Welcome New Members of the MLC February 2024
Introducing the latest new members to the Manufacturing Leadership Council
![]()

Kelley Brna
VP, Operations
Merck & Co., Inc.
![]()
merck.com/
![]()
https://www.linkedin.com/in/kelley-brna-22037334/

Bryan Van Itallie
President
Pratt Intermodal Chassis

prattchassis.com/
![]()
https://www.linkedin.com/in/vanitallie/
Technologies for the Factory of the Future

To future-proof manufacturing, drive profits and serve customers, organizations must examine supply chains, sustainability, digital transformation and more
![]()
TAKEAWAYS:
● The foundation for manufacturing’s future is data and organizations’ ability to effectively capture and use data in every factory element.
● Manufacturers need to think beyond operations when they apply Manufacturing 4.0 so that they also evolve their supply chains and sustainability efforts.
● AI/ML and virtual tools can have big effects that can be amplified with collaboration, optimization and continuous improvement.
Globally, manufacturers are experiencing growing pressure to reduce carbon emissions in their production processes. The manufacturing industry is characterized by disruptions and volatility, supply chain problems, upcoming inflation, and increased financial costs, making it paramount that manufacturers find innovative solutions to face the challenges ahead.
Sustainability issues and digital transformation have become the main drivers for the next three to five years and that will shape the future of the manufacturing industry towards 2030. These trends drive the necessity of true innovation further. Even though there has been plenty of focus on buzzwords like Industry 5.0 and similar, this is now becoming a reality. The path forward is clear: manufacturers must engender greater resilience and future readiness by optimizing resource usage, minimizing waste, and embracing renewable energy sources. However, the difficulty lies in simultaneously ensuring profitable operations.
Embrace the Future of Manufacturing Through Data
A key component in all the trends and challenges is data, like reliable data on environmental sustainability, traceability throughout the value chain and product life cycle, and real-time data to detect supply chain disruptions.
For manufacturing companies, emerging technologies help expand the opportunities to become a data-driven factory of the future. Using low-cost sensors and IoT, gathering data throughout the manufacturing process is now possible. With advanced AI and machine learning algorithms, organizations can enable predictive maintenance of expensive manufacturing machinery and reduce costs and downtime. Digital twins can enable virtual simulation of development, testing, and validation of products, and AR/VR can even let customers try products before they are made.
Implement Resilient Supply Chains
Better visibility of the supply chain can lead to a more flexible manufacturing value network. For example, production can either be moved in-house or outsourced to an alternate location when a disruption occurs without adversely affecting operations.
Four clusters of disruptive digital technologies will enable supply chain digitization.
- Commodity IoT sensors with the ability to capture and process data and connect/exchange data with other systems over communications networks to provide transparency.
- Cloud computing and access to advanced algorithms enable organizations to derive insight, model, analyze and make accurate predictions to provide flexibility and efficiency.
- Technologies like robotics, business process management and robotic process automation, and voice assistants and chatbots enable the automation of physical and non-physical processes, leading to faster and more efficient processing.
- Combining disparate IT and OT data sources into a single system to generate digital operational insights and business KPIs at an enterprise level.

“Manufacturers must engender greater resilience and future readiness by optimizing resource usage, minimizing waste, and embracing renewable energy sources”
Achieve More Sustainable Manufacturing Practices
Reducing waste production is an important step in achieving more sustainable manufacturing practices. Currently, approximately 300 million tons of plastic waste is produced every year. By implementing a waste reduction program, designing products for sustainability, implementing lean manufacturing principles, using technology to optimize processes, product lifecycle management, e-waste management, and partnering with suppliers, manufacturers can reduce waste, conserve resources, and minimize their environmental impact. This helps meet the growing demand from eco-conscious consumers for sustainable products and benefits the bottom line of manufacturers.
Five Steps to Becoming A Future-Proof Manufacturer
A future-proof strategy for manufacturing sustainability will therefore demand internal systems that measure sustainability impacts that are commonplace to count today and those that are likely to be tomorrow. What raw materials are being used? How much fresh water is the process consuming? How much energy is being used in the process, and what are the primary energy sources? Soon we will likely see tools that automatically collect and require all digital data on sustainability indicators for products and services.
1. The Virtual Twin Experience
A virtual twin is a real-time virtual representation of a product, manufacturing or supply chain that can be used to model, visualize, predict and provide feedback on properties and performance. Virtual twin technologies provide an opportunity to reduce operational costs and waste and drive efficiency and innovation across the value chain. A Virtual Twin Experience can help companies develop the digital manufacturing and supply chain of the future.
2. Optimization
Optimization is a mathematical approach for decision-making to get the best outcome under conditions or constraints, like requiring the allocation of scarce or limited resources. A smart, autonomous and integrated optimizer is key to addressing the dynamically evolving challenges like:
- Reducing manufacturing costs and maximizing fulfillment through plant layout, facility and production planning, scheduling and sequencing
- Minimizing transportation costs through efficient flow and storage of goods from point-of-origin to point-of-consumption
- Minimizing labor costs by creating staffing plans to meet demand, while respecting shift preferences, labor regulations, vacations, etc.

“A future-proof strategy for manufacturing sustainability will demand internal systems that measure sustainability impacts that are commonplace today and those that are likely to be tomorrow”
3. Artificial Intelligence (AI) and Machine Learning (ML)
Manufacturers have more data than ever before, which makes AI/ML ripe for disruption. AI/ML is a game changer for manufacturing and supply chain as it has the potential to offer CAPEX-free productivity improvements. Through sophisticated pattern recognition, AI/ML can help enhance processes considered difficult to improve due to their complexity, seemingly unpredictable fluctuations or insufficient objective decision-making capabilities. An end-to-end, fully interconnected, digital and AI/ML ecosystem can deliver exponential and sustainable impact by driving innovation and resilience.
4. Continuous Improvement and Real-time Operations
The enterprise business process is to enable greater visibility and easy access to information for all stakeholders. The data driven platform technology empowers end-to-end transparency and performance management reporting to reassess strategic priorities. At the same time, it facilitates ad hoc, agile problem-solving to identify supply chain issues, perform root-cause analysis and ensure corrective actions are taken on the most important opportunities. KPIs are tracked to ensure improvement, especially in times of uncertainty.
5. Collaboration
A systematic approach is required to effectively and inclusively consider multiple perspectives on decisions and work efficiently with all relevant stakeholders for shared understanding and mutual benefit across the organization. Lean collaborative platform-based solutions enable teams to leverage modern, cloud-native, interactive environments, equipped with lean boards and widgets to digitalize shop floor activities, which allow teams to systematically bring people together and collaborate, facilitate structured problem solving, and nurture better team relationships, ultimately driving synergy, better decision-making and a competitive advantage.
Sample Customer Case Study:
A leading consumer packaged goods and retail (CPGR) manufacturer has implemented a factory of the future plan to deliver innovation faster, cheaper, and smarter, achieving the following:
- Brand integrity with interlocking traceability, including suppliers
- Best practices enforced across evolving supply chain
- New product introductions delivered up to 20% faster
- Cost-of-Goods Sold lowered by up to 27%
- Visibility and control over 30 sites
- Globally coordinating new product introduction (NPI)
Benefits of Technologies for the Factory of the Future
- Increase flexibility to respond to long-term or fundamental changes in the supply chain and market environment by adjusting the configuration.
- Bring in agility to efficiently change operating states as a response to environmental uncertainty or volatile market conditions.
Enable collaboration to work efficiently with other entities for mutual benefit across the organization. - Reduce redundancy with strategic and selective use of spare capacity and inventory that can be invoked to cope with a crisis, such as demand surges or supply changes.
Conclusion
Manufacturing and operations are complex, and today’s hyper-connected, fast-evolving markets only add to the challenge. To address a global economy in an advanced digital age and sustainability requirements, manufacturers must have the visibility and control to satisfy customers who are demanding more than products and services — they want individualized, emotional experiences that they can “own.” M
About the author:

