Manufacturing Leadership Council Announces Finalists for the 2026 Manufacturing Leadership Awards
Washington, D.C. – The Manufacturing Leadership Council, the digital transformation division of the National Association of Manufacturers, today announced the finalists for the 2026 Manufacturing Leadership Awards, honoring world-class manufacturers and individual leaders for outstanding achievements in digital transformation. In addition, MLC unveiled the 2026 Partners in Collaborative Innovation, which recognizes technology and consulting organizations that play a vital role in advancing Manufacturing 4.0 throughout the industry.
The 2026 Manufacturing Leadership Awards finalists represent excellence across nine project categories and two individual categories, reflecting the breadth, depth and momentum of digital innovation underway throughout the manufacturing sector. A complete list of finalists is available here.
“In an era defined by rapid technological change and continued business uncertainty, manufacturers are demonstrating that digital transformation remains a powerful driver of resilience, competitiveness and long-term growth,” said David R. Brousell, founder, vice president and executive director of the Manufacturing Leadership Council. “The 2026 finalists showcase the ingenuity, leadership and strategic vision that are shaping the future of manufacturing, and we are proud to recognize their accomplishments.”
Category winners will be announced at the Manufacturing Leadership Awards Gala on June 24, 2026, at the Fairmont Princess in Scottsdale, Arizona. In addition to category winners, the gala will also recognize recipients of the Future of Manufacturing Award, Small/Medium Enterprise Manufacturer of the Year, Large Enterprise Manufacturer of the Year and Manufacturing Leader of the Year. The gala takes place at the conclusion of Rethink: Accelerating Digital Transformation in Manufacturing.
“The Manufacturing Leadership Awards continue to evolve alongside the industry, mirroring how manufacturers are applying advanced technologies to transform operations, culture and business models,” said Penelope Brown, senior content director at the Manufacturing Leadership Council and director of the awards program. “This year’s finalists reflect an exceptional level of strategic thinking and execution, underscoring how digital initiatives are delivering real, measurable impact across the manufacturing enterprise.”
In conjunction with the finalist announcement, MLC also named its 2026 Partners in Collaborative Innovation, honoring organizations that support manufacturers on their digital transformation journeys through thought leadership, technology, research and ecosystem-building. These partners play an essential role in fostering collaboration, accelerating innovation and strengthening the broader Manufacturing 4.0 community.
All finalists will be formally recognized on stage during the Manufacturing Leadership Awards Gala. Additional details about the awards program, the gala event and the complete list of finalists and Partners in Collaboration can be found here.
Manufacturing Leadership Council Appoints Ron Castro as Chairman and Will Bonifant as Vice Chairman of Board of Governors
Washington, D.C.—The Manufacturing Leadership Council (MLC), the digital transformation division of the National Association of Manufacturers, today announced the appointment of Ron Castro, Vice President and Chief Supply Chain Officer at IBM, as Chairman of the MLC Board of Governors, and Will Bonifant, Group Vice President and Chief Supply Chain Officer at Hormel Foods, as Vice Chairman.

The MLC Board of Governors is a distinguished advisory body composed of senior manufacturing executives who provide strategic guidance to the Council on its Critical Issues agenda, research initiatives, and programs designed to help manufacturers advance on their Manufacturing 4.0 journeys.
“Ron and Will bring exceptional leadership experience, deep operational expertise and a strong commitment to advancing digital transformation in manufacturing,” said David R. Brousell, Founder, Executive Director and Vice President of the Manufacturing Leadership Council. “Their perspectives will be invaluable as the MLC continues to help manufacturing leaders navigate an increasingly complex and technology-driven environment.”
As Chairman, Castro will help guide the strategic direction of the MLC at a time when manufacturers are accelerating the adoption of advanced technologies across operations and supply chains. At IBM, Castro leads global supply chain operations and has been instrumental in driving the development of an end-to-end, AI-enabled supply chain that integrates advanced analytics, automation and cognitive technologies to improve performance, resilience and decision-making.

“It is an honor to serve as Chairman of the Manufacturing Leadership Council Board of Governors,” said Castro. “The MLC plays a critical role in bringing manufacturing leaders together to share insights, challenge conventional thinking and accelerate progress toward Manufacturing 4.0. I look forward to working closely with the Board and the MLC leadership team to further strengthen the Council’s impact across the industry.”
Bonifant, as Vice Chairman, brings extensive global supply chain and operations leadership experience spanning food and consumer packaged goods manufacturing, engineering, strategy and organizational transformation. In his role at Hormel Foods, Bonifant oversees the company’s global supply chain, including procurement, manufacturing, planning, logistics, engineering and supply chain innovation. Prior to joining Hormel Foods, he held senior supply chain leadership roles at The Hershey Company and earlier served as a management consultant and U.S. Navy officer.
“I’m honored to take on the role of Vice Chairman of the MLC Board of Governors,” said Bonifant. “The Council’s focus on the intersection of technology, leadership and operations is more important than ever, and I look forward to contributing to its mission of helping manufacturers build more agile, resilient and digitally enabled enterprises.”
The Manufacturing Leadership Council is the nation’s foremost executive leadership organization dedicated exclusively to digital transformation in manufacturing. Through research, events, peer networking and thought leadership, the MLC helps manufacturing executives understand and act on the technological, organizational and leadership dimensions of Manufacturing 4.0.
Survey: GenAI Adoption Surges In Manufacturing

MLC’s new Industrial AI survey also shows that 61% believe that AI will be a game-changer for the industry by 2030.
![]()
KEY TAKEAWAYS:
● 90% of manufacturers surveyed say they will increase generative AI usage in the next two years. Similar growth is expected for traditional AI tools.
● 67% say their companies now have a corporate AI strategy.
● But manufacturers are at an early stage on the maturity curve in their use of all types of AI systems.
Manufacturers are embracing artificial intelligence technologies aggressively and are now widely deploying generative AI tools such as ChatGPT in many facets of operations.
At the same time, older AI technologies such as statistical analysis and business intelligence products are also slated for increased adoption in the years ahead.
But even as the AI wave builds in manufacturing, most manufacturers say they are at an early level of maturity in their use of AI software as they struggle with data quality and workforce skills issues and anticipate reductions in headcount as a result of AI adoption.
These are some of the key findings of the Manufacturing Leadership Council’s new survey on Industrial AI. The survey covered the status of generative AI and traditional AI tool adoption; manufacturers’ strategies with AI and how they are organizing around the AI opportunity; expected benefits, challenges and impact of AI; and what the future may hold with the technology.
Status of GenAI
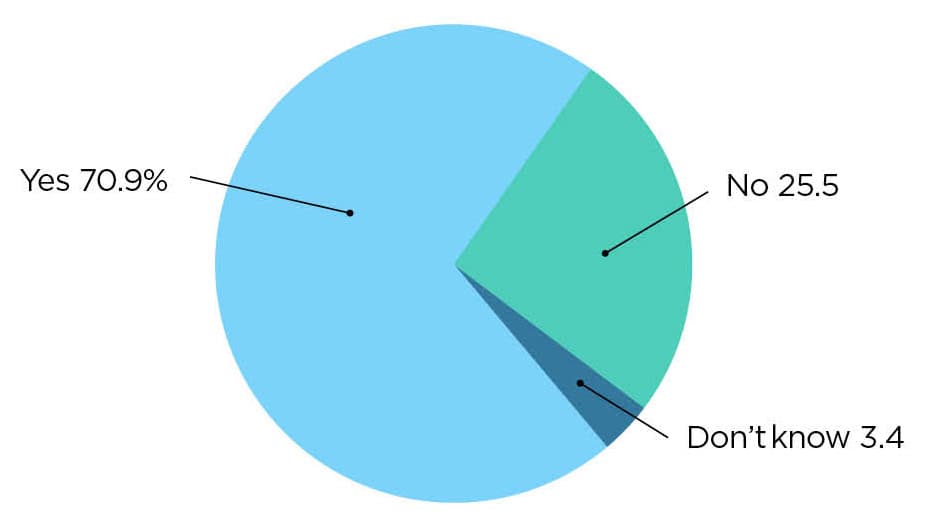
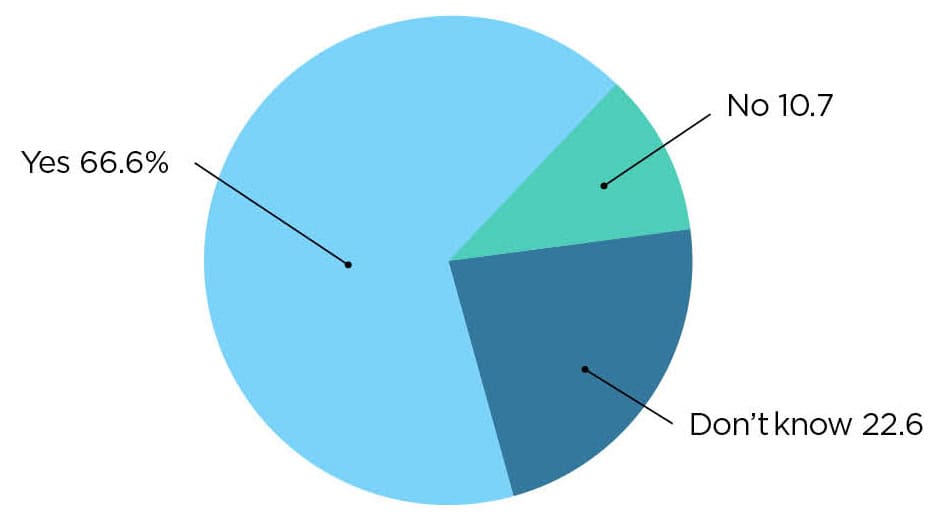
Today, more than 70% of manufacturers surveyed say they are currently using generative AI products such as OpenAI’s ChatGPT and Microsoft’s Copilot (Q1). This finding is up more than 24 points since MLC’s last general AI survey in 2024, when 46% said they were already using the technology.
