Navigating Digital Transformation
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Realizing Value from Artificial Intelligence and Machine Learning
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Nexteer Displays Advanced Manufacturing in Action
Get the Latest News
Sign up here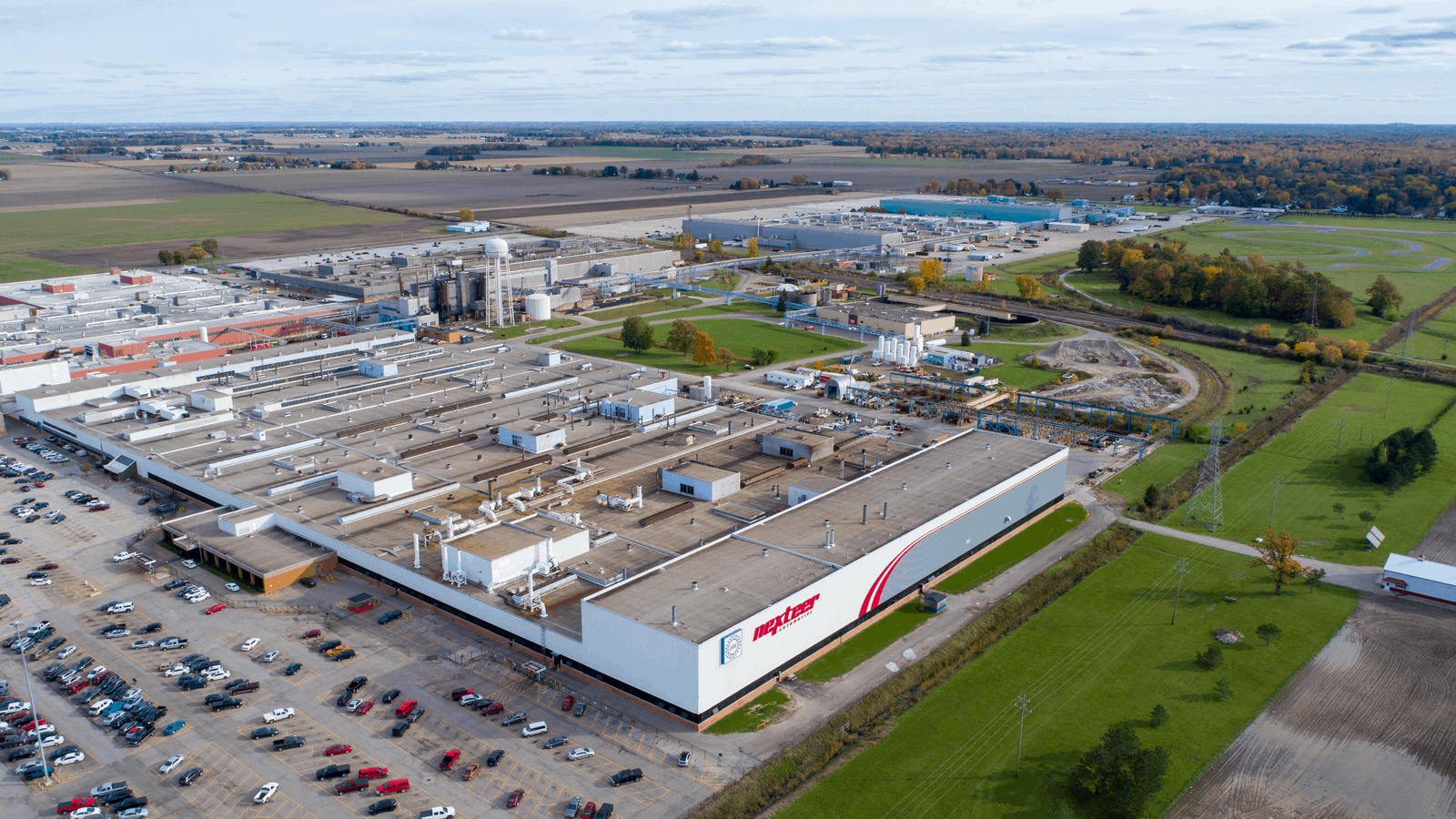
Would you like to see the latest advanced technologies exhibited and explained for your benefit, all without leaving your office? The NAM’s Manufacturing Leadership Council’s virtual plant tours provide just such an opportunity, taking you inside cutting-edge processes and complex systems at manufacturing facilities across the country. Most recently, the MLC dropped in on Nexteer Automotive, where tour participants got to see its innovative Digital Trace Manufacturing™ (DTM) System in action.