Prashanth Mysore is Senior Director: Global Strategic Business Development at Dassault Systèmes
Survey: Smart Factories Are Still a Work in Progress
Manufacturers are moving ahead with creating smarter factories as they grapple with cultural resistance and integrating new technologies.
![]()
TAKEAWAYS:
● A majority of manufacturers say their investments in M4.0 technologies to create smart factories will continue unchanged this year.
● Most manufacturers are at an intermediate stage with M4.0 adoption.
● The most significant roadblock to implementing a smart factory strategy is an organizational structure or culture that resists change.
Tracking the evolution of factories and plants to become so-called smart facilities is a bit like trying to discern the movement of a glacier. You can watch intently but it is hard to detect change. And when change does occur, it is measured in inches. But like a glacier, over time the movement to smart factories and plants will encompass all a production facility does and in a profound way.
The manufacturing industry is inexorably marching toward a day when smart factories and plants, powered by intelligent, sensor-based networks that generate vast volumes of data that are analyzed by artificial intelligence systems, will operate with less human intervention. Highly automated, increasingly intelligent and flexible, the smart factory of the future beckons.
As we head toward that promised land, we look for markers along the way, indications that may tell us where we are making progress and where the obstacles to that progress may lie. The Manufacturing Leadership Council’s new Smart Factories and Digital Production survey sheds light on those markers.
Section 1: STATUS OF DIGITAL INVESTMENT AND ADOPTION
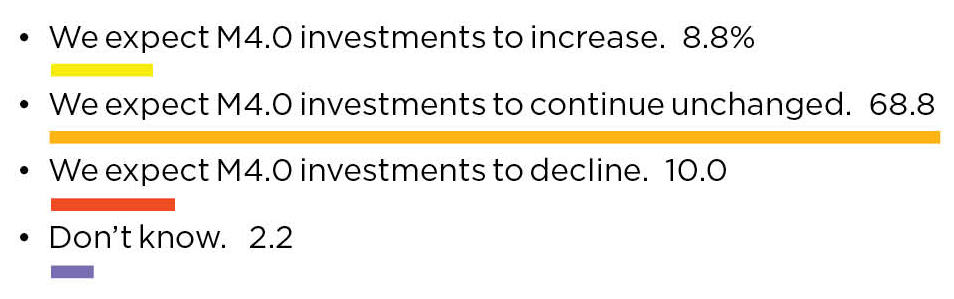
At the highest level, the industry’s posture with regards to investing in Manufacturing 4.0 technologies to create smart factories appears to be on solid footing. In the new survey, nearly 69% of respondents indicated that their M4.0 investments this year would continue unchanged from last year. Nearly 19% said they would increase investments and only 10% said their investments would decline (Chart 1). Concerns about a recession have evidently eased.
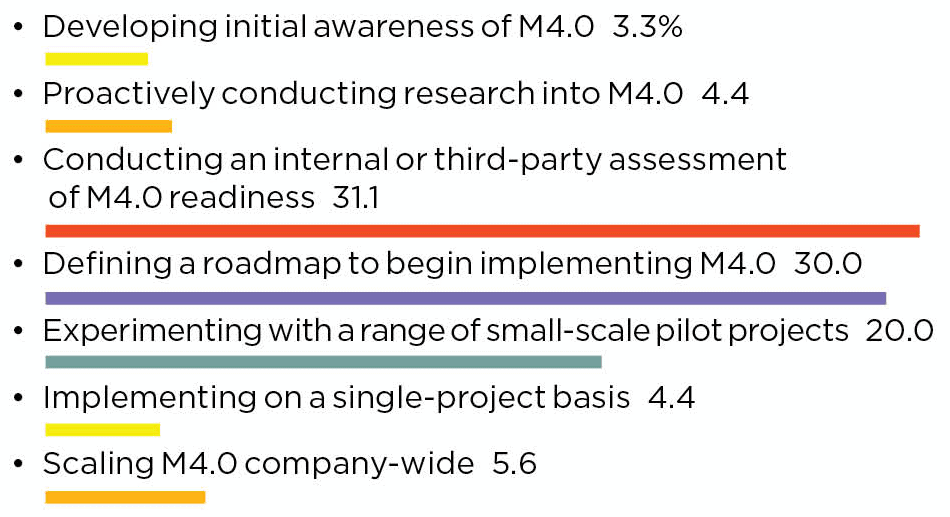
As manufacturers continue to invest in digitalization, they have moved from the initial stages of developing awareness and conducting research into M4.0 to action. Thirty percent of the respondents to the survey say they implementing small-scale pilots, experimenting with a range of projects, or scaling M4.0 companywide. Interestingly, about 31% report they are at the stage of conducting M4.0 readiness assessments, which, when completed, should spawn many pilots and projects (Chart 3).