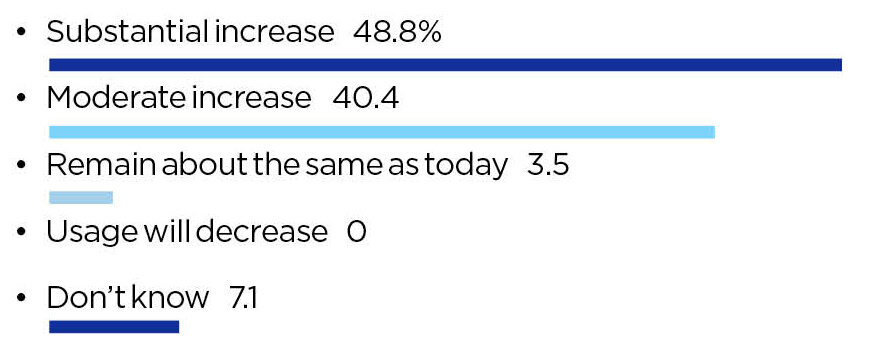
Even more impressive is that nearly 90% of those taking this year’s survey said they would increase generative AI usage in the next two years, with nearly 49% indicating a “substantial” increase (Q2), up from 35% in 2024.
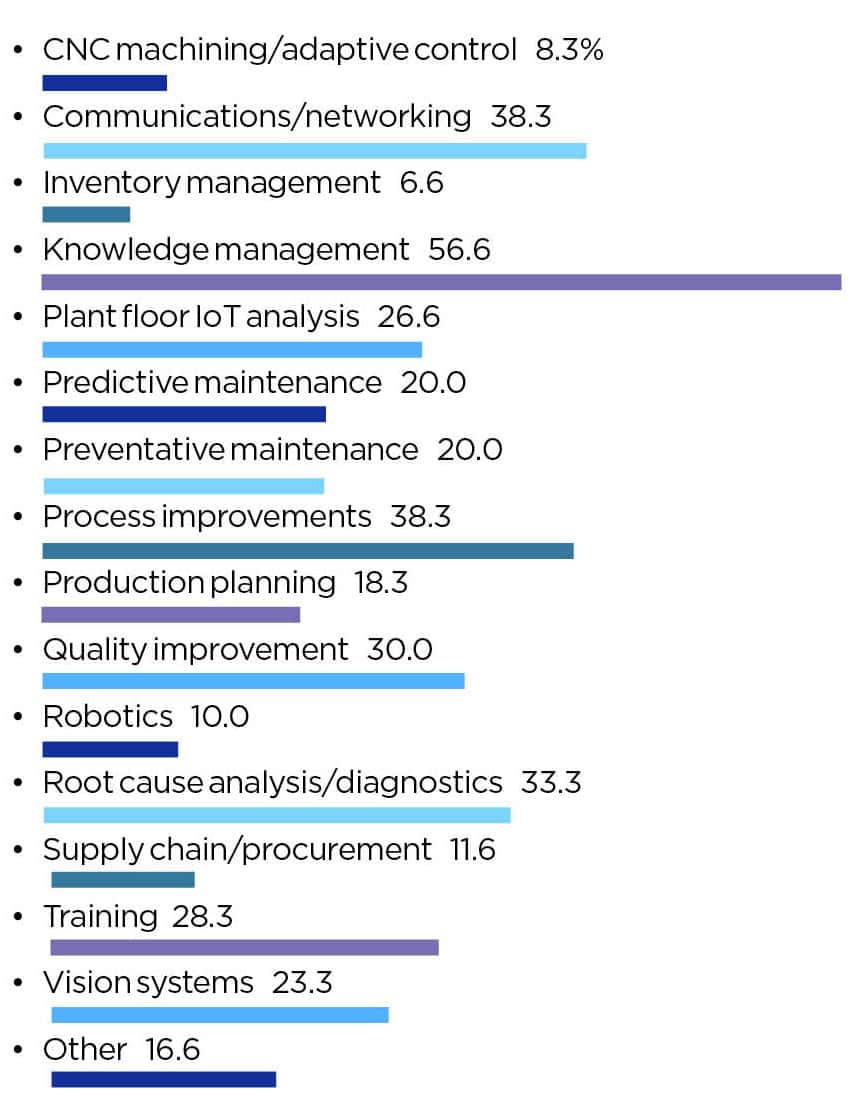
Interestingly, manufacturers are applying GenAI in many operational functions. Across 15 operational functions surveyed, double digit responses were collected in almost every category, with knowledge management, process improvements and root cause analysis/diagnostics leading the pack (Q3).
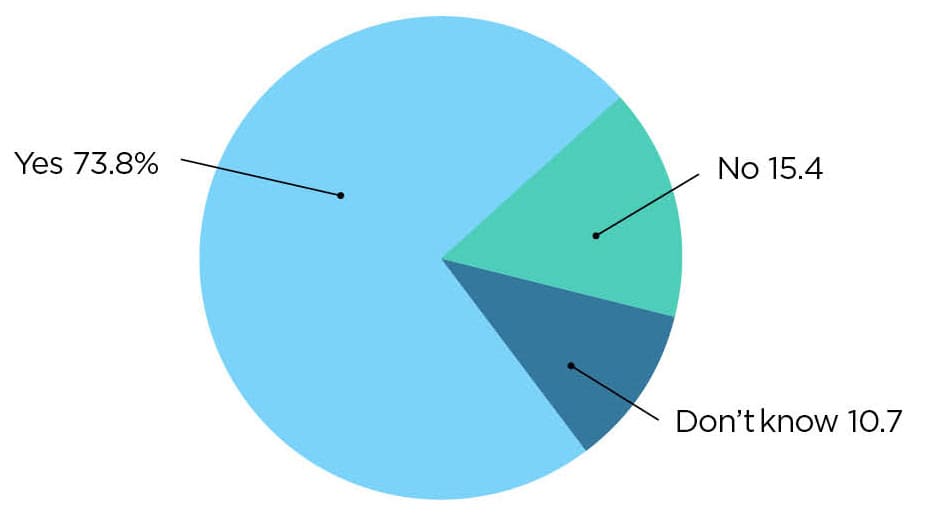
Importantly, governance over GenAI has clearly surged. Nearly three quarters of respondents this year, 73.8%, say they are selecting GenAI tools pursuant to a corporate policy (Q4), up substantially from the 52.7% who said such a policy was in place in 2024.
Looking ahead to the use of other, advanced forms of AI, 66% of respondents say they are either currently using or plan to use agentic AI tools in their manufacturing operations(Q5). Agentic AI systems are capable of autonomous decision making.
1. A Strong Majority Now Using GenAI Tools
Q: Are you currently using GenAI tools such as ChatGPT or Microsoft Copilot in manufacturing operations? (Select one)
2. Nearly 90% Plan to Increase GenAI Usage in Next Two Years
Q: What are your plans for GenAI tools in the next two years? (Select one)
3. Broad Use of GenAI Across Operational Functions
Q: In which areas have you implemented generative AI? (Select all that apply)
4. Strong Majority Has a GenAI Corporate Policy
Q: Has your company established a corporate policy on the selection and use of GenAI tools? (Select one)
5. Wave Seen for Agentic AI Tools
Q: Is your organization using or planning to use agentic AI tools in manufacturing operations? (Select one)
Overall AI Usage and Maturity Levels
AI has not only captured the imagination of manufacturers but also, evidently, their pocketbooks.
