and control, generative AI for requests from outside observers, and physical robots to take actions when physical interventions are required. Nevertheless, I do not foresee a near-term scenario in which manufacturing is 100% automated with no human involvement. Through 2030 there will continue to be entire plants, production lines and core processes where the need for creativity will keep humans integral.
Empowering Manufacturing through Data-Driven Insights
Data’s role will evolve naturally, and part of the role will entail solving problems. But the primary function data will serve is to enable insights that guide the actions of individuals, software or machinery so that they deliver increasing business value.
Currently, the data sphere focuses on providing high-quality, reliable data to manufacturing business actors — humans, software, physical robots and so on. These actors need specific analytics or insights in forms such as real-time or near-real-time Key Performance Indicators from a production line on quality to make value-adding decisions. When such data indicates deteriorating quality, we may need to halt the line and perform a root cause analysis to remediate the issue to re-gain performance with thresholds.
In a preventive maintenance scenario, telemetry data from machinery might show that a machine will fail within two hours. A worker would then receive an alert prompting them to reallocate capacity from that line to others, if possible, to allow for necessary maintenance. Alternatively, in a product development scenario, we might be able to design and test a product virtually. This will help manufacturers create the right product to the correct specifications the first time around, thereby reducing time to market.
As the right analytics become available in 2030 and beyond, manufacturers will gain the real-time insights to deploy end-to-end automation using autonomous tooling. Automation may extend even to the point of delivery, potentially with no human intervention. This data-driven automation will create additional value through improved efficiency and shorter time to revenue generation.
Unlocking Future Manufacturing Success for Enhanced Plant Operations
Currently, we are observing advantages in various aspects of plant operations such as preventive maintenance and quality improvement. For example, vision robotics is already providing assessment data at all stages of manufacturing, from raw materials to finished products. Moving toward 2030, we see manufacturers that start or continue to follow data and analytics best practices gaining significant benefits. These benefits will be in part due to the advantages of an expanded role for AI and the benefits it can provide, enabled by continuously improving data quality. In combination with the Internet of Things (IoT), AI will have the potential to help manufacturers build factories that are more agile, transform their workforce, make significant progress against sustainability objectives, improve security and compliance, and more. Again, this is contingent on establishing the right data standards and practices.
Building Technology Ecosystems that Unleash Data’s Power
Realizing the potential of data as we are discussing it here will not require any singular technology, but rather an ecosystem of solutions working in concert.
Even today, when we consider the data stack, we emphasize cloud-native data solutions that shift away from monolithic platforms towards an ecosystem of best-in-breed, loosely coupled and high-use technologies and tools.
Data in 2030 will similarly require an array of elements. These range from IoT sensors on machines — many of our clients already have such systems in place or are testing them — to the ability to centralize this data and provide global visibility to it. To cite just one example, manufacturers will increasingly implement machine vision, which involves converting video into data for analysis across a wide variety of use cases from quality inspection to safety compliance.
Finding Future Success by Navigating Data’s Complexities to Overcoming Storage, Reliability, and Analytics Challenges
Data storage and reliability challenges I alluded earlier to the need for data centralization. Many of our clients have already conducted pilot projects or have implemented some of the technologies previously discussed in various plants. But most have yet to successfully centralize their data for global visibility. At the heart of this issue will be the need for investment as, historically speaking, manufacturers have not made the significant investments in their data ecosystem needed to resolve this key dependency.
On the flip side, despite the importance of data centralization, there are cases where manufacturers will need to balance their need for centralization versus a need for rapid analysis and action. In such cases, the challenge will be how to embed intelligence into a local system and thereby enable machine-learning-based decision-making at the edge.
Both challenges will be pervasive. Consider a global manufacturer or a multi-site operator aiming to achieve visibility across all their operations. They may have plants that are almost entirely automated with minimal human intervention and others that have a larger human presence. Both environments present the need for clear visibility into each plant’s operations via data, so the different plants might all require a sort of “control room” view. The first step to enabling that view is to store the data on which to base the view. The data may reside in a centralized location or at defined edge locations.
The next step is to ensure the data’s reliability, whether the data is in storage or in transit. This phase involves a data management component that underpins everything before proceeding to the analytical stage.
Data analytics challenges
After overcoming data storage and reliability challenges, manufacturers can shift to the challenge of data analytics. For most manufacturers, the data management in place today is not at a level where they can trust the data without question.