“The manufacturing industry is inexorably moving toward a day when smart factories and plants …will operate with less human intervention.”
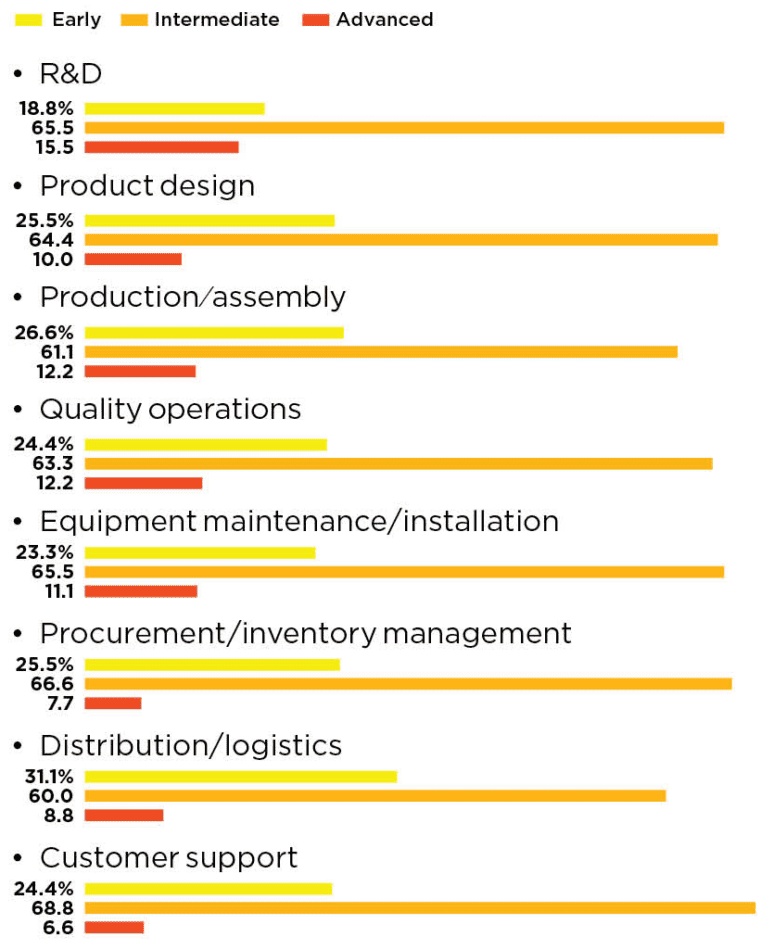
When looked at the stage of adoption functionally – in R&D, product design, and in production and assembly, for example – a strong majority of respondents say they are at an “intermediate stage” with M4.0. Those at an “advanced” stage represent only single-digit or low double-digit constituencies (Chart 4).
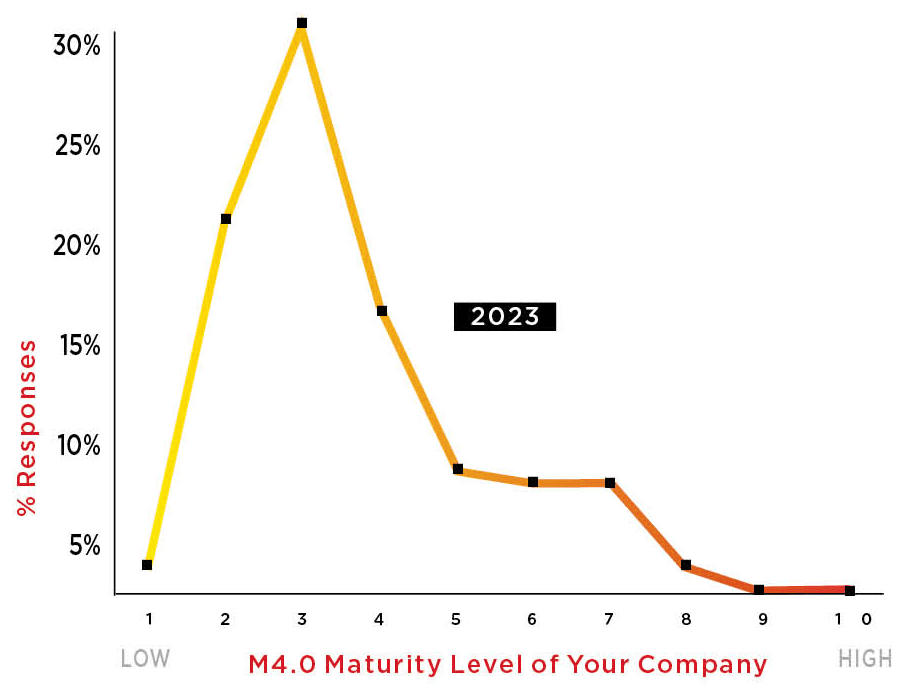
Overall, when respondents were asked to assess the digital maturity level of their manufacturing operations, about 58% said that, on a scale of one to 10, they are in the three to five range, which supports the view that the industry has moved beyond the initial stages of M4.0 and is approaching an early majority of those embracing the digital model (Chart 2).
1. Economy Notwithstanding, Strong Majority Sees No Change to M4.0 Investments
Q: How do you expect your company’s outlook for the economy to influence M4.0 smart factory and production technology investments for 2024?
2. Nearly Half Are in Early Stage of Digital Maturity
Q: How would you assess the digital maturity level of your manufacturing operations?
3. Readiness Assessments, Roadmaps Dominate Stage of M4.0 Efforts
Q: Which activity best describes the primary stage of your company’s M4.0 digital efforts today?
4. Functionally, Most Firms Are in the Middle Stage of Digital Adoption
Q: At what stage of digital adoption are the following functions in your company?
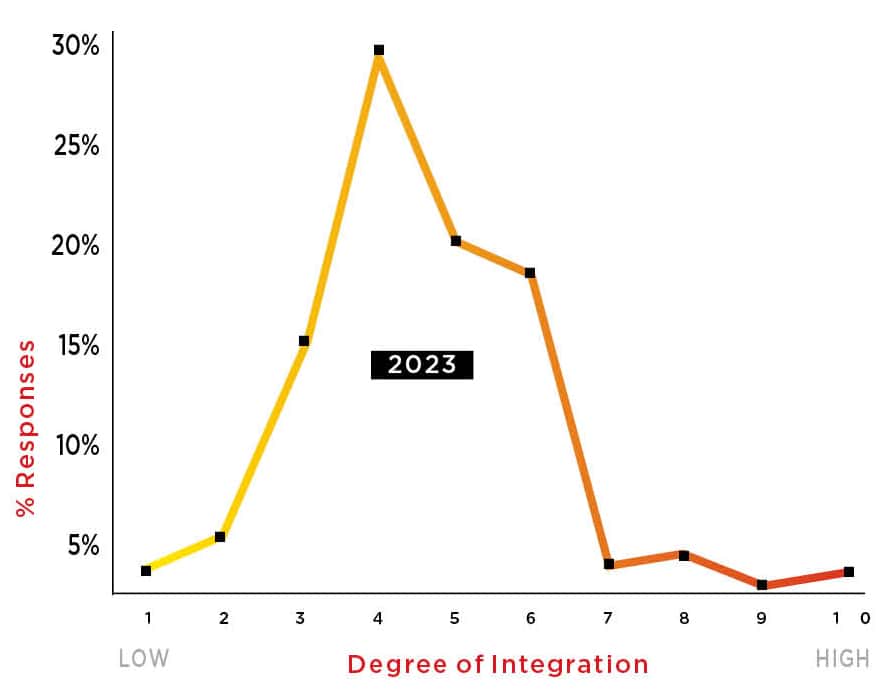
5. Few Have Fully Integrated Smart Factory Strategies With Business Strategies
Q: To what extent has your smart factory strategy been integrated with the company’s overall business strategy?
Section 2: MEASURING DIGITIZATION
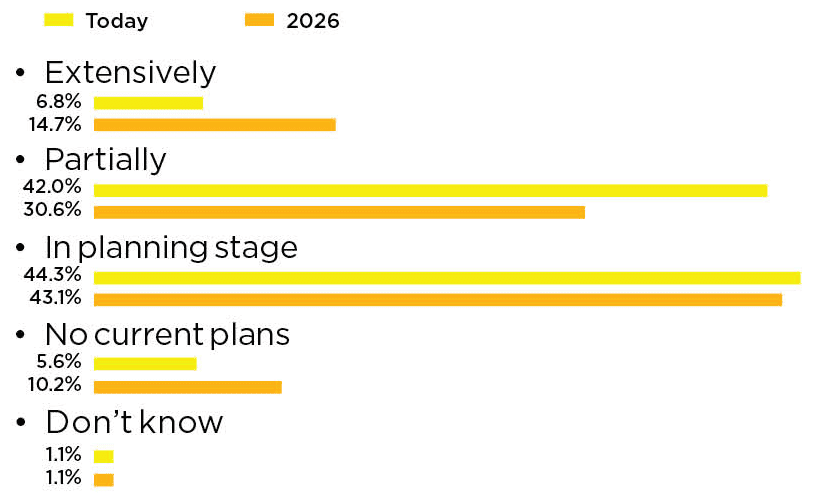
Not surprisingly, only a fraction of manufacturers, 6.8%, report that they have “extensively” digitized their factory operations today. Most have either partially digitized or are in the planning stages of doing so. But when asked to anticipate the extent of digitization by 2026, 14.7% said they expect to be extensively digitized on an end-to-end basis in that timeframe (Chart 6).
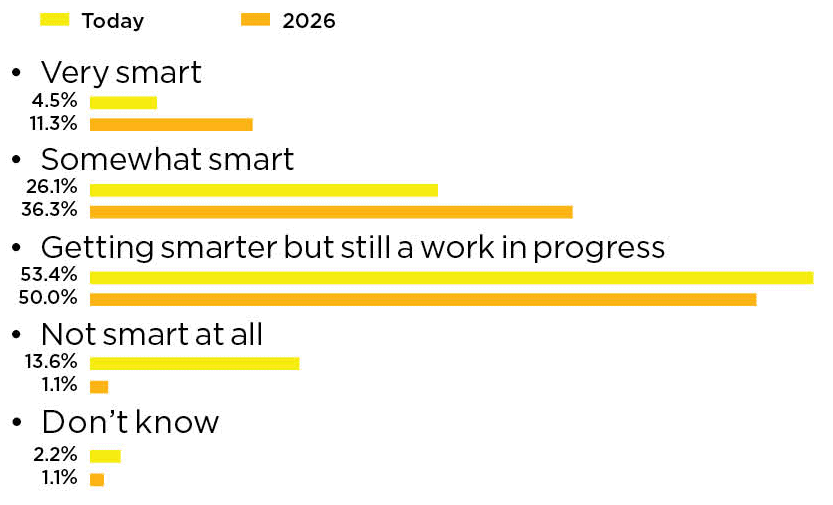
Correspondingly, only a fraction of respondents, 4.5%, would be ready to say their factories are “very smart” today, but, once again, aspirations are high. By 2026, 11.3% expect to be able to affix that label to their operations. But for the moment, a majority of respondents, 53.4%, say their factories and plants are getting smarter but are still a work in progress (Chart 7).
6. More Fully Digitized Operations on the Horizon
Q: To what extent are your factory operations fully digitized end to end today, and what do you anticipate they will be by 2026?
7. “Smart” Factories Still a Work in Progress
Q: How “smart” do you consider your factory and plant operations to be today?
Section 3: FACTORY ORGANIZATION AND MANAGEMENT
So where is all this digital work heading? What do manufacturers expect their factory models to look like in the years ahead?
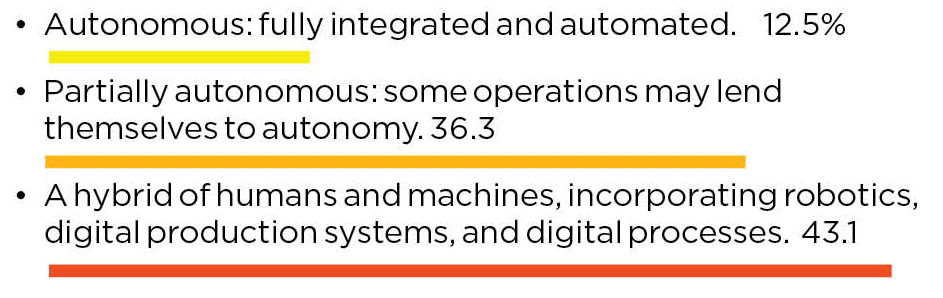
The idea and prospect of some level of autonomous operation is clearly on radar screens. Nearly half of the respondents, 48.8%, expect their future factory models to be autonomous, defined as fully integrated and automated, or partially autonomous, defined as some operations or processes conducted autonomously (Chart 8).