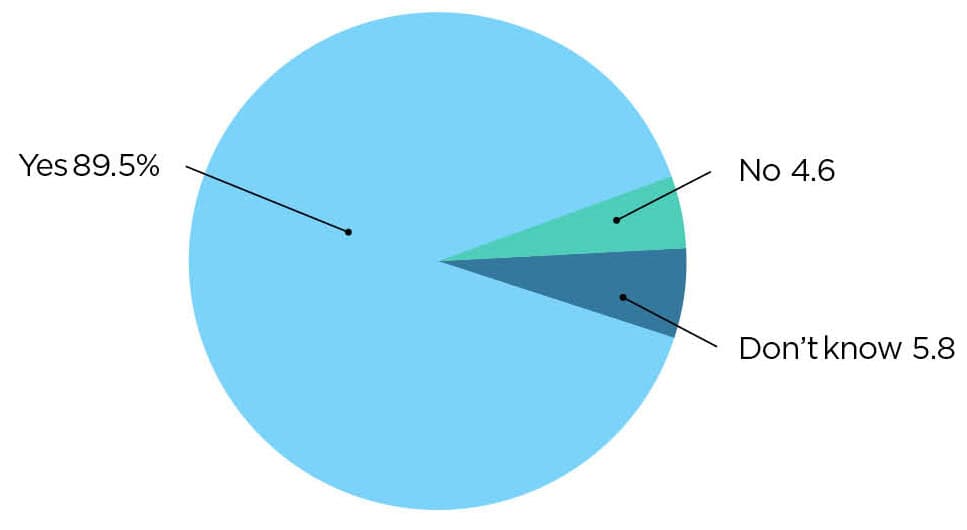
When asked about spending plans on all types of AI tools over the next two years, 89.5% of respondents said they are planning to spend more (Q6), compared with 78% saying so in 2024. Nearly one-quarter say that spending increases will amount to more than 30%.
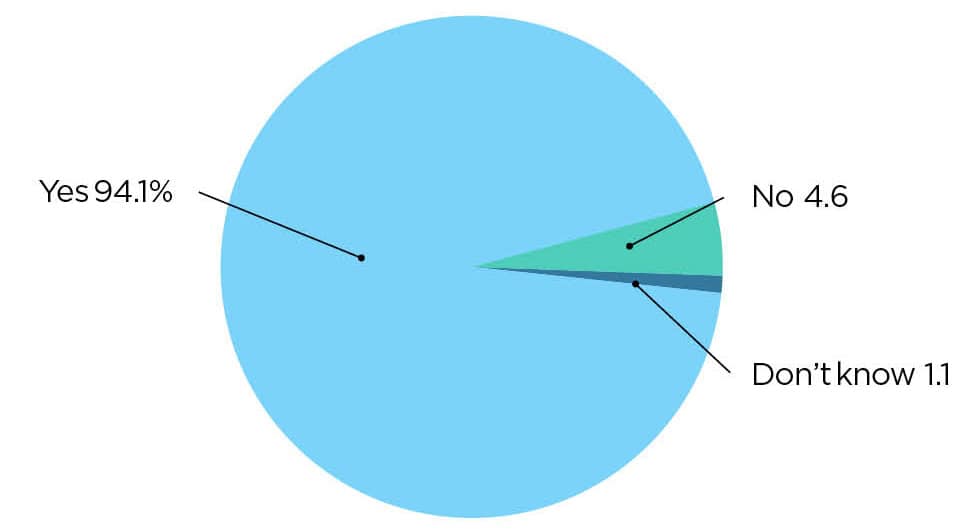
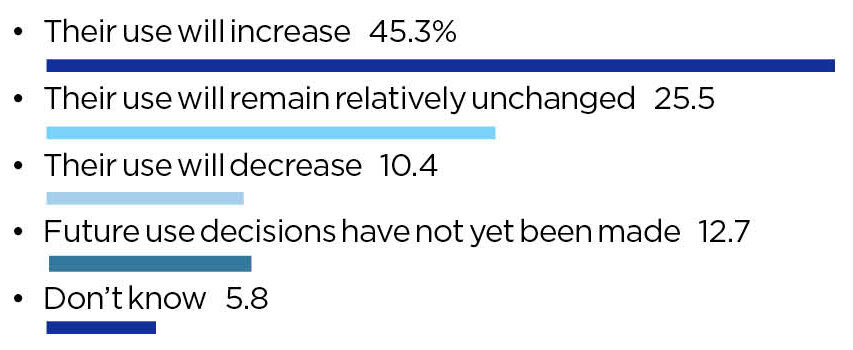
Use of traditional AI tools, such as statistical analysis, business intelligence and so-called power BI programs, has reached near universal proportions (Q7). This is not surprising given that nearly half of respondents have been using these tools for seven years or more. But the embrace of these tools will grow even tighter over the next two years, as 45% of respondents indicated their usage will increase in that timeframe (Q8).
But adoption, implementation and use don’t necessarily translate quickly into using these tools optimally. That takes time, education and training, and practice. As the survey indicates, the maturity curve is steep, and most manufacturers are in an uphill climb.
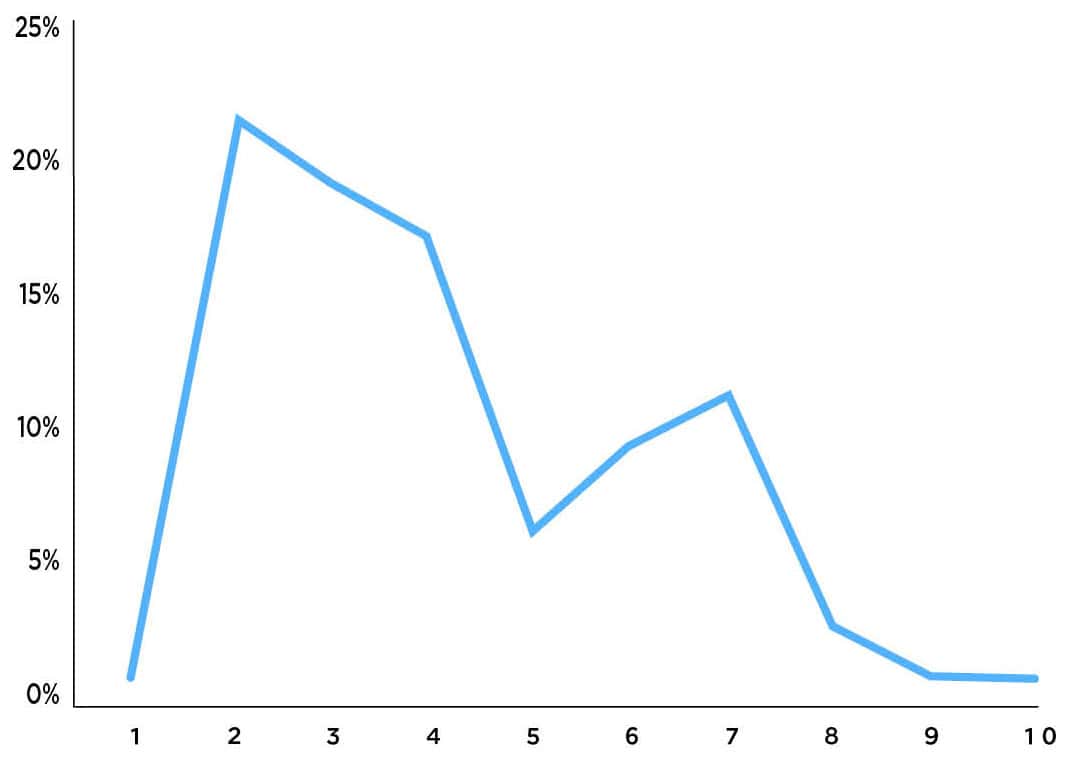
When asked to rate the maturity level of all AI usage in their manufacturing operations using a scale of one to 10, with 10 being the highest level of maturity, more than 75% of respondents placed themselves at below five on the scale (Q9). And when looked at through the 15 functional areas identified in the survey, the finding was reinforced—very few functional applications of AI are considered to be in an advanced state (Q10).
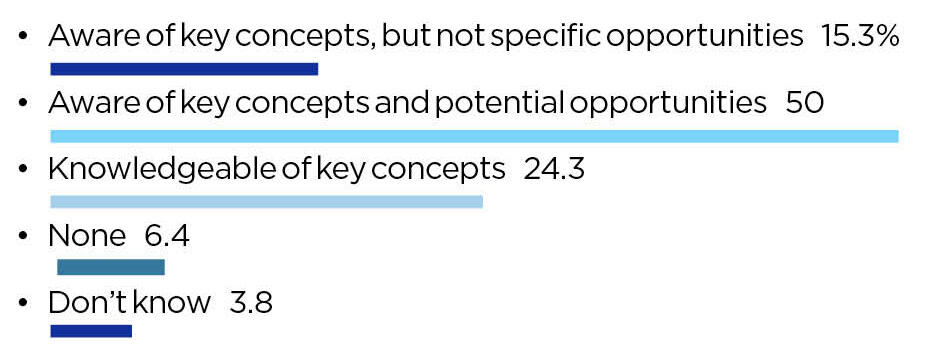
No doubt maturity levels are tied to knowledge and experience with AI, which MLC calls digital acumen. On this score, half of respondents, 50%, say their senior leadership team is aware of key AI concepts and potential opportunities with the technology (Q11).