Who they are: Nexteer specializes in electric and hydraulic power steering systems, steering columns and driveline systems, as well as advanced driver assistance systems and automated driving-enabling technologies. The company serves more than 60 customers around the world, including BMW, Ford, GM, Toyota and Volkswagen.
What is DTM? Nexteer’s DTM System connects and standardizes the company’s entire operations—including thousands of data-production components in 27 manufacturing plants around the world. To showcase the system’s capabilities, Nexteer took tour participants inside its Saginaw, Michigan, site, which includes six manufacturing plants comprising 3.1 million square feet of manufacturing floor space.
Tour highlights: Participants learned about the complexities of running a large-scale automotive component manufacturing plant, as well as how Nexteer uses the DTM System to maximize efficiency.
- Nexteer team members explained how they design and program machines for data processing, showing how they determine where data will be sent and how they use barcode scanners and other methods to track components’ serial numbers.
- Participants also got a virtual walk-through of Nexteer’s tracking system, which follows material from receiving and shipping through the production line with single-box precision. They also learned how Nexteer uses its Center of Analysis to correct any issues that arise.
Why it matters: It’s one thing to have a large system collecting data, and it’s another to be able to use that data effectively. The Nexteer virtual plant tour provided participants with practical takeaways, which will help them adopt similar innovations at their own facilities—for the benefit of employees, customers and shareholders alike.
Coming soon: Don’t miss the MLC’s upcoming tour of Johnson & Johnson’s facility on Wednesday, Dec. 1, from 11:00 a.m. to 1:00 p.m. EST. You will see how Johnson & Johnson uses mobility tools, advanced robotics and material handling and adaptive process controls to improve its operations. After the tour, stay for the panel discussion on how to scale advanced manufacturing technologies to create a sustainable, reliable and adaptable product supply. Sign up here.
Related



10 Reasons Why Semiconductor Firms Should Rapidly Embrace Cloud
Semiconductor Market Trends
The semiconductor industry has been growing at a rapid pace for the past few years. Market research firm IDC estimates that the semiconductor industry grew at a rate of 10.8% in 2020 and will grow at 12.5% this year, resulting in a $522 billion market sector. IDC attributes much of this growth to the impact of COVID-19.
The increased demand for semiconductor chips is due to new generations of smartphones, tabs, laptops, and desktop computers used in industries such as healthcare for telehealth services; in the education sector for online teaching and instruction; and as more people worked remotely. At the same time, the automotive industry, a heavy user of semiconductors, is packing more and more chips into vehicles as it attempts to offer all the creature comforts consumers want as they embrace the connected car experience.
In the manufacturing sector, too, the pandemic has driven home the values and virtues of setting up connected factories that enable contactless manufacturing and uninterrupted operations in the face of a crisis. All these trends indicate that the demand for semiconductor chips will rise steadily in the future. Despite the rosy growth projections, the semiconductor industry still faces challenges, chief among which is continuing to innovate even as it delivers expected price/performance improvements.
Therefore, it is imperative that the industry invest more in research and development to drive innovation while at the same time optimizing costs by leveraging technology such as cloud computing.
If one examines the key attributes and requirements of the semiconductor industry – skilled resources, high competition, complex automation tools, data and IP, differences in industry supply chains, and the brief shelf-life of designed chips, it is apparent that these factors are highly expensive and difficult to manage. Given the level of investments and expertise required, there are very few players in this industry. The race for excellence is fierce, and a considerable effort and investment is dedicated to driving R&D to identify areas and avenues for innovation.
Faster time to market through the acceleration of design cycles, performance enhancements of chips through upgrades and updates, and IP protection through foolproof and flawless security systems are the top three business priorities of this industry. The chip companies invest most of their time, energy, and capital in fulfilling these priorities. However, operational priorities are equally important, such as driving efficiencies in the manufacturing process through data analytics; optimizing operations, processes, and costs; and driving productivity through collaboration.
Cloud computing provides a reliable and seamless infrastructure to address both the business and operational priorities of the semiconductor industry.
Reasons to Embrace Cloud
1. Faster Time to Market and Quicker Design and Development
The ever-increasing demand from consumers for products with higher compute powers and processing abilities has resulted in shorter product lifecycles, requiring semiconductor manufacturing companies to bring products to market faster.
To this end, applying cloud computing in the semiconductor industry offers scalable storage, big data analytics capabilities, and enhanced productivity with collaboration tools for reviews and feedback that enable quick product launches.