8. Autonomous Operations is on the Radar Screen
Q: What is the expected future state of your factory model?
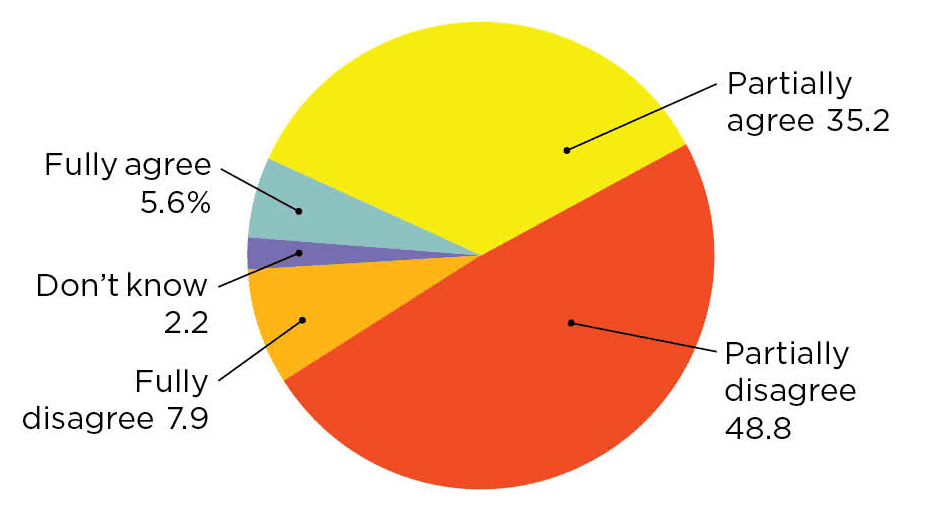
9. A Majority Does Not See Self-Learning Factories in the Future
Q: Thinking about the impact of technologies such as AI and machine learning, to what extent would you agree or disagree with the following statement: “Tomorrow’s factory will evolve to be a self-managing and self-learning facility.”
Section 4: TECHNOLOGY USAGE
There is an expanding basket of advanced technologies manufacturers will be using to create their smart factories and plants.
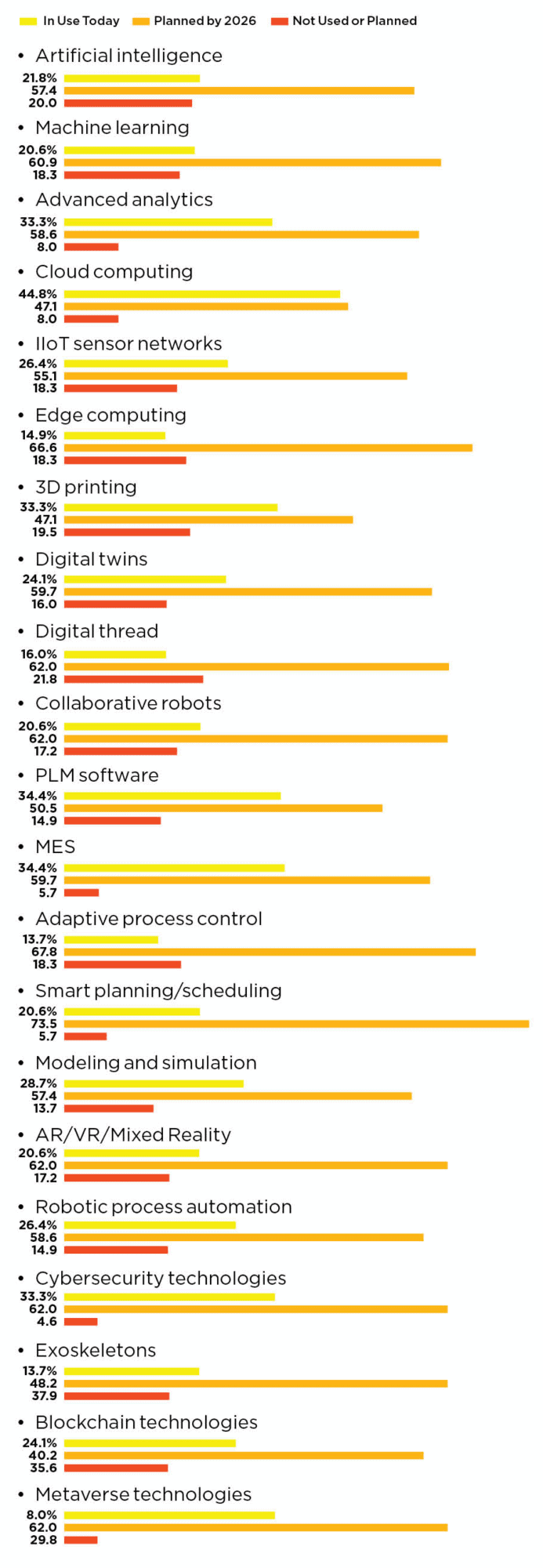
When asked about adoption status on 21 technologies, the most striking thing was how strong planned adoption was by 2026. Eight of the technologies surveyed – for example, machine learning, edge computing, digital threads, AR/VR, and Metaverse technologies – all received 60% or higher planned adoption responses. Eight others garnered 50% or higher responses (Chart 10).
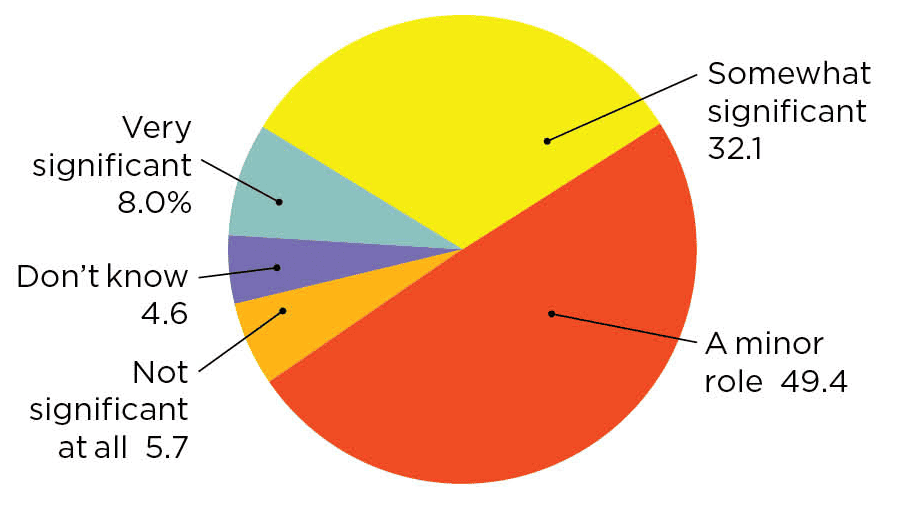
Interestingly, there is a split within the respondent base as to how significant an impact AI will have in operations, perhaps reflecting the still early stage of usage in many companies. Only 40% say that AI will be either very significant or somewhat significant, while nearly half, 49.4%, see AI as playing a minor role in the next few years (Chart 11)..
While it may be obvious that it takes a multitude of technologies to create a smart factory, the underlying message is that real power of being smart will only be realized when these technologies are integrated within the factory. That’s a whole new level of work ahead for manufacturers.
10. Strong Aspirations for a Basket of Technologies by 2026
Q: Where does your company stand in regard to the following technologies in its production operations?
11. Views on AI Significance Diverge
Q: Looking ahead over the next few years, how significant an impact will AI have on your production operations?
Section 5: M4.0 OPPORTUNITIES AND CHALLENGES
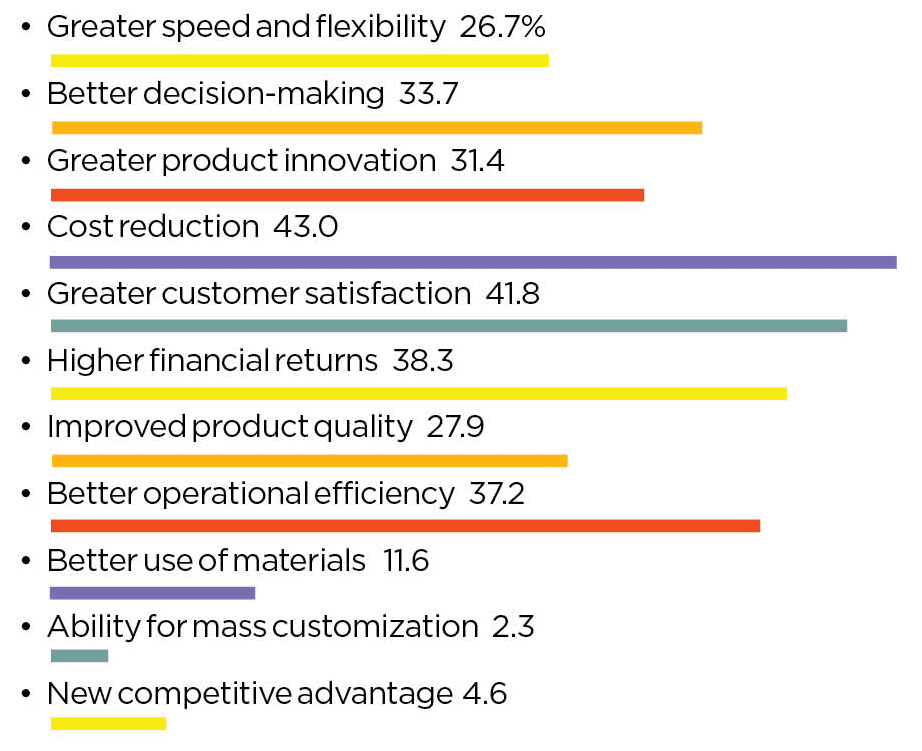
Manufacturers also expect a basketful of benefits from creating smart factories and plants. Although there is no breakout factor, cost reduction, greater customer satisfaction, and higher financial returns top the list of expected benefits.
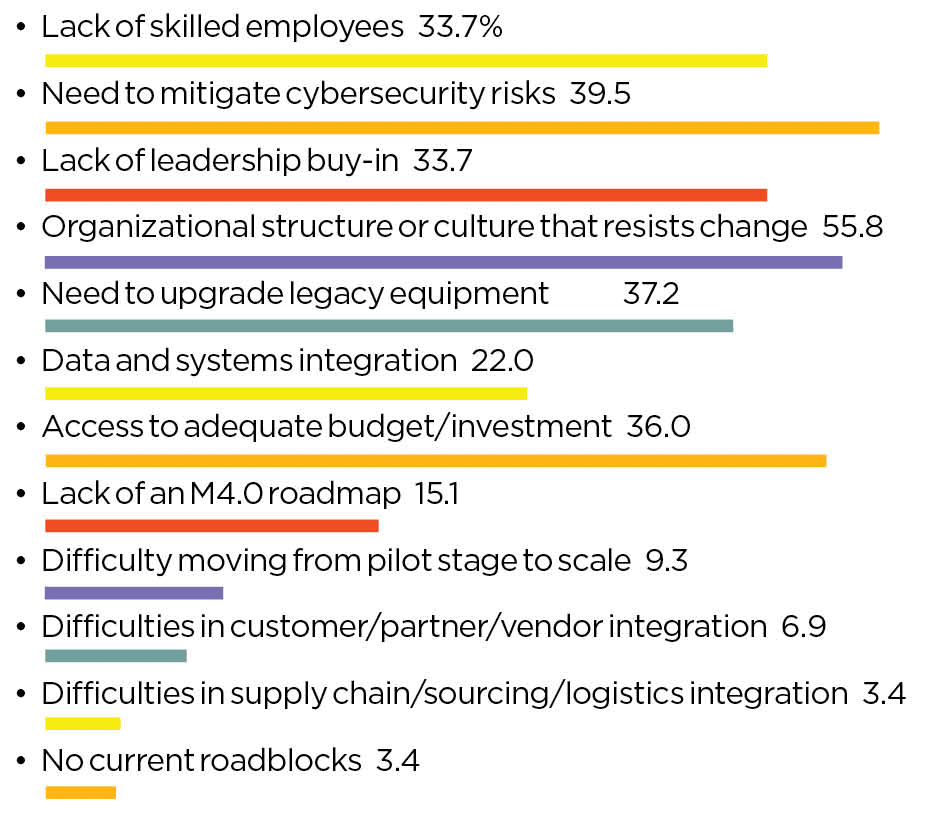
But when it comes to roadblocks in implementing a smart factory strategy, there is clearly a breakthrough factor – organizational structure or culture that resists change. More than 55% of respondents cited this factor as the primary issue in realizing their smart factory vision, considerably higher than a lack of skilled employees, cybersecurity issues, or the need to upgrade legacy equipment (Chart 12).
This may be why, when asked how well their smart factory strategies have been integrated with their company’s business strategy, very few respondents indicated that these two things were fully integrated (Chart 5).
As the famed management consultant Peter Drucker once said: “Culture eats strategy for breakfast.”
Is that glacier moving? M
12. Culture is Biggest Roadblock to Smart Factories
Q: What do you feel are your company’s primary roadblocks to implementing your smart factory strategy? (Select top 3)
13. Cost Reduction, Customer Satisfaction Chief Desired Benefits
Q: What are the most important benefits and opportunities your company hopes to realize from embracing a smart factory strategy? (Select top 3)
About the author:

David R. Brousell is Founder, Vice President, and Executive Director at the NAM’s Manufacturing Leadership Council.
Empowering Frontline Workers with 3D Models and IoT Data

Advanced technology and data are helping manufacturers’ frontline workers become more productive.
![]()
TAKEAWAYS:
● The connected worker solution integrates MBD/E with IoT and AR to provide workers with real-time information, guidance, and feedback.
● Improved agility, compliance, and quality, increased efficiency, and empowered employees are just some benefits of the connected worker solution.
● Adopting a connected worker solution in manufacturing requires a strategic and flexible approach.
“Connected Frontline Workforce (CFW) applications are a strategic differentiator to successfully address daunting challenges in safety, sustainability, productivity, quality, and overall margin goals,” said Allison Kuhn, EHS/Sustainability, Future of Industrial Work Research Analyst, of LNS Research. “CFW applications are proven human-centric platforms that accelerate business value with real-time insights and knowledge management, leading to faster, better decisions.”
Discrete manufacturers face significant challenges, including global competition, rising customer expectations, increasing product complexity, and workforce shortage—all while needing to simultaneously capture significant improvements in productivity. These challenges necessitate a transformation towards agile, efficient, and resilient operations. Despite the automation of many dull, dirty, and dangerous tasks, frontline workers remain the vital component in this transformation. However, they are expected to perform today’s tasks at tomorrow’s speed with yesterday’s resources. A Forrester study1 found that 77 percent of frontline workers don’t have access to the technology they need to be productive. Strategic technological support is therefore crucial for actionable insights, enhanced human-machine interactions, effective collaborations across value chain, as well as for fostering improved decision-making and operational efficiency.
A model-based connected worker solution (hereafter called the “connected worker”) is a key technological enabler; it integrates model-based definitions and enterprise (MBD/E) with Internet-of-Things (IoT), augmented reality (AR), analytics, and artificial intelligence (AI). MBD/E, as a key facet of industrial digital transformation, uses 3D models as the authoritative source throughout the product lifecycle. The 3D model contains vital details like geometry, tolerance, manufacturing notes, as well as associated derivatives like manufacturing bill of materials, routing, work instructions, computer numerical control (CNC)/coordinate measuring machine (CMM) programs, control plan/characteristics, etc. With 62 percent of large manufacturers adopting or considering MBD/E strategies, and 57 percent of executives prioritizing them, according to Tech-Clarity2, the connected worker solution is timely and a booster to connected frontline worker initiative.

“The reality is that frontline workers are often expected to perform today’s tasks at tomorrow’s speed with yesterday’s resources.”
The strength of the connected worker lies in how 3D models amplify the impact of IoT, AR, analytics, and AI technologies, which have already been adopted or are being adopted by industry leaders to empower frontline workers. With the increasing adoption of MBD/E, these 3D models serve as a powerful booster by further enhancing the capabilities of frontline workers. The unique value that 3D models bring to connected workers includes
- Intuitive and immersive experience: Aligning with human visual and cognitive capabilities, 3D models combined with IoT and AR make it easier to understand complex real-time data, which speeds up decision-making and response times.
- One authoritative and always synchronized product and process data: As part of MBD/E, these models ensure that factory frontline workers/machines, and their upstream/downstream co-workers/systems, respectively, access consistent, updated information across the value chain.
The integration of 3D models with IoT, AR, analytics, and AI equips frontline workers with timely insights and ensures they are prepared to face the challenges of modern manufacturing, thereby enhancing productivity and competitiveness.
Benefits of the Connected Worker
The connected worker solution can help manufacturers achieve several benefits:
- Speed and agility: By providing workers with model-based work instructions, the solution can reduce the time and errors involved in manual and paper-based processes and enable faster and more flexible responses to changes and customer demands.
- Efficiency and cost: By connecting workers with model-based connected machines, the solution can optimize the use and performance of assets, and reduce downtime, waste, and maintenance costs.
- Quality and compliance: By enabling workers to perform end-of-line inspections and use data to solve problems, the solution can improve the quality and consistency of products and ensure compliance with standards and regulations.
- Frontline worker empowerment and engagement: Frontline workers benefit from on-the-job learn & do with intuitive work instructions in a 3D context, improved knowledge capture and sharing, and the elimination of non-value-added activities.
Connected Worker Use Cases and Case Studies
We present four examples of connected worker use cases that demonstrate how manufacturers can start with minimal investment yet reap significant benefits. These examples showcase practical and efficient applications of the connected worker concept in real-world scenarios.
1. Model-based Work Instructions and Execution
A case study of Vestas shows how a model-based connected worker solution can help workers assemble complex components with higher accuracy and efficiency, improving first-time build rate and better-quality outcomes.
Problem: Vestas had a dynamic build process, and detailed work instructions that were traditionally printed on hundreds of thousands of paper pages and sent out to more than 23,000 employees. Also, given the size and complexity of wind turbines, particularly with the recent uptick in global demand, Vestas employees required more in-context information to meet these challenges.
Solution: Vestas introduced PTC’s Manufacturing Solutions, which equipped machine operators with the relevant information needed to identify and complete tasks in the right sequence with the right tools—including role-specific digital work order information and instructions with rich CAD drawings and videos —all in a single interface. This solution will help ease the impact felt by the veteran employees retiring and combat the current volatility around employee retention.
2. Model-based Connected Machine
A large construction equipment manufacturer is exploring a model-based manufacturing strategy to avoid human errors and improve product and process quality by automating human-machine interaction with programmatic information extracted directly from the 3D model.
Problem: The manufacturer has many different types of machines, including welding, CNC, and CMM. There is a lot of manual work involved in copying and pasting engineering documents, process planning documents, control plans, and CNC/CMM programs between engineering and manufacturing operations. This results in significant delays in production preparation time and more errors in human transcription.
Solution: The manufacturer is implementing a model-based manufacturing strategy that starts with engineering by creating a single 3D product model that is leveraged by up to 100 downstream deliverables, including control characteristics details that flow automatically into welding, CNC, and CMM machines and which collects processing and testing results for further variation analysis.
“AR solutions help frontline workers view clear, detailed digital content in the context of their physical environment.”
3. End-of-line Inspection
A case study of Magna, an automotive supplier, shows how the solution can help workers inspect and verify the quality of products using AR and IoT devices, reducing defects and recalls.
Problem: There is very little room for error in the fast-paced automotive industry, and as vehicles become more complex, so does the assembly process. Many sequential steps need to happen within a given time frame. With manual processes and 2D paper-based instructions, training an operator on these steps is time consuming and challenging. Magna also had found that improperly fitted electrical plugs were passing continuity testing but then coming undone with movement—they required an extra layer of inspection for this part moving forward.
Solution: AR quality verification solutions help frontline workers view clear, detailed digital content in the context of their physical environment. PTC’s AR solution made it easy to create AR-guided tasks, checklists, and data capture. Magna used the AR solution to address its training outcomes, as trained workers can create first-person points of view of parts being assembled for trainees to follow. Training can also be enhanced with locational awareness, videos, images, and diagrams to provide extra content for new employees. Magna also used AR to enable operator inspection, intuitively creating quality inspection procedures that were more efficient and which reduced scrap, rework, and defects.
4. Closed-loop Problem-solving
A case study of Northrop Grumman, an aerospace manufacturer, shows how the connected worker solution can help workers analyze and visualize data from the factory floor, and identify and resolve issues that affect the quality and productivity.
Problem: Management challenged a business unit within Northrop Grumman to double its revenue in the next seven years. Struggling to unlock new capacity in its facility (even while running 24/7 operations) and to pull actionable data from relevant machinery, the director of Continuous Improvement conducted a Proof of Value and found that some of the company’s most important machinery was operating at a subpar OEE (Overall Equipment Efficiency) of 45 percent.
Solution: The Continuous Improvement solution has automated the lengthy and costly process of collecting data, and an initial analysis showed that the assets in question had the operational availability of 90–100 percent. These analytics empower frontline workers with the data they need to make informed decisions and to do targeted troubleshooting. Weekly reports empower the director to make decisions that have executive and operator buy-in. Waterfall analyses also unearthed an unexpected 50 hours of monthly re-work in a machine that wasn’t originally identified as a bottleneck. The implementation on the first line reduced cycle time and increased throughput that resulted in $2.5M additional potential revenue annually.
“This [a connected worker solution] involves empowering frontline workers with advanced technologies while ensuring the solution aligns with the company’s specific needs and readiness.”
Where to Start
To successfully implement a connected worker solution in manufacturing, it’s crucial to adopt a strategic and flexible approach. This involves empowering frontline workers with advanced technologies while ensuring the solution aligns with the company’s specific needs and readiness. Here’s how manufacturers can navigate this transformative journey:
- Use the agile composable approach: Prioritize a composable business architecture using modular building blocks. This approach allows for flexibility, scalability, and integration with existing systems, leading to cost-effective and agile solutions.
- Prioritize technology deployment with improvement to financial P&L: Identify top manufacturing bottlenecks and apply connected worker technology to eliminate and prioritize the most pressing issues. Identify the right solutions that will have the biggest impact on operational performance and drive fast time to value.
- Empower frontline workers with actionable insights: Assess and equip workers with advanced digital tools and access to critical insights when and where there is most impact. Doing so enhances efficiency, safety, and satisfaction, boosting productivity and quality.
- Implement MBD and integrate Product Lifecycle Management (PLM): Use fully defined 3D models as the authoritative source of the product and process data across the product lifecycle. Establish a strong PLM foundation to manage complex and detailed product data effectively. This ensures workers have access to accurate, up-to-date technical data facilitating informed decisions.
- Ensure closed-loop integration across the lifecycle: Connect engineering, manufacturing engineering, and shop-floor processes. Use IoT for real-time monitoring and feedback, and promote continuous improvement in product development and optimization.
- Frontline workers have yet to benefit directly from many of the promises of industrial digital transformation. This article strives to outline some of the most relevant tools leveraging data to empower frontline workers today, as well as to provide an introductory guide for those who are early on their adoption lifecycle. M
References
1. Williams, E. New research highlights massive opportunity to empower Firstline Workers with technology. Microsoft, December 14, 2018.
2. Boucher, M. Adopting a Model-Based Enterprise Strategy. Tech-Clarity, July 2, 2022.
About the authors:

Gonzalo Chavez is a senior analyst in Market Development, Connected Operations Solutions at PTC.

Howard Heppelmann is divisional vice president and general manager of PTC’s ThingWorx IoT Solutions.

Dirk Schart is senior director Go-to-Market at PTC and leads the global Vuforia marketing.