6. Vast Majority Plan AI Spending Increases in Next 2 Years
Q: Does your company plan to increase spending on all types of AI tools in the next 12 to 24 months? (Select one)
7. Near Ubiquity in Use of Traditional AI Tools
Q: Has your company been using traditional tools such as statistical analysis products, business intelligence or so-called power BI software to analyze data from operations? (Select one)
8. Traditional AI Tools Slated for Greater Use in Next Two Years
Q: What are your plans for these tools in the next two years? (Select one)
9. More than 75% Indicate a Low Level of AI Maturity
Q: Overall, how would you characterize the present maturity of artificial intelligence usage in your company’s manufacturing operations? (Scale of 0-10, with 10 being the highest level of maturity)
10. Few AI Application Areas Are in an Advanced State
Q: How would you characterize the state of AI adoption in the following application areas in your factories and plants? (Select early, moderate or advanced for each)

11. Leaders Are Aware of AI Concepts, Opportunities
Q: What level of AI acumen does your senior leadership team have? (Select one)
AI Strategy and Organization
How well organized are manufacturers around the AI opportunity?
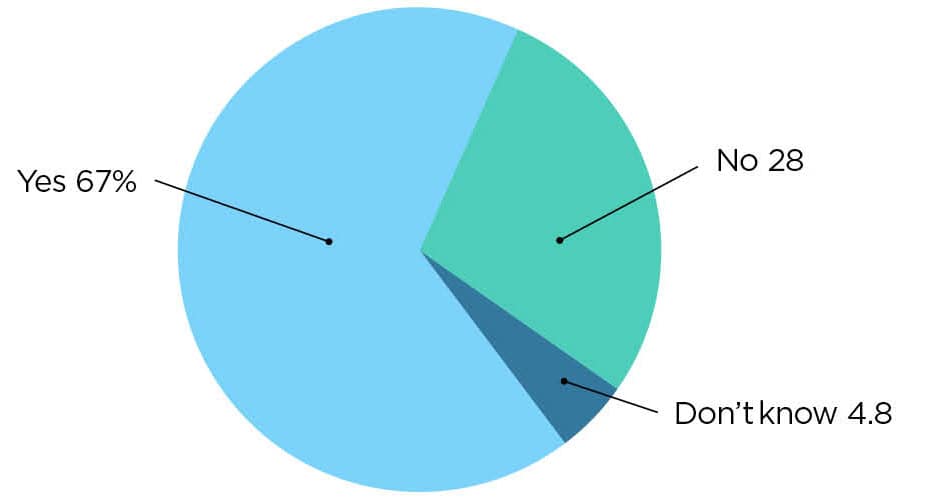
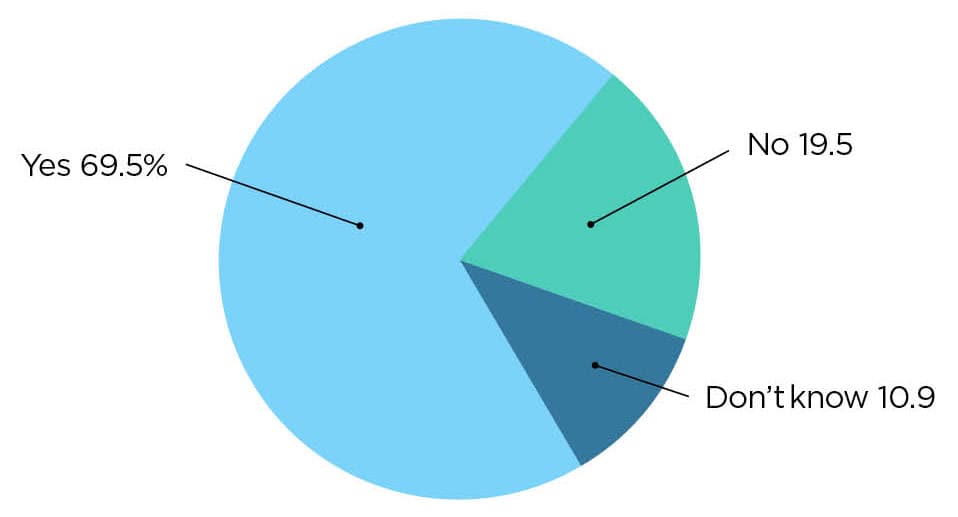
Overall, it appears that manufacturers are indeed doing a better job of getting their ducks in line for AI than they were just two years ago. Today, 67% say their companies have a corporate AI strategy (Q12). That’s up from 51% saying so in 2024.
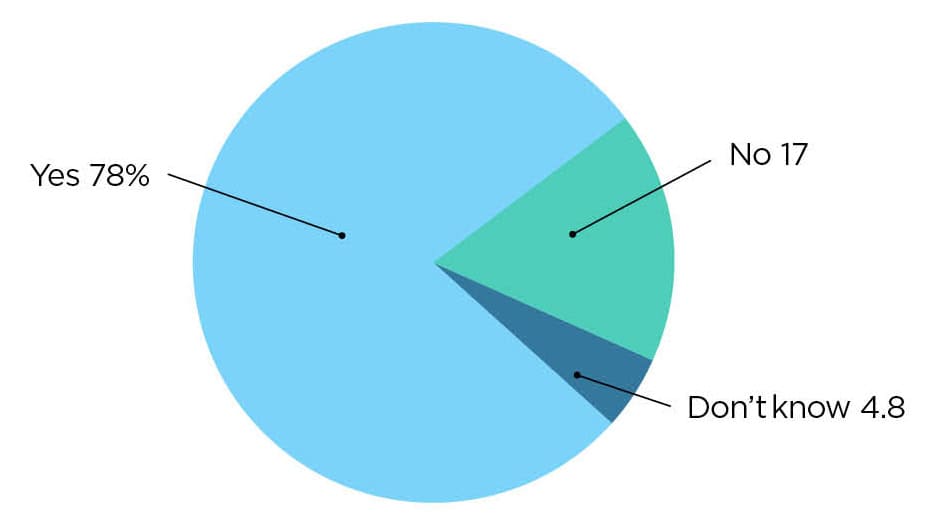
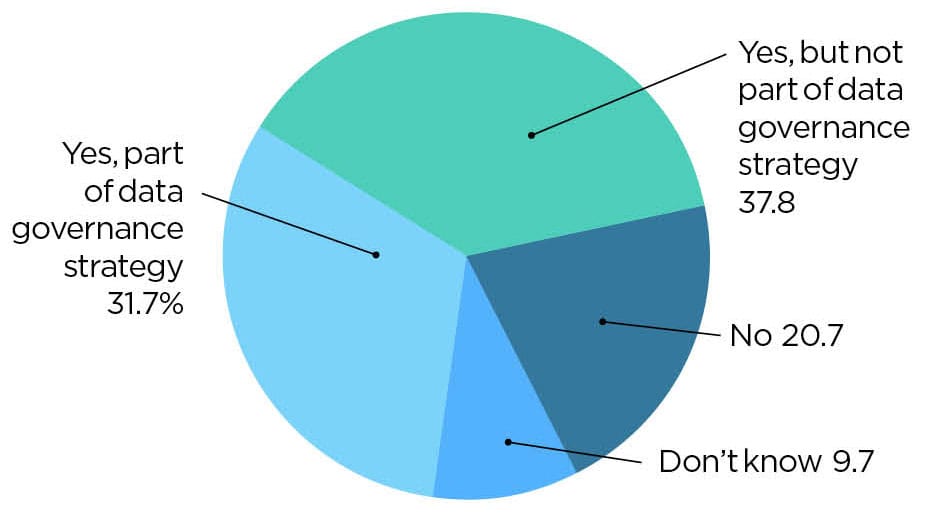
Strong majorities indicate that their AI strategies are linked to their companies’ digital transformation initiatives and business strategies (Q13,14). But there is considerably less linkage between AI strategy and data governance strategy, with only 31.7% saying the link between the two exists in their companies (Q15).