Cloud also provides a flexible, scalable, elastic, and secure infrastructure for chip designing by providing on-demand compute for EDA tools. It enables semiconductor manufacturers to set up and access high-performance computing (HPC) power with virtual machines (VM) images, enabling quicker design and development cycles.
2. Improvement in Foundry Operations and Yield
Cloud offers a data lake or repository that enables storing, processing, analyzing, and inferring the foundry’s generated data. Manufacturers can use data insights for predictive performance and analytics as well as the management of resources in their supply chains, thereby improving production uptime and yield. It also allows for specific artificial intelligence and machine leaning use cases for fault detection in the production line using imaging techniques and smart analytics tools.
3. Smarter Manufacturing Powered by Democratization of Data and Analytics
Chip designs evolve with each release, and the chip design companies have families of chips in incremental progression/evolution cycles. The chip lifecycle data must be logged, analyzed, and processed for value generation. Cloud Service Providers (CSPs) like Amazon Web Services offer storage and analytics capabilities to chip design companies to apply AI and ML models for systematic data processing. They also provide the necessary infrastructure to integrate IoT and implement Industry 4.0 solutions for smart and connected manufacturing .
4. Improved Collaboration, Transparency, and User Productivity
The semiconductor manufacturing industry is highly competitive, and the success or failure of a chip manufacturer entirely depends on the ability of the manufacturer to collaborate effectively with an eco-system that includes suppliers, OEMs, and internal teams for design reviews, feedback, and testing. Cloud infrastructure provides a centralized system to track the productivity of the different stakeholders, enabling transparency and boosting efficiency, especially in the current times of COVID 19 using collaboration tools such as MS Teams, Google Workspace, and Google Meet.
5. High Operational Efficiency
Unlike on-premise data centers managed by internal IT teams with constraints on skill, availability, and resources, cloud infrastructure is managed by specialists such as GCP, AWS, and Microsoft. These service providers have made huge investments in R&D, infrastructure, and resources, and provide service-level agreements which ensure uninterrupted operations for semiconductor foundries.
6. Higher Service Levels Due to Better Availability
One of the primary reasons for the semiconductor industry to not adopt or scale cloud has been the business criticality of its operations. However, modern-day CSPs provide SLAs that comply with industry requirements and, in some cases, go beyond to ensure reliability. For example, GCP provides a robust architecture with high-bandwidth connectivity across 25 regions and 76 availability zones to deliver global services.
7. Organizational Agility and Flexibility to Scale-up
The use cases for sensors, chips, computing, IoT, and Industry 4.0 are ever-increasing. It is thus imperative for the semiconductor industry to be extremely agile and offer unmatched on-demand scalability and flexibility to ramp up/down its compute infrastructure to accommodate R&D, design, testing, and validation of GTM activities. Analytical capabilities to draw insights and make quick decisions must also be in place in order for the industry to deliver on its reputation of being agile. Cloud offers all these capabilities to the industry and at the same time drives home the cost benefits, security, and efficiency.
8. Backbone for Driving Innovation
There are several aspects of cloud infrastructure that can drive innovation for the semiconductor industry. To begin with, it can provide a leeway for the industry to squeeze in cost efficiency to a perceived rigid cost structure. The possibilities of leveraging IoT, AI, ML, big data analytics for gaining visibility, and driving efficiencies throughout the chip manufacturing value chain are tremendous. It can provide EDA support, high-performance design, HPC, and High Volume Manufacturing (HVM) capabilities that will enable better outcomes at lower costs.
9. Cost Efficiencies
Cloud offers instant scale and capabilities to perform and execute operations across the semiconductor value chain from design to yield without investing in physical on-premise data centers, reducing infrastructure development costs. It provides a collaborative infrastructure for value chain stakeholders to review and test the designs and offer feedback irrespective of the location of the stakeholders. Chip manufacturers can also drive the cost efficiencies on account of improved uptime owing to predictive maintenance capabilities and the security that cloud infrastructure offers.
10. More Secure Environment for IP Protection
The semiconductor industry powers a host of other industries, and several of these industries manage data categorized as highly sensitive, IP, business-critical, or compliance-driven. The dedicated investments by the CSPs in ensuring the security of their cloud infrastructure is an added advantage for the semiconductor industry to ensure data and IP protection for its clients. These CSPs provide more secure and reliable infrastructure at lower costs than the on-premise setup. For example, Google’s global-scale infrastructure protects billions of users with world-class security.