James Zhang is vice president of Market Development, IoT at PTC.
- Need more information: Contact the team at PTC
Four Steps to Scale M4.0 Adoption Organization-Wide

Want to reap Manufacturing 4.0’s benefits at scale? Let this four-step roadmap lead the way.
![]()
TAKEAWAYS:
● M4.0 has significant implications for industrial operations, integrating advanced technologies with traditional manufacturing processes.
● Adopting and scaling M4.0 requires an understanding of best-practices to avoid common mistakes and improve outcomes.
● A successful scaling process begins by examining the current and desired future state.
Why follow these steps?
The M4.0 transition is more than just the adoption of new technologies; it is a complete reimagining of design, production, and delivery methodologies. Successfully navigating this transformation requires a well-structured roadmap, a robust maturity model, and an effective transformation framework.
 Adopting M4.0 is more nuanced than meets the eye. Following best practices at each phase helps to avoid these common mistakes when scaling M4.0’s adoption:
Adopting M4.0 is more nuanced than meets the eye. Following best practices at each phase helps to avoid these common mistakes when scaling M4.0’s adoption:
- Failing to fully integrate: M4.0 is not just about technological upgrades; it is about how these technologies are integrated into an organizational structure and leadership. Good use cases become great when embedded into a broader, cohesive strategy.
- Overlooking strategy: M4.0 success hinges on a culture of innovation and collaboration. Avoid the mistake of letting promising use cases stall at the pilot stage due to a lack of strategic direction.
- Underestimating the challenges of scaling: Scaling M4.0 solutions across an organization is complex. Ensure new solutions are compatible and synergistic with existing operations.
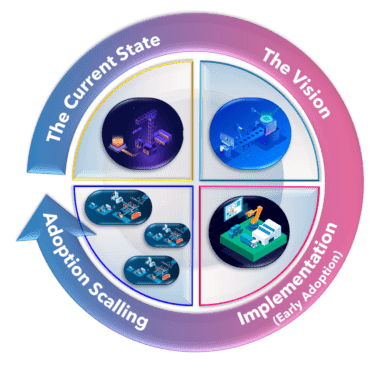
The Four-Step Approach
1. The Current State
Identifying gaps and opportunities for improvement
In pursuit of continuous growth and excellence, understanding the current state is vital. This process is not just about what we assess, but also about who contributes to this assessment. Insights should be inclusive, coming from all levels within the organization and from external sources.
Begin by asking:
- What are the core competencies? Where are improvements needed?
- Which gaps in operations can turn into growth opportunities?
- How can existing resources and capabilities be used to meet objectives?
These questions will help identify improvement areas and create action plans to address them. Be enthusiastic and proactive in finding the answers collaboratively.
Regarding methodologies, while frameworks like Six Sigma and Design Thinking offer structured routes towards improvement, their effectiveness lies in how they are applied. The ideal approach is one that yields comprehensive feedback, capturing diverse insights from outside and within, addressing various organizational dimensions.
2. The Vision
Defining the future state and prioritizing initiatives
Crafting a vision for the future within M4.0’s context requires cross-functional collaboration to establish clear, significant, and practical goals. With these in place, the most impactful and achievable initiatives can begin.
It is important to communicate not only enthusiasm for this vision but also its practicality in fostering innovation, efficiency, and competitiveness.
Here are key elements that align with M4.0’s three pillars of organization, technology and leadership:
From a customer-centric perspective: (Organization)
- Organizations must challenge themselves to think differently, innovate constantly, and deliver value in everything they do.
- The goal is to perceive products and services at their core, recognizing and emphasizing what makes them unique and valuable.
- Aim for products and services to positively transform customers’ experiences, driven by innovation and opportunity rather than constrained by tradition.
From a technology perspective: (Technology)
- Artificial intelligence (AI) and machine learning (ML): AI and ML enable manufacturers to optimize production, reduce costs, enhance quality, and boost customer satisfaction. They also play a role in new product design, demand prediction, and failure prevention.
- Robotic process automation (RPA): RPA allows manufacturers to increase efficiency, productivity, and safety. They complement human labor, performing complex tasks and safely handling hazardous materials.
- Enterprise IoT and cloud computing: These are key in connecting and monitoring our machines, devices, and systems in real-time; improving data collection, analysis, and decision-making capabilities; and facilitating remote access and control.
- 3D printing and additive manufacturing: These allow for the creation of customized, intricate products with reduced waste and costs and faster delivery. They are also essential for prototyping, material testing, and product repairs.
These technologies enable some of the most impactful innovations in modern manufacturing and are integral to a vision roadmaps.
From a C-level perspective: (Leadership)
- Culture and people: To achieve a future where digital solutions elevate human creativity, collaboration, and innovation, roles must transform to enhance capabilities rather than replacing them.
- Technological integration: Technology must become an intrinsic part of an organization’s DNA, enabling it to achieve objectives and revolutionize production and delivery methods.
- The ecosystem and parallel ecosystems: Manufacturers must aim to be leaders, not followers, in the market. Identifying the ecosystem, competitors, and the startup landscape is crucial. They must recognize and respond to market shifts, acknowledging that today’s business environment is interconnected and boundaryless.
3. Implementation and Early Adoption
The right partners with the right technologies for the right processes at the right time
The practical implementation of an M4.0 vision involves introducing disruptive technologies and innovative practices in a way that is both efficient and minimally disruptive to the operation. Implementing these changes is a complex process that necessitates adjustments in organizational culture, business models, processes, and skill sets.
To successfully navigate early adoption, the following is a sequential approach that highlights the interdependence of each step, creating a cohesive path forward:
- The right partners with the right technologies: It is crucial to collaborate with organizations that not only provide the necessary technological solutions but also understand and align with organizational culture and values. This partnership should be marked by agility, adaptability, and a proactive approach to facing challenges and seizing opportunities. After all, building long-term, mutually beneficial business relationships is a competency worth maturing constantly.
- The right technologies for the right process: The key to successful technology implementation is integration. This means creating a cohesive system from disparate elements, ensuring M4.0 solutions are interoperable, compatible, and complementary. While traditional systems like ERP, MES, SCADA, and BMS form part of this, the incorporation of IoT platforms with integrated analytics is essential. Such platforms provide comprehensive insights across all levels of the business.
- The right process at the right time: When selecting processes for early adoption, it is strategic to start with those the organization has mastered and are already mature. However, manufacturers must also consider how external variables, whether from outside the process or external to the company, can skew insights. These external influences can lead to inaccurate analytics, potentially jeopardizing decision-making and business performance. It is important to identify and account for these external variables, ensuring that all insights are thoroughly validated and verified before they are applied to strategic or operational decisions.
4. Adoption scaling
Evaluating and expanding the outcomes
Adoption scaling in Manufacturing 4.0 (M4.0) involves the process of strategically broadening the reach and impact of innovative solutions, transitioning from initial pilot stages to full-scale integration within an organization. Key challenges in this process include technical complexities, regulatory compliance, organizational adaptation and change management, social acceptance, and logistical coordination.
The four primary drivers and enablers of adoption scaling in the manufacturing sector include:
- Customization and personalization demand: The growing need for customized products calls for greater flexibility and agility in production processes.
- Efficiency and productivity pressure: Amidst rising competition and cost pressures, organizations must focus on optimizing resource utilization and minimizing waste to stay ahead.
- Environmental and social responsibility: The rising awareness around sustainable and responsible manufacturing practices compels manufacturers to adopt more eco-friendly and socially responsible methods. This commitment must reflect a company’s core values and resonate with its stakeholders and customers.
- Leveraging Industry 4.0 (I4.0) technologies: The accessibility and affordability of I4.0 technologies provide a unique opportunity for innovation and value creation. By harnessing these technologies, companies can drive transformational changes across our manufacturing landscape. M
About the Author:

Roberto Cisneros is the Director of IIoT Solution Architecture at Softtek
Dialogue: Using Innovation to Complement Workers

MIT is partnering with Amazon to develop best practices for introducing new technologies alongside quality jobs.
![]()
Dr. Julie Shah of the Massachusetts Institute of Technology joined the MLC’s Board of Governors in 2022. Since then, she has participated in MLC’s Rethink and Manufacturing in 2030 events, speaking about the use of AI in manufacturing and its implications for the manufacturing workforce. In October of last year, MIT announced a partnership with Amazon to research how best to use innovative technologies such as AI and robotics to complement rather than replace workers. The Manufacturing Leadership Journal recently sat down with Dr. Shah to discuss her work and the objectives of the partnership with Amazon.
Q: Could you describe your role at MIT and your areas of concentration from a research and teaching perspective?
A: I’m the H.N. Slater Professor in MIT’s Aeronautics and Astronautics department. I also co-lead MIT’s Work of the Future initiative, directing cross-disciplinary research on how innovation impacts jobs. My own AI and robotics lab aims to imagine the future of work by designing collaborative AI teammates that enhance human capability. I partner with companies to translate these ideas into real-world industries — manufacturing, healthcare, transportation, aerospace, and more. At MIT, I teach classes focused on human-centered design of AI, robotics, and autonomous systems. And through cross-campus initiatives like the Work of the Future, we’re engaging policymakers, academics, and industry leaders to shape a more positive future enabled by technology.
Q: You were one of the key people involved with MIT’s Work of the Future initiative, a report on which was published in 2020. Could you summarize some of the key findings of that report?
A: MIT’s former president, Rafael Reif, convened a three-year task force back in 2018 during a time of high anxiety about automation and its potential to displace jobs. Some forecasts predicted that up to half of all jobs were vulnerable. The task force took an interdisciplinary approach to evaluating those claims. What we found was a much more nuanced story — new technologies did not appear to be eliminating jobs outright, but technological progress was also not contributing to widely shared prosperity.