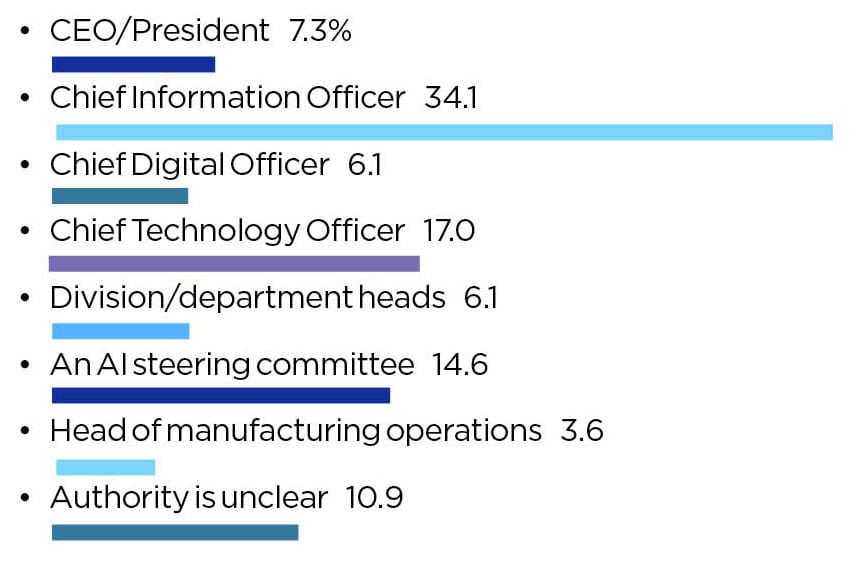
An area probed in this and in past surveys that remains perplexing is who or what department is in charge of AI initiatives. Over the years, including in the 2024 survey, the finding has been that authority is diffused among a battery of chiefs (CIOs, Chief Digital Officers, Chief Technology Officers), departments and committees.
This dynamic seems to still be in place. This year, the CIO is the most often cited authority, garnering 34% of respondents, up from 21% in 2024 (Q16). This may be a hopeful sign that greater clarity of organizational responsibility for AI is emerging, but the issue may persist as the cross-functional impact of AI plays out within companies.
12. Most Say They Have a Corporate AI Strategy
Q: Does your company have a corporate AI strategy? (Select one)
13. Clear Linkage Between AI and Digital Transformation
Q: Are your AI initiatives within manufacturing operations part of a larger digital transformation strategy for your company? (Select one)
14. Most Also Say that AI and Business Strategy Are Aligned
Q: Is your AI strategy linked to your company’s overall business strategy? (Select one)
15. Mixed Finding on AI/Data Strategy
Q: Do you have an AI governance strategy / process? Is it part of your data governance strategy or separate? (Select one)
16. AI Authority Remains Diffused
Q: Organizationally, who or what department is in charge of AI initiatives in your company? (Select one)
Expected Benefits and Impact of AI
As might be expected, aspirations regarding AI tend to be high, but certain common threads are evident when looked at through the lenses of expected business, operational and supply chain benefits.
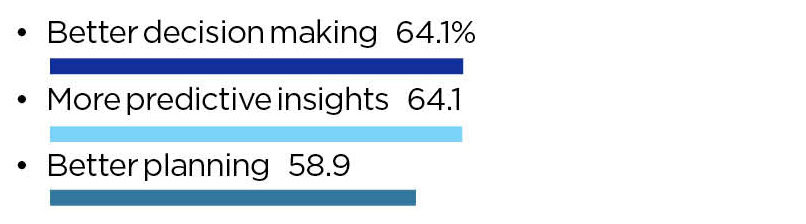
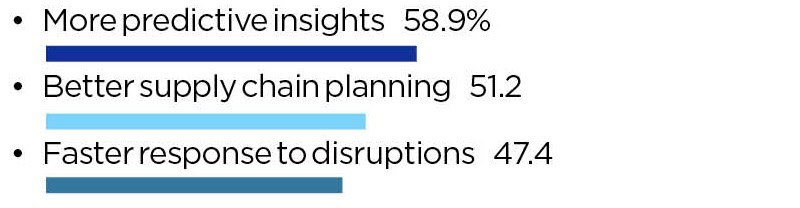
These common threads include more predictive insights, better decision making and responsiveness. For example, more predictive insights were among the top three desired business benefits cited by respondents across all three areas surveyed (Qs 17,18,19).
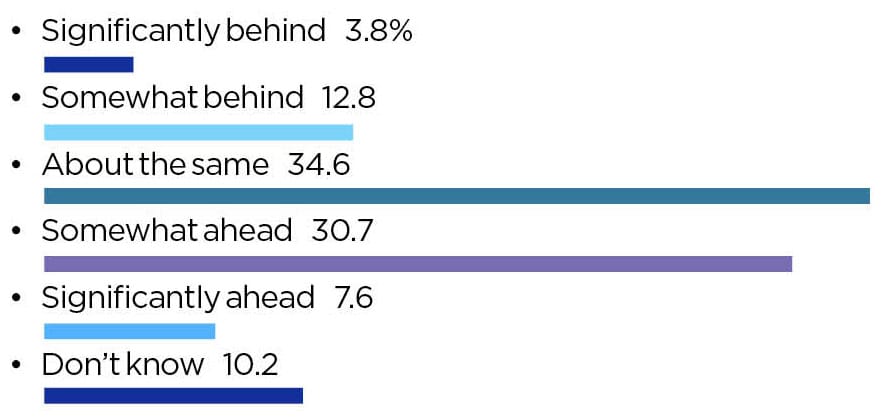
Regarding AI’s impact on competitiveness, about 38% of respondents believe that their company’s use of AI is ahead of key competitors, but a large share, 34%, think they are in the same boat with other companies (Q20). This finding should be viewed as somewhat speculative given that half of respondents admit that they don’t have a specific set of metrics in place to measure the effectiveness and impact of AI in operations (Q21).
17. Top 3 Desired Business Benefits from AI
Q: How would you assess the potential business benefits of AI in your company? (top 3 by highest potential)
18. Top 3 Desired Operational Benefits from AI
Q: How would you assess the potential benefits of AI in manufacturing operations? (Top 3 by highest potential)

19. Top 3 Desired Supply Chain Benefits from AI
Q: How would you assess the potential benefits of AI in your company’s supply chain? (Top 3 by highest potential)
20. More than One-Third Believe They Are Ahead of Competitors in AI
Q: Compared to your key competitors, how would you rate your organization’s current use of AI? (Select one)
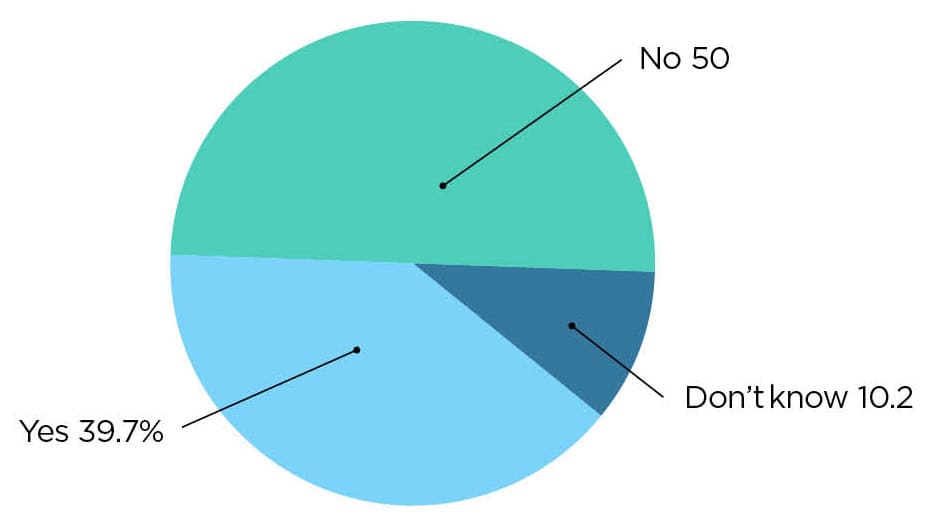
21. Half Still Do Not Have AI Metrics
Q: Do you have a specific set of metrics to measure the effectiveness and impact of AI implementations in operations? (Select one)
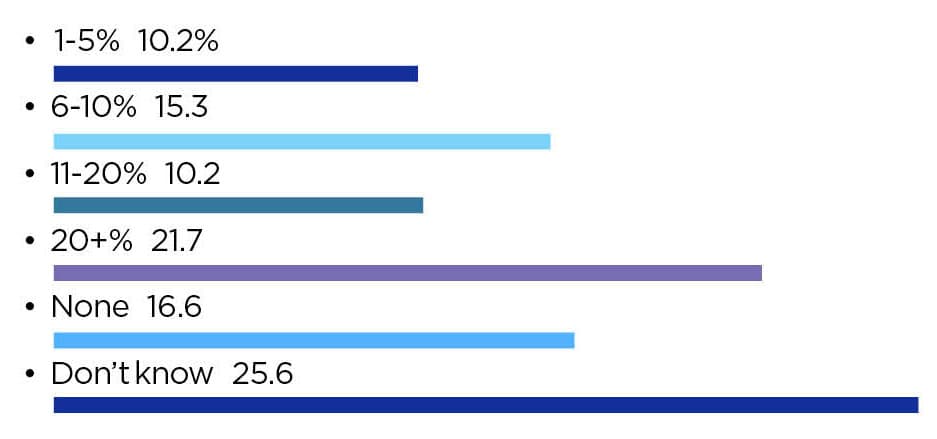
AI’s Impact on the Workforce
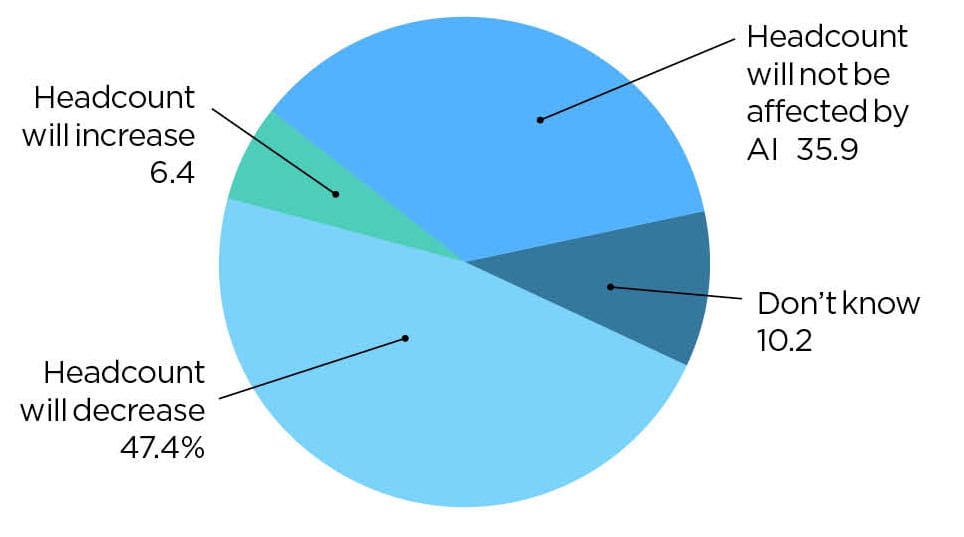
This year, manufacturers are anticipating a more pronounced impact from AI on their workforce levels than they were two years ago. When asked what impact AI will have on their factory/plant workforce headcount by 2030, 47.4% of respondents said they expect headcount to decrease (Q22), compared with 36% in 2024. The percentage of those expecting that headcount will not be affected by AI dropped to 35.9% this year, from 47% two years ago.