At the same time, there are potential solutions to these challenges from which two separate elements come to mind. First, from a data management perspective, manufacturers could use machine learning algorithms to conduct quality checks and make recommendations on how to master the data. This process is crucial to effective analytics.
The second element pertains to both the techniques of analysis and the human factor involved. Often, achieving success with analytics depends on clearly defining the question we are trying to answer and the action we aim to take. When discussing data and analytics, our shop floor personnel may say they lack the needed technical knowledge. But the reality is, they do not need to understand all the complexities of data. Instead, as data professionals or leaders, we should focus on the actions they take and the decisions they must make in their roles, and develop analytics capabilities accordingly.
Traditional data analytics versus decision-based analytics
Anticipating the evolved and central role the workforce will play in manufacturing in 2030, decision-driven analytics is about determining the necessary actions the workforce must take to create value in a business. First, we need to ask the right questions to guide these actions. We then identify metrics or measures to establish decision points and gauge results. Lastly, we must determine the type of data needed to create those metrics and measures.
The decision-driven approach to analytics can be simplified to four elements: actions, questions, metrics and data. The goal is to understand the actions that create value in a business, then enable these with data strategies and analytics that also yield value.
Fostering Data Literacy and Collaboration to Bridge the Gap Between IT and Business for Action-Oriented Analytics
From a technologist’s perspective, it is essential to understand what is happening in the business and what actions or decisions we are informing or enabling with the technologies we are deploying. As such, IT organizations must enhance their engagement with the business. Simultaneously, business actors might need to upskill their data comprehension.
This does not mean that all business actors must learn to write SQL queries and Python scripts or be up to speed on the latest data science modeling techniques. Rather, it means they must have the requisite level of data literacy to understand the actions they take in their business and how data could help them make better decisions. Approaching it from this angle will help manufacturers find success, in part because business teams and IT organizations are thinking similarly and working towards achieving specific business outcomes.
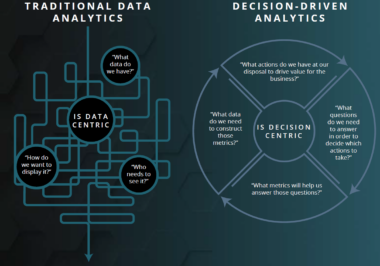
Infographic. Aspirent, an NTT DATA Company.
To bridge the gap between IT and business teams, we have found success using a structured Decision Architecture framework focused on the following critical topics:
- What actions do we have at our disposal to drive value for the business?
- What questions do we need to answer in order to decide which actions to take?
- What metrics will help us answer those questions?
- What data do we need to construct those metrics?
This decision-driven framework offers manufacturers a more targeted, action-oriented approach to data and analytics that enables the creation of specific business cases and a clear path to unlocking their data’s potential.
Empowering Manufacturing Excellence by Navigating Data-Driven Insights for Collaborative Success and Outcomes
Ultimately, data analysis and subsequent actions depend on the workforce. It is essential to ensure that we provide data in a format that the workforce can use effectively. Similarly, the speed and effectiveness with which currently top-of-mind technologies can grow is constrained by the need for data that is accurate, complete, reliable, relevant and timely. Data and analytics reside at the core of high-value business outcomes — whether driven by the workforce, AI or combinations thereof. Potential outcomes range from creating more resilient supply chains to accelerating innovation and delivering new services to engaging customers in new ways.
In short, although we have covered a lot of ground here, my single most important piece of advice is to create and maintain a focus on driving collaboration at the intersection of IT and business teams with a focus on the business context and outcomes of data usage. By doing so, manufacturers will be able to increase the business value that data solutions create and avoid complications preventing the realization of that value.
If this data discussion has sparked your interest, we invite you to check out our infographic “Innovate Confidently with Data-Driven Decisions.” It features relevant data from the 2023 NTT DATA Innovation Index.
 About the Author
About the Author
John Petrusick is a Data and Analytics Managing Director at NTT DATA, serving as the Manufacturing Industry Lead. In his role he advises manufacturers on how best to leverage their data to create business value-driven, actionable, and analytic insights to increase efficiency, sustainability, and competitiveness. He is passionate about helping clients solve their data challenges, specifically in data governance, architecture, engineering and integration, advanced analytics and business intelligence, and intelligent automation, as well as helping them implement strategies to drive digital transformation.