“We want to grow a community that advances automation responsibly and inclusively.”
For example, our researchers found that robots are often inaccessible for small and medium enterprises, which employ nearly half the US manufacturing workforce. This leads to unequal productivity distribution, with large firms able to achieve much higher productivity than smaller ones.
The main takeaway, and the vision for building on the task force’s work, is that we should strive to align innovation with good outcomes for all workers.
Q: Very interesting. Pivoting topics a bit, last fall, MIT and Amazon announced a partnership to fund research into best practices for introducing new technologies alongside quality jobs. What are the goals there and how do you see that effort building on the Work of the Future report?
A: The vision is to shape a future where innovation complements rather than displaces workers. We also want to grow a community advancing automation responsibly and inclusively.
To study this, we recently launched an “Automation Clinic” at MIT where students team up with companies to see firsthand how tech impacts jobs. Over two years we’ve worked with 20+ firms in sizes ranging from 20 to 1,000+ employees. We’re making short docuseries showing real use cases.
Going forward, we’ll expand these learnings through new partnerships across the country. We already have interest from Ohio, Indiana, and Oklahoma. The idea is getting more schools, students, and employers exchanging ideas for “positive-sum” automation that drives productivity but also employee flexibility. Our Amazon collaboration specifically supports grad students to embed directly to study the introduction of new technologies in small and medium firms.
“Our Amazon collaboration specifically supports the study of new technologies in small and medium firms.”
Q: Is there a timeline yet for publications or outcomes from that effort?
A: We plan to publish initial findings as a series of case studies in mid 2024. Longer-term, the goal is to translate insights from the research into educational resources and training materials for broader distribution, both to industry practitioners as well as for engineering education.
Q: Great, look forward to seeing those results. Finally, I understand you also have a working group focused specifically on generative AI. Can you discuss the goals and composition of that effort?
A: MIT’s Work of the Future initiative has convened a cross-disciplinary group of industry and academic leaders to study how the design and use of generative AI tools can enable higher-quality jobs and more inclusive access to the latest technologies.
On the research side, our scholars are already conducting studies analyzing real-world deployment of generative AI systems and their impacts on employees. We’ll be publishing those as academic papers as well as case studies of best practices.
The working group itself just kicked off and meets quarterly to share knowledge and identify guidelines. We’ll also host annual summits for broader discussion among corporate AI leaders. M
![]()
FACT FILE: Massachusetts Institute of Technology
Headquarters: Cambridge, MA
Employees: 16, 327
Founded: 1861
EXECUTIVE PROFILE: Dr. Julie Shah
Title: H.N. Slater Professor of Aeronautics and Astronautics at MIT. Leads the Interactive Robotics Group of the Computer Science and Artificial Intelligence Laboratory.
Education: Ph.D from MIT in 2011.
Previous Roles:
– Boeing Research and Technology
About the author:
David R. Brousell is Co-Founder, Vice President, and Executive Director at the NAM’s Manufacturing Leadership Council.
Revolutionizing EV Battery Manufacturing with Data and Smart Factory Technologies
Manufacturers of electric vehicle batteries need to develop a data-driven operating model that is efficient and resilient with room to scale as EVs grow within the automotive industry.
![]()
TAKEAWAYS:
● Manufacturing 4.0 principles are informing the strategic direction of EV battery manufacturers, shaping their approach to personnel, digital transformation and supply chain.
● Data will give manufacturers greater understanding of the materials being used, helping them to find ways to innovate and improve efficiency and productivity.
● AI and blockchain technology can give battery manufacturers tools to more quickly adapt when setbacks occur, reducing waste and enhancing quality.
In an era when efficiency and innovation are paramount, the emergence of smart factories has marked a significant shift in manufacturing paradigms. These advanced manufacturing facilities leverage data, automation and technology to create more efficient and adaptable production processes. Central to this evolution is the integration of Manufacturing 4.0 strategies with overarching business objectives.
In the EV battery manufacturing sector, where precision and reliability are critical, leveraging transformative, data-driven technology is pivotal to surmounting business challenges and enhancing performance in battery manufacturing. The M4.0 best practices emerging for battery manufacturers also offer lessons for manufacturing in other sectors and industries.
EV Battery Market Still Evolving
The alignment of M4.0 strategies with business goals is crucial in the battery industry. Battery manufacturers need to explore business model innovation and find ways to drive peak profitability within their core business while simultaneously incubating new revenue streams. They need to not just retain customers, but also capture new ones and deliver an experience that is results-driven, personalized and responsive.
They also need to build resilience in their operating models, leveraging emerging technology to future-proof their supply chains. And EV battery manufacturers must enable talent on multiple levels, making it easier for employees to embrace digitalization and develop new capabilities.
Data-driven approaches underpin this integration, facilitating informed decision-making that streamlines production, improves output, and enhances metrics like yield and ramp-up times. Incorporating deep mineral and component analytics into these strategies allows for a more comprehensive understanding of materials and their impact on EV battery quality, performance and maintenance. This alignment not only boosts operational efficiency, but also fosters innovation in battery design and functionality, crucial for industries like the EV sector, which demands rapid production of high-quality batteries and aims to avoid future liabilities such as recalls.
“Battery manufacturers need to not just retain customers, but also capture new ones and deliver an experience that is results-driven, personalized and responsive.”
Regulation and standardization is another element that will shape the EV battery market. It could bring much-needed consistency and structure to a sector that is still seeking broader acceptance from consumers who need confidence that service for EVs will be as accessible and user-friendly as the structure they’ve used for internal combustion engine vehicles. At the same time, regulation and standardization can feel limiting to those with a more innovative approach to business and market growth.
A November 2023 Automotive News article addressed the benefits of such standardization “As standardization is achieved in areas such as connectors, chargers, regulations, and payment integration, OEMs and ecosystem partners will be better equipped to explore innovations that will further improve the customer experience, like contactless charging and seamless, transparent, automatic electricity billing.”¹
The article added that OEMs need to be ready for rapid changes in required battery capacity and vehicle range as the EV market continues to take shape.
Digital Transformation Requires Persistence
Digital integration is key in modernizing battery manufacturing processes and it can often be challenging. Companies need to determine where to start, how to scale and how to accelerate their efforts. Infrastructure, disparate systems, repeatability and commercial complexity are just a few trends that can impede digital transformation. It can also take time to break down silos and fully convey the value of the transformation. Manufacturers able to maintain focus, work through challenges and continue moving forward should begin to realize the value of their commitment.
Technologies like IoT and AI create a connected manufacturing environment, enabling manufacturers to monitor every aspect of the production line in real time. This extensive data collection and analysis leads to optimized operations, reduced waste and enhanced product quality. It enables manufacturers to create more agile, flexible and resilient processes that can help them better weather disruption – whether they can see it coming or not. Data provides tools to make those real-time assessments, evaluating a company’s current state, as well as its risks and opportunities, to inform decision-making for the next steps.
Specific technology deployment in battery manufacturing addresses challenges such as maintaining consistent quality and maximizing yield. AI algorithms predict equipment failures and identify potential quality issues in battery mixtures, reducing downtime and enhancing energy efficiency. Advanced analytics identify patterns in production data, leading to insights that drive process improvements. These interventions not only solve existing problems, but also enhance performance, leading to higher quality batteries and increased production rates.
“The implementation of autonomous robots and digital twins in manufacturing processes underscores the transformative impact of hybrid human-machine operations.”
A good example of these advances is found in electrode coating. By utilizing advanced sensors for real-time measurements of thickness and density, manufacturers can significantly enhance the quality of battery cells prior to the aging process. This ensures uniformity and optimal material composition, thus reducing the likelihood of defects post-aging. Additionally, in sample cell testing, the use of advanced analytics combined with holistic approaches and traceability — such as blockchain technology — enables manufacturers to identify suboptimal cells early in the process and avoid producing large quantities of suboptimal battery cells.
Moreover, the integration of this sensor data with ERP and MES systems creates a rich, multi-dimensional data landscape. This synergy enhances decision-making and operational agility, showcasing the essence of M4.0 in modern manufacturing.
In practice, battery manufacturers are leveraging these technologies in various ways. For instance, the implementation of autonomous robots and digital twins in manufacturing processes underscores the transformative impact of hybrid human-machine operations. These innovations enhance precision, efficiency, and adaptability, further revolutionizing the battery manufacturing sector.
Summary
The integration of M4.0 technologies in battery manufacturing is a gateway to the future of industrial production. As these technologies evolve, their potential to revolutionize battery manufacturing grows. We can anticipate advancements in collaborative robotics, enhanced digital twin capabilities, and sophisticated AI-driven analytics, contributing to smarter, more efficient, and sustainable battery production.
In summary, the integration of data-driven smart factory technologies in battery manufacturing is a game-changer. By embracing these advancements, manufacturers can overcome traditional challenges, improve operational efficiency, and set new benchmarks in quality and innovation. The future of battery manufacturing is bright, and it is undeniably powered by data.
About the author:

Felipe Smolka is Americas Automotive eMobility Leader at EY
The views reflected in this article are the views of the author(s) and do not necessarily reflect the views of Ernst & Young LLP or other members of the global EY organization.
How Digital Twin Applications Can Help Manage and Optimize Inventory
This case study shows how one manufacturer used simulations to evaluate processes and potential equipment investments.
![]()
TAKEAWAYS:
● Manufacturers can use digital twins to conduct real-time analyses of processes or operations to predict future performance.
● Running simulation scenarios helped an industrial food production company address bottlenecks and avoid spending millions on new tanks.
● Models created using digital twins can be easily modified to evaluate new operating scenarios in the future.
Plenty of manufacturers use scenario modeling to forecast how their inventory needs may ebb and flow as supply and demand shift. But for organizations that want to enhance the precision of such forecasts, digital twin technology can take things a step further.
Digital twins—essentially virtual representations or simulations of physical operations—allow manufacturers to see how a process or operation performs in real time and predict how it may perform in the future. This type of simulation will increasingly become table stakes in the smart factories of the future.
One RSM client, a midsize industrial food production company, used digital twins to optimize its bulk inventory management capabilities and ultimately determine which investments in personnel, storage tanks, and other supporting storage capacity were necessary. Through simulation, the business was able to re-focus investments on areas of the business that would yield more value. We explore the factors at play in putting this transformative technology into action.
Determining Future Capacity
At the outset of the project, the industrial food production company had numerous priorities: making operations as efficient as possible, improving business processes, and reducing operating expenses while also prioritizing capital investment. To achieve those objectives, the company had purchased production line equipment that would enable it to produce a greater volume of product, but it needed to understand the upstream implications before increasing capacity.