In Conclusion
The semiconductor industry has been a pioneer in enabling digitalization across industries. With Industry 4.0 and IoT gaining prominence, the use-cases of semiconductor chips have evolved rapidly from device-specific applications to sensorization, integration, and communication areas.
However, the irony of this industry is that despite being the transformation catalyst for all the other sectors to adopt digitalization, the industry on its own has been lagging when it comes to the adoption of technologies such as cloud computing for cost optimization, innovation, and streamlining operations. According to KPMG, even when most other technology industries have been adopting digital transformation at a rapid pace of 89%, the adoption rate of the semiconductor industry remains at a paltry 50%.
Considering the outlook for the semiconductor industry, utilizing the cloud for digital transformation is the only way the industry can scale and position itself to meet consumer demands for speed, accountability, security, innovation, and reliability.
Understanding Respiratory Protection and Face Coverings
This guide, developed by the National Occupational Research Agenda Manufacturing Sector Council’s COVID Workgroup, can help small businesses understand the difference between face coverings and respirators as part of deploying a respiratory protection program. This document explains the differences between surgical masks and N95 respirators, such as their intended use, filtration capabilities, and use limitations. This information may be helpful for businesses in their efforts to mitigate COVID-19 infections in the workplace.
Hologic Supports Women’s Health via Innovation
Get the Latest News
Sign up here
Nilo Caravaca, Hologic’s vice president of operations for Costa Rica and Latin America, says the company has an “important purpose”: to improve and save women’s lives around the world. At the Costa Rica facility that he manages, the company manufactures diagnostic and imaging equipment that protects women’s health, such as mammography systems and bone density scanners.
In pursuit of their goal, Caravaca and his team have embraced innovative technologies as well as best practices in talent management. For their achievements in attracting, upskilling and retaining a world-class workforce, the NAM’s Manufacturing Leadership Council awarded Hologic the 2021 Manufacturer of the Year award in the small and medium enterprise category. But the company is not stopping there. Caravaca anticipates further innovations, as Hologic keeps prioritizing efficiency, safety and growth.
Here is a snapshot of Hologic’s two award-winning projects and a look at things to come.
Supply chain innovation: Almost every product made by Hologic’s Costa Rica facility serves a patient with an urgent medical issue. That means its supply chain must be incredibly resilient and reliable.
- To meet these critical needs, Hologic launched a project called “Impacting Lives Every Day,” which employed robots for moving materials and bots for automating processes, while improving operations using real-time data and analytics.
- The project has resulted in a more reliable supply chain that gets products to patients faster while improving quality and safety.
Talent management: Caravaca believes companies need to focus on people in addition to technology to make the transition to Manufacturing 4.0, the next wave of technological progress.
- To that end, his team developed a new set of talent management processes that helps attract and recruit the best employees on the market, as well as ensure they have the opportunity to perform at their highest level.
The last word: An engineer by trade, Caravaca has a simple “formula for the future” of manufacturing: “Find the right talent, fit that talent in the right position, engage it and add tenure over time.” That will allow people to grow into their roles and perform at their peaks—the best result for both the company and the employees themselves.
To learn more about the innovative technologies and processes at Hologic’s Costa Rica facility, read “Hologic’s Winning Formula” in the August 2021 issue of the Manufacturing Leadership Journal.
Related


How Manufacturers Are Mastering Data
Get the Latest News
Sign up here
When it comes to data management, most manufacturers are basically teenagers. They’ve gotten past the early stages but have yet to reach full maturity and mastery in their approach. In fact, it is often unclear what the data strategy is, who is responsible for it or even what the data is worth in the first place.
A new survey from the NAM’s Manufacturing Leadership Council shows us how manufacturers are progressing in their quest to harness the power of data—a capability that could have transformative power for many manufacturers throughout their operations. Below are some highlights.
Data collection: Most manufacturers rate their organizational data skills as just average, saying they struggle to collect the right data and interpret it.
- Fifty-eight percent of respondents said their company had just a moderate ability to collect data that is meaningful for their business needs.
Data analysis: If gathering data is a challenge, gaining insights from that data is an even bigger one.
- Seventy-five percent of respondents ranked their organization as only somewhat capable in their ability to analyze their manufacturing operations data.
- Even more worrisome, 11% of respondents said their organization was not at all capable of this type of analysis.
Applying insights: The practical application of data to create value is also a challenge for many manufacturers.
- Almost one-third said they expend greater than 80% of their efforts on gathering and organizing data—as opposed to analyzing and applying insights from it.