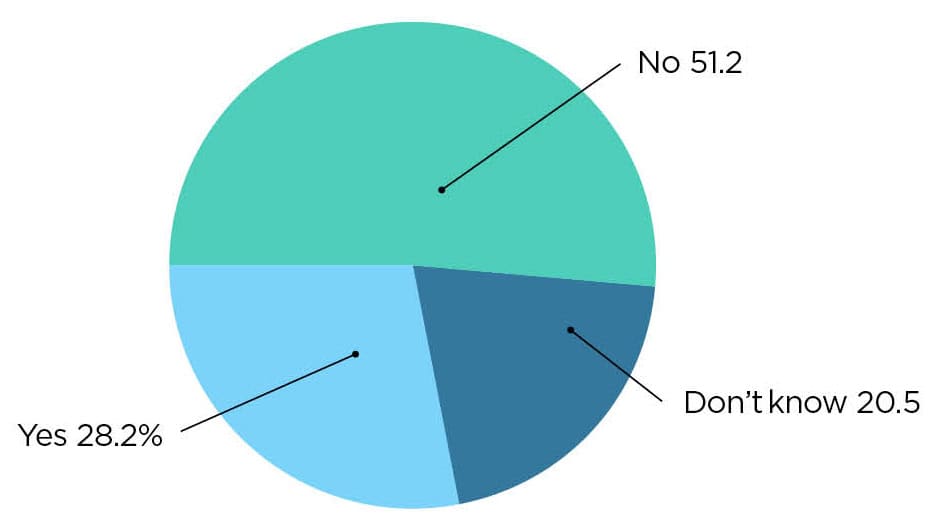
However, a majority, 57.4%, expect that those workers affected by AI will be re-trained or re-assigned to other jobs in their companies (Q23). What’s potentially troublesome about this finding, though, is that 51.2% say their company doesn’t have a dedicated budget for AI training and education (Q24).
22. More See Headcount Reductions Coming Due to AI
Q: What impact do you think AI will have on your factory/plant workforce headcount by 2030? (Select one)
23. Retraining/Reassignment Seen by a Majority
Q: If you expect some workforce displacement by AI, what percentage of those displaced do you expect to be retrained or reassigned? (Select one)
24. Most Do Not Have a Budget for AI Training
Q: Does your company have a dedicated budget for AI training and education? (Select one)
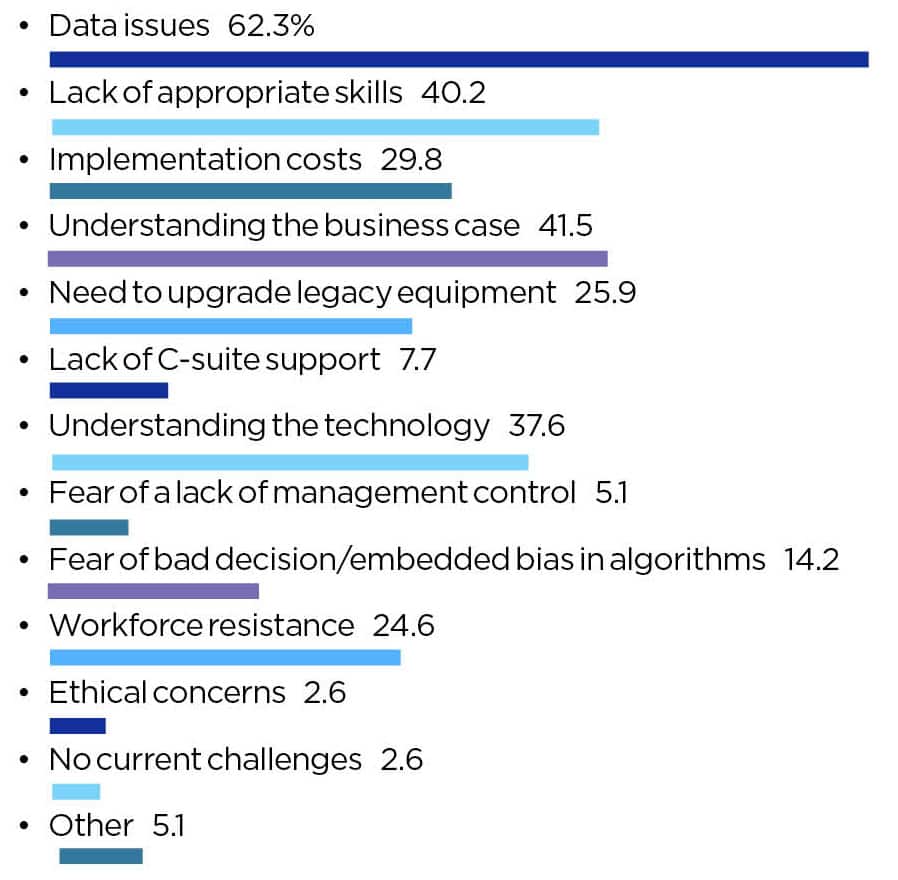
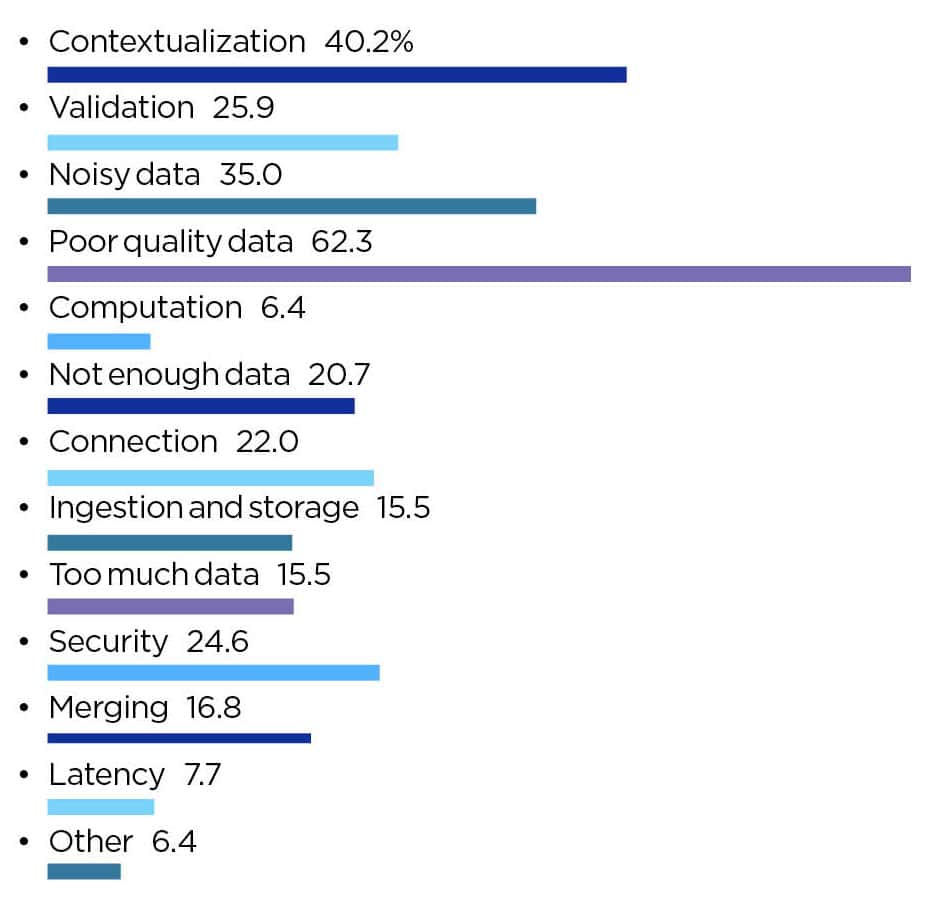
Challenges to AI Adoption
By a wide margin, data issues, including poor quality data and contextualization problems, continue to dominate challenges with AI adoption. Although the finding on data this year dipped slightly to 63.2%, from 68.2% in 2024, it still is more than 20 points ahead of the second biggest challenge—lack of appropriate skills in the workforce (Q25, 27).
