
Connect, Analyze, Improve — Then Rinse and Repeat

A focus on connecting equipment and then using data to make improvements can create a solid foundation for smart manufacturing.
![]()
TAKEAWAYS:
● While manufacturers have embarked on the M4.0 journey and expect it to accelerate, many are still struggling with where to begin.
● A good place to focus is on connecting equipment and then using the data and AI to make improvements in operations.
● As pilot projects build organizational confidence and knowledge, the lessons learned can be applied to other areas of the business.
From conversations at the Manufacturing Leadership Council’s December 2023 Manufacturing in 2030 event, it became clear that the industry is still far from delivering on the vision of Industry 4.0. Although we have been discussing the value of industry 4.0 for over 20 years, companies continue to be challenged on how to drive progress – and for some on even how to get started.
There’s a natural tendency to want to have a cohesive plan or strategy for moving ahead. In the MLC’s recent study, Manufacturers Go All-In on AI, 42% of manufacturing executives cited the lack of comprehensive M4.0 strategy as the top challenge to adopting and using those technologies. Another 37% said the biggest hurdle is their ability to assess the cost/benefit of deployment.
Navigating through the wide array of technologies to develop a M4.0 strategy is challenging. Thinking too broadly can lead to analysis paralysis; thinking too narrowly can make it difficult to demonstrate a level of ROI that warrants investment—especially in the current economic climate.
Cooley Group president and CEO Dan Dwight spoke at the event and offered advice that resonated: “Just get started.”
What does that mean? In our experience working with manufacturing organizations to become digital, making positive strides doesn’t have to be complicated or time-consuming, or even expensive. Find a clear business problem — increasing throughput by improving overall equipment effectiveness or reducing costs by improving quality — that can be solved with better or more timely data from your equipment. Gather data from the equipment involved and analyze that data using a readily available technologies like an industrial AI operating system consisting of an edge platform (data collection), machine learning platform (data analytics), and cloud platform (data management) for a hybrid unified analytics experience. Manufacturers win when they trust their digital partners (system integrators) in deploying these technology solutions in production, at scale.
When done well, this not only solves a problem but also creates a foundation for expanding beyond the pilot and exploring more opportunities to benefit from the technology investment and what your organization has learned.
A Case Study in “Just Get Started”
Our partnership in working for a pet food manufacturer highlights the potential for this approach.
Pet adoptions swelled during the pandemic, accelerating the company’s already rapid growth and challenging its ability to meet demand. Management wanted to increase operational agility to respond better to shifts in demand.
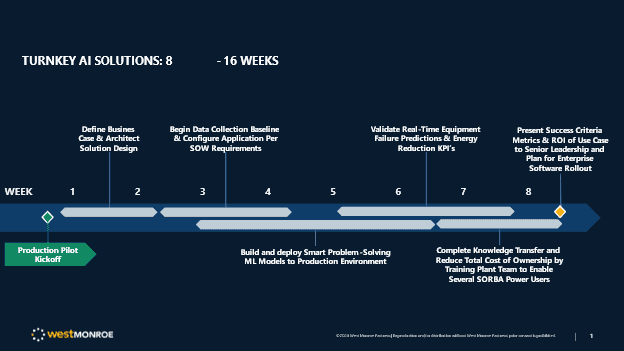
A rapid assessment of operations revealed an opportunity to pilot smart manufacturing technology to better understand what was happening on production lines, including machine availability, to improve efficiency and throughput. We used an industrial automation platform to connect 31 machines across four departments to gather and analyze performance data.