Other stumbling blocks: The survey revealed additional impediments to using data:
- The lack of systems available to capture the data (46%)
- Data inaccessibility (43%)
- The lack of skills to analyze data effectively (39%)
Opportunities: The good news is that even with these imperfect efforts, organizations are largely leveraging the data they do have to make informed decisions.
- Forty-eight percent said their organization makes data-driven decisions frequently, while 18% said they make data-driven decisions constantly.
The bottom line: Seventy-five percent of respondents said data mastery will be essential for future competitiveness. Indeed, data mastery is crucial to the industry’s transition into Manufacturing 4.0—the next big wave of industrial innovation—and the MLC will be tracking the industry’s progress closely.
To see more insights from the latest MLC M4.0 Data Mastery Survey, read “Growing Pains” in the August 2021 issue of the Manufacturing Leadership Journal.
Related

Nexteer’s Tracing System Drives Global Manufacturing Improvements
 Nexteer Automotive is on a mission to make driving a car safer, more fuel-efficient, and future-focused through its production of steering and driveline safety-critical car and truck electronic and hydraulic power products. In addition to electric and hydraulic power steering systems, steering columns, and driveline systems, the company manufactures advanced driver assistance systems (ADAS) and automated driving-enabling technologies for more than 60 customers in every major region of the world, including BMW, Ford, GM, Toyota, and Volkswagen. Nexteer’s products complete the connection from the steering wheel to the wheels on the road.
Nexteer Automotive is on a mission to make driving a car safer, more fuel-efficient, and future-focused through its production of steering and driveline safety-critical car and truck electronic and hydraulic power products. In addition to electric and hydraulic power steering systems, steering columns, and driveline systems, the company manufactures advanced driver assistance systems (ADAS) and automated driving-enabling technologies for more than 60 customers in every major region of the world, including BMW, Ford, GM, Toyota, and Volkswagen. Nexteer’s products complete the connection from the steering wheel to the wheels on the road.
With software being a key component of most of Nexteer’s products, it’s no surprise that this multi-billion-dollar global business used a data-driven, holistic, and integrative approach to manage its complex global operations. Called the Digital Trace ManufacturingTM (DTM) System, it was created by Nexteer to provide a global architecture that connects and standardizes the thousands of data-producing components generated by its 27 manufacturing plants around the world.
In a virtual factory tour held on August 11, Manufacturing Leadership Council members got to see DTM in action. On the first stop on the tour, MLC members saw the production processes and traceability system at work at the company’s Plant 3 in its Saginaw, Mich., site, near the company’s headquarters in Auburn, Mich. The Saginaw facility, Nexteer’s largest, includes six manufacturing plants comprising 3.1 million square feet of manufacturing floor space where all the company’s core products are made. The site also houses a powerhouse and water treatment site, a global technical center, a test and validation center, and a test track. MLC members learned about the complexities involved in running a large-scale automotive component manufacturing plant, as well as how Nexteer has improved its manufacturing processes using the DTM system to connect data and maximize efficiency across the 150 operations required to manufacture its rack-and-pinion EPS products.
At the next stop, participants learned about how Nexteer uses data-acquisition tools to manage its business. Every time a new program is launched, a detailed process flow map is created for each step. This information is then shared with the equipment builders, so the machines are designed and programmed appropriately for the needed data processing, including what data will be sent to traceability and which processes use barcode scanners or other methods to track part serial numbers, such as RFID tags.
It’s one thing to have a large system collecting data — and it’s another to be able to use that data effectively. Nexteer uses intelligent manufacturing, big data, and local technology to collect, move, store, notify and summarize information for its global traceability system. The system, which is used in all the company’s plants to track information from thousands of machines daily, collects cycle time information. If there’s a fault, it collects and stores information including operation error codes and a description of all the pertinent information.
The data displays summary information for current station status directly on the floor on an hour-by-hour basis. It also makes historical information available for problem-solving purposes and provides automatically generated daily and weekly reports on all facets of the operation that are sent to cross-functional groups for awareness and problem-solving. Flawless materials control and delivery also is critical for production line efficiency, and Nexteer’s system can track material from receiving and shipping through the production line with single-box precision.
Not only does the system allow them to eliminate discrepancies by tracking the movement of each piece of material with high precision, it also eliminates the need for physical inventory processes. The ability to understand the manufacturing process outputs, and how these outputs affect your business goal, is extremely powerful. Nexteer uses its Center of Analysis (COFA) to communicate and correct any issues that arise.