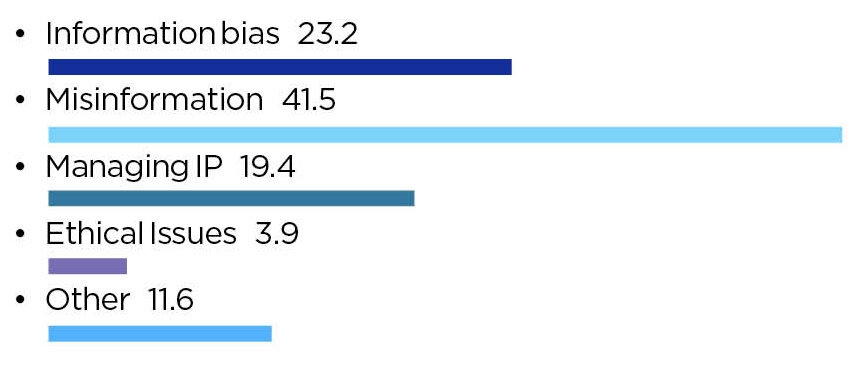
In assessing risks in using AI, respondents cited misinformation and information bias at the top of their list of concerns (Q26).
25. Data Issues Are by Far the Biggest Challenge With AI
Q: What do you see as the biggest challenges to AI adoption and use in operations? (Select top 3)
26. Misinformation is Seen as Biggest Risk
Q: What do you see as the most significant risk in using AI? (Select one)
27. Poor Quality Data is Biggest Concern in Operations
Q: What areas of working with AI-related data from operations are proving most challenging? (Select top 3)
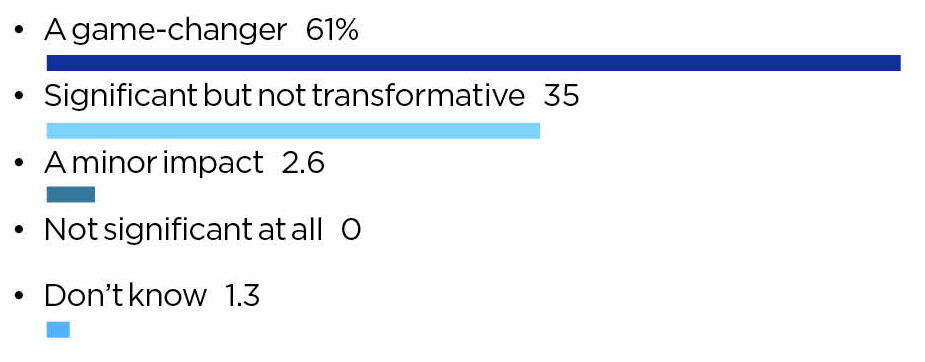
Future Impact of AI
At the end of the day, just how significant of an impact do manufacturers think AI will have on the industry in the future? The question is important because it will drive behavior with the technology. If you don’t catch the wave, you could be drowned by it.
But manufacturers are becoming more convinced than ever that AI will be a “game-changer” for the industry and for them, with 61% of respondents in this camp, up from 55% in 2024 (Q28).
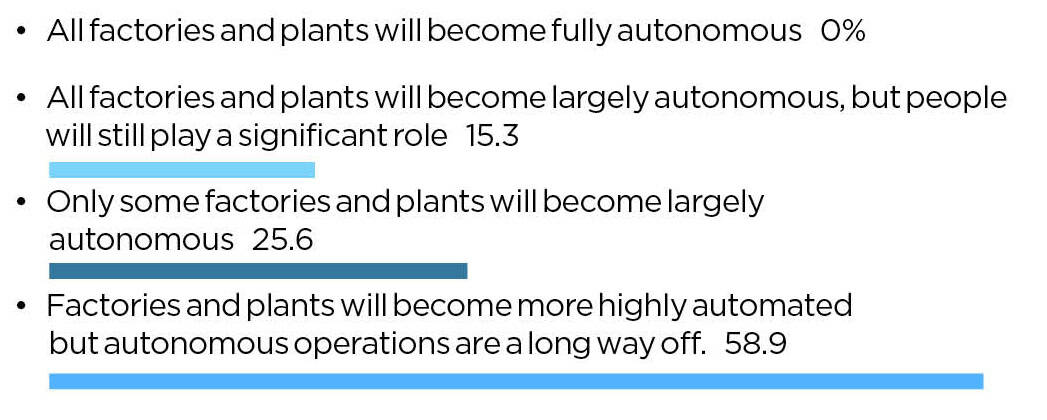
And what’s the end game in terms of the future state of factories and plants by 2030? Although no one expects that all of their factories and plants will become fully autonomous by that time, 40%, according to this year’s survey, expect some degree of autonomy to take hold in the years ahead (Q29). M
28. Solid Majority Sees AI as a ‘Game-Changer’ by 2030
Q: Ultimately, how significant an impact will AI have on the industry by 2030 and beyond? (select one)
29. 40% See Some Degree of Autonomy in the Future
Q: What statement would best describe your expectation about the future state of factories and plants as a result of the use of AI by 2030? (Select one)
About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council
From Smart Factory to Smart Enterprise

As manufacturers digitize production, gaps in data, workforce readiness and commercial processes threaten to limit smart factory ROI.
![]()
TAKEAWAYS:
● Digital transformation in manufacturing is advancing in production and supply chain functions, but full value chain integration remains overlooked.
● Data maturity is a primary constraint preventing manufacturers from scaling smart factory investments.
● Workforce transitions are accelerating the need to digitize product knowledge, not just automate the factory floor.
Manufacturers are investing heavily in digital production. Smart factories are advancing, with connected equipment, workflow automation, and real-time performance monitoring becoming standard across many operations.
Survey data from Tacton’s State of Manufacturing report, with more than 200 global manufacturing respondents, shows that digital transformation is now a deliberate, long-term priority. Companies are modernizing supply chains, engineering workflows and production systems with clear intent. But the research also highlights a gap: while factory-level capabilities are improving, enterprise-wide integration is still uneven.
As digital production matures, the question evolves. The next phase of Manufacturing 4.0 goes beyond smarter machines to turning smart factories into smart enterprises—connecting production systems, data infrastructure and cross-functional processes so that automation delivers coordinated, enterprise-level performance.
Operational Discipline Is Reshaping Priorities
To understand where integration is breaking down, it helps to look at where manufacturers are concentrating their digital initiatives.
Across the survey data, one pattern stays consistent: manufacturers are prioritizing operational stability over expansion.
Supply chain optimization is the most consistent concern across the sector. Workflow automation and engineering efficiency closely follow.
![]()
Efficiency is foundational to leading the market. This includes reducing errors, cutting costs and improving product quality. Driving revenue growth remains important, but it has slipped in priority compared to earlier years.
There is a broader mindset change. Rather than chasing rapid expansion, many organizations are strengthening core processes first by stabilizing production, standardizing workflows and improving cross-functional coordination.
There is also notable alignment across departments around reducing rework and errors, not only within production, but across engineering and sales processes, as well. Manufacturers signal growing recognition that operational performance does not stop at the factory door. Configuration decisions, pricing accuracy and process consistency upstream directly influence downstream efficiency.