“Thinking too broadly can lead to analysis paralysis; thinking too narrowly can make it difficult to demonstrate a level of ROI that warrants investment.”
This allowed frontline leaders to visualize what machines were doing: Were they up, down, or idle when not expected? Engineers could then look more closely at potential maintenance or other issues. For example, the cumulative production volume would briefly zero out. Further analysis found that trays were getting stuck, thus shutting down the line. Through investigation, we found that operators had performed a hard shutdown of the line to clear the issue, which had negative consequences for the computer equipment. This is a prime example of how root cause analysis, enabled by insight from machine data, helped the company identify and take action for technical, behavioral, and process issues.
The project coupled data insights from the connected equipment with basic management practices to develop new metrics and scorecards, controls, and communication processes across functions and shifts so that employees from management to the shop floor had access to the right data and could use it to optimize operations. Because the machines are connected and delivering real-time data, teams can now see production line status and take action closer to real-time, all without the need for manual data collection.
This solution was simple to set up, allowing us to begin connecting machines within eight weeks. Within 16 weeks, the company was using data to improve its production loss tracking process. The increased throughput translated to an estimated $13 million in incremental capacity, and the project paid for itself within 16 weeks — 10 weeks before it ended. This allowed extra attention to change management to increase knowledge, ownership, and buy-in.
It’s important to reinforce that this was the company’s first foray into smart manufacturing. Four key factors made our efforts successful:
- Identifying a specific and focused business problem and goal for the insight required to address the problem
- Getting buy-in from management to “just get started” as opposed to ongoing debate on the potential value
- Employing available technology to gather the data required
- Using analysis to make operational changes, addressing the people side of change as well as the technology
With this success, the company now had a M4.0 foundation on which it could continue building.
A Case Study in Building on the Foundation
This particular application of M4.0 technology can address multiple operational needs and goals around predictive maintenance, quality control, supply chain optimization, and energy efficiency and sustainability.
In a report for the U.S. Department of Energy, the Lawrence Berkeley National Laboratory studied motor systems in the industrial and commercial building sectors. Among the findings: 75% of industrial motor system electricity consumption is attributed to 1-1500 hp motor systems; however, a lack of sufficient data is a major barrier to capturing energy savings potential in these motor systems. With the increasing pressure on mid-market manufacturers to demonstrate their efforts to curb carbon emissions by their customers, energy monitoring and reduction in manufacturing operations benefits both the top-line and bottom-line.
Starting the journey with a focus on energy efficiency often leads to opportunities to use the same technology to derive benefits in other areas. This has been the case for a Fortune 100 food and beverage company. The organization wanted to reduce fuel waste in high-use assets like compressors and boilers, particularly the steam consumption of wort kettles. In this case, lack of machine data and insights prevented the company from addressing this issue effectively.
The company wanted to pilot a program that allowed real-time AI industrial optimization techniques to improve energy consumption and efficiency, using a platform that would work in different brewery environments. The focus of the pilot project centered around using the SORBA.ai platform to connect the following energy and fluids functions (machine profiles):
- Compressors (ammonia and air) and condensers
- Boilers (biofuel and natural gas), filtration skids, and wort kettles
- Heat exchangers, cooling towers, HVAC equipment, and co-gen turbine engines
The goal for the AI was to optimize performance and improve machine efficiencies, which directly correlates to a reduction in energy consumption. The AI allowed the company to autonomously draw and analyze real-time data to produce insights for optimizing the control of equipment use.
In conjunction, the company equipped 200+ front-line AI users — including developers, engineers, operators, and consultants — with enhanced skills and digital tools to abstract insight, use it to optimize operations, and sustain that performance over time.
“Starting the journey with a focus on energy efficiency often leads to opportunities to use the same technology to derive benefits in other areas.”
The pilot project reduced fuel and electricity consumption by 5-10%, translating to $100,000 in annual savings per facility/per two use cases—generating a 5x return on investment in less than two years.
More significantly, what started as an energy efficiency project has today grown to include use cases and benefits in other parts of the business:
- Offset of carbon emissions per ton reporting, validated by Department of Energy audits.
- Production capacity increases. By using the same AI technology to optimize control of filtration skids, the company removed capacity constraints, maximizing material flow. As a result, it was able to produce hundreds more barrels of product per specialized membrane filter machine, per production run. This increased production throughput equates to a forecasted gain of $50 million in revenue realized over five years.
- Supply chain optimization. The company reduced technical debt (custom models, rework, data integration) across the supply chain by 33% from raw material (harvested grains) to packaging (bottled and shipped product).
- Quality control. An ancillary benefit of reducing energy through AI process optimization technology helped quality control technicians responsible for the wort kettle process analyze random batch samples and reduce protein coagulation in real-time.
Build the Foundation while Building the Future
Connecting equipment and leveraging machine data is a great way to begin building the foundation for smart manufacturing, and move in the direction of robust strategy around advanced capabilities such as digital twin or simulation. It also helps the organization increase M4.0 maturity, as people learn to use insight and optimize operations.
If you’re struggling with where to focus effort or even where to begin, you aren’t alone. A good way to establish and build momentum is to focus on connecting equipment to gather and use data. Find a use case. Use available technology to connect equipment and gather data. Then analyze the data, learn, apply what you’ve learned, and repeat. As you do, you’ll see the momentum begin to build as the data leads you. M
About the authors:

Randal Kenworthy is Senior Partner, Consumer & Industrial Products at West Monroe

Kris Slozak is Director, Consumer & Industrial Products at West Monroe

AJ Alexander is Managing Director at Sorba.ai