Nexteer’s innovative approach to integrating design and manufacturing systems, from DTM to COFA, enables the company to deliver a dynamic, comprehensive view of its global manufacturing operations on a minute-by-minute basis — and benefits the company’s employees, customers, and shareholders.
ML Awards Recognize the Best of Manufacturing
Get the Latest News
Sign up here
For almost two decades, the NAM’s Manufacturing Leadership Council has been showcasing the best-performing, most innovative and most influential manufacturers in the field. Its yearly Manufacturing Leadership Awards recognize organizations of all sizes and from all sectors, along with the individual leaders who are spearheading their transformations. Now, your company or leader could be among the next cohort of winners: nominations for the 2022 season opened on Aug. 16.
What’s involved: Since 2005, the ML Awards have recognized more than 1,000 outstanding leaders and projects that have sped the transition to Manufacturing 4.0, the next wave of industrial progress created by digitization.
- Nominations are judged by a group of seasoned industry executives with expert knowledge of digital transformation. Past judges have come from companies such as Lockheed Martin, GM, Merck and 3M.
- Any manufacturing organization is eligible, and all may apply through the MLC’s online application process. Project nominations include a timeline and written overview of a project’s business and operational impact, while individual nominations ask for details about a leader’s achievements and influence on his or her organization and the manufacturing industry at large.
Highlights of the 2022 season: This year, the awards will feature 11 categories, nine for projects and two for individuals.
- Digital Transformation Leadership: This category is for accomplished operations leaders who have transformed their companies through technology adoption, performance and process improvements or business culture changes. Leaders at any level of the organization may apply.
- Next-Generation Leadership: This category honors remarkable manufacturing professionals aged 30 or younger who demonstrate the leadership needed in the digital manufacturing era. If you have a young, inspiring leader on your team who acts as a role model within and outside your organization, nominate him or her today.
- Project categories: This year’s awards recognize excellence in artificial intelligence/machine learning, supply chains, business culture transformations, organizational collaboration and more. The complete list is here.
Why it matters: The COVID-19 pandemic only reinforced how much manufacturing matters to our entire society, at every level and in every household. The 2022 ML Awards will recognize many of its most remarkable accomplishments, showcasing an industry that remains unceasingly dynamic even in the midst of crisis.
Don’t wait: Nominations are due Dec. 20. They can be submitted directly by manufacturing organizations or by their consulting partners or PR and marketing firms. You can complete your application here.
Related



Rethink 2021: Manufacturing’s Future on Display
Get the Latest News
Sign up here
Hundreds of manufacturing leaders came together this summer to discuss the industry’s next century of technological dominance. Augmented reality, artificial intelligence, robotics and more were all on the schedule, with companies unveiling their cutting-edge techniques and exchanging invaluable knowledge.
This premier gathering of talent is called Rethink, and it is the Manufacturing Leadership Council’s yearly conference on Manufacturing 4.0—the next wave of industrial progress created by digitization. It offers manufacturers a range of ways to engage with leaders and experts, including interactive case studies, collaborative think tank sessions and keynotes.
This year’s Rethink showcased a number of innovative technologies that are already transforming companies around the world. Here are some highlights.
Augmented reality is the new reality: PTC President and CEO Jim Heppelmann explained the benefits of augmented reality, which can give much more information to frontline workers and help manufacturers bridge the skills gap—the lack of sufficient skilled workers to fill available jobs.
- For example, augmented reality allows companies to record the expertise of workers who may soon retire, thus improving the training programs for new workers, Heppelmann pointed out.
Read more of Heppelmann’s expert advice here.
Robotics will support workers: In a keynote address, MIT’s Dr. Daniela Rus explained the coming evolution in human-machine relationships. She predicted that robots will enable workers to control production lines more precisely and configure them for rapid, customized production.
Read more about Dr. Rus’s predictions here.
Intelligent platforms are key: Intelligent platforms help manufacturers capture and understand data—the key to success in manufacturing’s digital era, according to Sid Verma of Hitachi Vantara and Mike Lashbrook of JR Automation.
- One of the biggest challenges is learning how to collect data strategically—because a plant floor can generate tons of it. “Just collecting data on the [operational] side does not work for us,” said Verma. “We have seen horror stories where people spent their entire IT budget just collecting data because they didn’t know where to start.”
Read more of Verma and Lashbrook’s insights here.
The bottom line: No matter where you are in your digital transformation, Rethink can help you move forward. It is the perfect place to discover new technologies and learn best practices for implementation.
For more information about the MLC, including Rethink 2022, email [email protected].