“In running a simulation that accounted for more staff, the scenario met the target sales goal, effectively reducing guesswork of how the business might need to augment staff to accommodate growth.”
That’s where a simulation analysis proved helpful. The company fed operational data into a digital twin model and ran various simulations to understand what the appropriate size of production equipment would be needed to meet the production line demands. Solving that question had many variables, including product mixes, batch sizes, upstream processes’ capacity, new and existing equipment, and plans for future growth.
The main challenge was to determine whether the future-state production system could meet the company’s sales goal of producing an additional 9.5 million pounds of product per year, and how to make sure the organization understood the broader change and impact that growth would have on operations.
RSM’s engagement with the company involved a three-phase approach using digital twins to address that challenge:
1. Discovery phase
- Document simulation questions, assumptions, and model scope
- Collect existing process performance data and/or plan operations studies
- Document, review, and approve on-paper model of in-scope processes and future-state scenarios
2. Analysis phase
- Conduct process studies and finalize model inputs
- Build simulation model of existing system
- Validate simulation model against current performance
- Finalize future-state scenarios
3. Scenarios and impact phase
- Modify model to reflect future-state scenarios and answer simulation questions
- Summarize scenario findings into a final deliverable concluding with a readout for executives and other key stakeholders
Through the simulation process, the company determined that it would need to implement additional production shifts beyond its existing staffing plan to meet anticipated demand. In running a simulation that accounted for more staff, the scenario met the target sales goal, effectively reducing guesswork of how the business might need to augment staff to accommodate growth. The company was also able to determine that additional storage tanks effectively provided no additional production capacity.
With these insights, the company decided to focus on adding equipment at the upstream process before purchasing any new tanks. Running simulation scenarios prevented spending millions on new tanks and focused the company on addressing the bottleneck process.

“The foundational importance of digital twin simulations lies in the fact that they can help businesses transform data-driven insights into real-world decisions.”
Key Benefits
Understanding specific inventory and staff levels is just one aspect of the use case for digital twin simulations. This technology also helps organizations understand the design and layout needs of their warehouse and production facilities and improve stakeholder understanding of impending changes by using 3D representations to explain the change and supporting rationale.
The simulation’s flexible model and dynamic scenario levers enabled the company to experiment with real-world variability that showed the range of expected performance across multiple simulation runs. Models are an enduring asset, and easily modified to evaluate new operating scenarios in the future.
Other key benefits included
- Apples-to-apples comparisons of key performance measures across alternative scenarios versus current state
- Simulations that are easily modified for future projects
- Mitigation of uncertainty and risk of initial plan allowing the client to pivot before missing customer commitments
- Identification of additional process improvement opportunities with upside of an additional 1 million pounds in annual production
From Insights to Decisions
The foundational importance of digital twin simulations lies in the fact that they can help businesses transform data-driven insights into real-world decisions. For many manufacturers, this capability will be paramount as economic and margin pressures require many companies to shift from a “grow-at-all-costs” strategy to focusing on profitability.
Businesses should investigate how digital twins might help them optimize operations through evaluation of multiple potential scenarios, including1
- Diversifying and optimizing product offerings with a focus on high-margin products
- Focusing on production efficiencies across the entire value chain, with continued investment in automation and productivity-boosting technologies
- Renegotiating contracts with suppliers and working with customers to negotiate cost reimbursements
- Streamlining processes and upskilling employees to improve efficiencies
All of this can ultimately help organizations better understand where to focus their investments and adapt operations as needed. M
About the authors:

Casey Chapman is a principal at RSM US LLP.

Joe Krause is a supervisor at RSM US LLP.
1 This paragraph originally appeared in the RSM US article “Margin pressure requires shift from grow-at-all-costs to profitability.”
The MLC Elects New Chair, Vice Chair and Two Leading Industry Figures to its Board of Governors
The Manufacturing Leadership Council (MLC), the digital transformation arm of the National Association of Manufacturers (NAM), has announced the election of new leadership for the MLC Board of Governors for 2024. Additionally, two leading figures from industry have been elected to join the Board. The MLC is the nation’s foremost executive leadership organization dedicated to helping manufacturing companies transition to the digital model of manufacturing by focusing on the technological, organizational, and leadership dimensions of change.
Two long-serving board members have assumed new leadership roles. Dan Dwight has been elected as the MLC Board of Governors Chair. Dwight is President and CEO of Cooley Group and a member of the NAM Executive Committee and Board of Directors. Meanwhile, the new Vice Chair is Ron Castro, Vice President and Chief Supply Chain Officer at IBM Corporation.
Joining as new members of the Board of Governors are Dan Dralle, Executive Director US Government Affairs and Global CIP at Nexteer Automotive, and Larry Megan, Head of Digital at Baldwin Richardson Foods.
“We are very fortunate to have Dan Dralle and Larry Megan join the MLC Board of Governors,” said David R. Brousell, MLC’s Founder, Vice President and Executive Director. “Under Dan Dwight and Ron Castro’s leadership, the Board will vigorously pursue its mission of keeping MLC in the forefront of Manufacturing 4.0 leadership with renewed commitment and energy.”
As an advisory body, the MLC Board of Governors provides guidance to the MLC on its Critical Issues agenda, research studies, and its programs and services for the MLC membership.
“The MLC is leading the manufacturing digital transformation charge,” said Dan Dwight, new Chair. “The Board of Governors keeps its finger on the pulse on what’s happening in factories and connects the dots to technology partners and academia so MLC members can forge a path to a more resilient future for manufacturing.”
With these appointments, the MLC Board of Governors now consists of 18 industry thought leaders who represent the full spectrum of industries and functional roles including large global enterprises, small and medium-sized manufacturers, leading academic institutions and a full array of areas of expertise.
Board members whose terms expired or who have retired include immediate past Board Chair Mike Packer, Eric Fidoten, Brad Heath, Krishna Srinivasan, and Bart Talloen.
Crystal Ball: Business Resilience in 2030 and the Digital Dexterity Effect

Digital transformation is today’s tested and proven path to business resilience. We help manufacturers digitally transform to strengthen their resilience every day. But our era is defined less by permanence than by alacrity of adaptation. Manufacturers must already evolve their approach to business resilience to remain competitive.
Granted, the need for this evolution is neither intuitive nor obvious. And in fairness, resilient manufacturing enterprises in 2030 will look much like such enterprises do today. But the means for achieving and sustaining resilience by decade’s end will be radically different. Here’s why, and how to prepare for it.
Why business resilience will be different in 2030
Resilience describes a business’s ability to adapt to change effectively and efficiently. For many reasons, data-driven manufacturers are indeed able to adapt well. That’s why businesses that aren’t already data-driven are becoming so.
But digital transformation is a continuum. And few companies believe they have done all they need to do in their transformation. Most recognize that they are in the early or intermediate stages of digital transformation. That will change.
By 2030, businesses that lead their industry will have passed beyond the stages of digital transformation. The businesses will have entered a state of digital dexterity. In that state, business resilience manifests in sharply different ways than it does today.
How business resilience will be different in 2030
Business resilience based on digital dexterity has many facets. Among them, three stand out as being potentially unexpected. First, high-level objectives will remain vital to defining initiatives aimed at strengthening business resilience. But those objectives will not be the exclusive driver. Digitally dexterous manufacturers will employ a fluid governance model. This reflects the future reality wherein company-wide resilience initiatives will emerge from diverse organizational levels, and not always from the top.
A second difference in the way business resilience will manifest lies with the workforce. Digital dexterity means making sure that the workforce has access to, and understands how to use, your business’s data and technologies. Employees will have the information they need to understand how changing their own workflows could have wide-reaching benefits. They will be able to see ways to boost resilience from their specific position. These will be ways not obvious from a top-down view.
In fact, the top-down view will itself be different, which is the third key facet we are considering. Digital dexterity will mean that all executives – not just those in IT – feel at home with technology. In the same way that an executive today can assess how well one staff member is performing, they will be able to assess how well a technology is performing. For example, is a particular AI algorithm doing what it should, and is it enabling the desired business resilience outcomes? That level of digital literacy will be a basic requirement for leaders in digitally dexterous companies.
What you can do now to prepare for the future of business resilience
We’ve called out ways of enabling business resilience in the future that will be strikingly different. Preparing for those differences will set you on the right path. A cultural awareness and acceptance of shared responsibility for business resilience takes time to develop. But it also follows naturally as your workforce evolves on the path to digital dexterity. The key here is to ensure that everyone in your organization has the opportunity to participate in the digitization of their roles. Organizational change management will be instrumental in this workforce development.
Establishing a higher baseline of digital literacy among your leadership team takes time as well, and you’ll need to begin soon. Leaders must be able to evaluate technologies for their effectiveness as intuitively as they do employees, but that is predicated on educating and training leaders with the requisite skills. Ideally, upskilling and reskilling should always remain slightly ahead of technological change.
Business resilience in 2030 will be decentralized and deeply integrated in the manufacturing enterprises’ people, processes and technologies. It will be the inevitable outcome of your organization’s digital dexterity.
To learn more, please visit NTT DATA’s manufacturing page.
About the Author
 Siva Gurupackiam is Senior Vice President of Manufacturing Industry Solutions at NTT DATA.
Siva Gurupackiam is Senior Vice President of Manufacturing Industry Solutions at NTT DATA.