In this sense, smart factory investments are part of a larger recalibration. Manufacturers are building resilience through visibility and automation, but the full benefit depends on eliminating friction across the entire value chain.
This focus on operational discipline is also reshaping how manufacturers approach sustainability.
Sustainability Is Not Just an External Pressure
Sustainability remains strategically important, but its framing is evolving. Rather than positioning it solely as a response to external expectations, manufacturers are embedding sustainability into operational performance, particularly through energy efficiency, waste reduction and process optimization.
Sustainability is becoming less a standalone initiative and more a byproduct of disciplined digital operations. As real-time monitoring and automation improve resource utilization, environmental performance increasingly aligns with cost and productivity goals.
AI Ambition Is Growing, but Readiness Lags
Artificial intelligence is widely seen as a strategic enabler of digital production. Nearly half of manufacturers are exploring AI use cases, yet only 16% report meaningful investment.
Manufacturers lack the data maturity to master AI, not the interest.
More than half of manufacturers still rely on manual reporting methods such as spreadsheets. Integrated analytics remain limited. Without consistent data governance and system connectivity, AI cannot move beyond experimentation.
Smart factory investments are increasingly centered on sensing technologies, connected equipment and real-time performance monitoring. But the value of those capabilities depends on how effectively data flows beyond the production environment.
As digital production matures, the priority shifts from deploying advanced tools to strengthening the data foundation beneath them. AI maturity follows data maturity—not the other way around.
The next phase of digital production requires closing these loops so that insights from the factory floor inform upstream planning and downstream customer commitments in real time.
A Commercial Blind Spot Impacts Operations
One of the more telling findings in the research is where transformation influence resides. IT, production, finance and executive leadership dominate digital initiatives. Go-to-market teams hold limited influence.
This matters more than it may appear.
As factories become more automated and product portfolios more configurable, quoting complexity increases. Yet 43% of manufacturers still rely on manual processes. Seventy-nine percent report recurring issues with quote quality.
The tension between speed and accuracy creates production consequences: engineering rework, production delays, margin erosion and customer frustration.
Operational excellence on the shop floor can be undermined by inconsistent processes upstream.
If smart factories are designed to eliminate variability in production, the same discipline must eventually extend to configuration logic, pricing rules and cross-functional workflows.
Workforce Transitions Add Urgency
At the same time manufacturers are modernizing production, they’re facing structural workforce change.
Thirty percent expect at least 16% of their sales and engineering workforce to retire within five years. Fewer than half feel fully prepared.
Much of the knowledge behind complex configurations, pricing decisions and engineering tradeoffs still resides in individuals. Automation has standardized routine tasks on the factory floor, but day-to-day variability (e.g., custom configurations, component substitutions, evolving cost inputs or engineering adjustments) still depends heavily on experienced judgment.
As that expertise exits, risk increases.
Manufacturers can address this by digitizing configuration rules and production constraints. Instead of relying solely on individual experience, teams receive structured guidance: automatic flags when a configuration will cause downstream issues, visibility into margin impact or validated alternatives when components change.
From Smart Factory to Smart Enterprise
Digital transformation in manufacturing is progressing. Investments in supply chain optimization, automation and connected production are already improving productivity and visibility.
But the differentiator is evolving.
As organizations mature, advantage moves from isolated automation to coordinated integration, like linking production constraints to configuration or embedding institutional knowledge into structured workflows. Sustainability, efficiency and profitability increasingly operate under the same data framework.
Manufacturers that approach transformation as a staged maturity journey—strengthening data governance, integrating systems end-to-end, standardizing processes and then layering AI—will see more durable results than those pursuing disconnected digital initiatives. M
About the author:

Klaus Andersen is Chief Executive Officer of Tacton.
Practical AI Steps to Build Smarter Factories in 2026

AI is enabling factories to respond faster to customer demand, adapt to disruption, and operate more profitably.
![]()
TAKEAWAYS:
● Modernize smart factories via digitization; choose technologies based on business outcomes and validate data availability before designing AI solutions.
● Prioritize use cases for business impact, short time‑to‑value, and data availability; target 60–90 day pilots that can scale.
● Embed AI into human operational workflows and governance so intelligence drives actions while people retain accountability and judgment.
In manufacturing across the globe, a consistent theme emerged in 2025: volatility is now an operating condition. Geopolitical friction, supply disruptions, regulatory shifts, and rising customer expectations have combined to make speed, resilience, and real‑time visibility essential. Manufacturers best prepared to absorb disruption had unified data, process automation, and operational transparency, while those hampered by fragmented systems and manual workarounds struggled to respond effectively. While modern factories often conjure up images of physical automation such as robotics and automated lines, digital automation is equally important, with AI taking center stage.
This year, the conversation has shifted from AI experimentation to embedding intelligence and resilience into daily operations and integrating coordinated capabilities into core workflows. Agentic AI is one of the most consequential developments. These systems go beyond providing insights and recommendations by autonomously planning, deciding, and taking actions to achieve a goal.
Principles to Help Pilots Scale
Three practical principles separate pilots that scale from those that stall: business outcome before technology; prioritize for impact, speed, and data; and industrialize with humans in the loop.
1. Business outcome before technology
Successful projects begin with a measurable business problem, such as boosting first‑time service fixes, shortening order‑to‑cash, reducing obsolete inventory, or lowering energy consumption. Define the key performance indicator (KPI) first, then assess whether you have the data required to solve it. If the data isn’t available or trusted, the immediate focus should be data readiness: integration, master‑data remediation, and governance.
Real-life example: A materials‑handling original equipment manufacturer (OEM) used historical service records to predict likely faults on forklifts and provisioned the correct spare parts for field engineers. The result was an approximately 30% increase in first‑time fixes, directly improving margins and customer service through a rapid pilot.
2. Prioritize for impact, speed, and data
Manufacturing is target‑rich for AI. Prioritize use cases using a simple triage:
- Impact: Will solving this issume significantly improve something important to the business—margin, throughput, quality, lead time, or customer service?
- Time‑to‑value: Can a meaningful pilot be delivered within 60–90 days?
- Data: Do you have the data needed to support AI and automation? Prioritize use cases where data readiness exists, even if imperfect, over those requiring time to build a data repository.
Small, fast wins build momentum and confidence.
Real-life example: A mid‑market equipment manufacturer still receives many of its orders via PDF email. Capturing these with optical character recognition (OCR), validating inventory with simple rules, and auto‑confirming when possible produced immediate ROI and relieved customer service teams hours of repetitive work. Adoption was high because it added true value and removed tedious steps.
3. Industrialize with humans in the loop
While we’re moving toward more agentic capabilities, full autonomy entails a long journey to build trust. Frame AI as a “digital co-worker,” reducing cognitive load, surfacing prioritized actions, and allowing people to make final decisions in safety‑critical or high‑risk contexts. Human oversight shortens the trust curve, improves training data, and preserves accountability.
Foundations matter, so integrate before you automate. AI can only scale on a solid digital foundation and only be effective when it has context within the business processes it is acting on. Organizations that invested in integrated platforms connecting machines, logistics, planning, and service are able to activate AI more quickly. Removing data silos turns visibility into recommended actions: predictive inventory shortfalls trigger auto‑replenishment, plans adapt in real time, and exceptions are addressed before they cascade.
A recommended sequence might be: process mining to diagnose variability and bottlenecks first; automate repetitive steps with robotic process automation (RPA); and finally, apply AI for pattern recognition and optimization.
Real-life example: One contract steel manufacturer used process mining to reveal hundreds of return‑handling variations. Process redesign plus automation subsequently delivered measurable improvements in cycle time and cost.
Manufacturers need a pragmatic rollout playbook:
- Diagnose with low‑friction visibility tools (process mining, transaction audits).
- Automate routine, documented tasks first, before adding predictive layers.
- Prioritize AI use cases that can deliver results in 60–90 days with impactful KPIs.
- Keep the human in the loop to build confidence and trust.
- Measure business KPIs and iterate.
2026 is about realizing AI value, not by chasing novelty, but by industrializing proven approaches on solid digital foundations. Start with the business problem, move quickly on high‑value, short‑cycle pilots, keep people at the center, and treat agentic capabilities as workflow amplifiers. That’s how factories become smarter, more adaptive, and more profitable in measurable time.
To learn about how Infor Velocity Suite helps customers achieve sustained business value and more customer use cases, click here. M
About the author:

Andrew Kinder is Senior Vice President Industry Principal for Manufacturing at Infor.
Can AI Agents Catalyze Faster, Smarter Product Design?

AI agents grant product designers faster data access and decision support to reduce rework and enable smarter, more efficient product development.
![]()
TAKEAWAYS:
● AI agents speed product development by automating routine tasks and surfacing cross-system insights, helping teams avoid errors and make more optimized decisions.
● AI agents elevate human judgement rather than replacing it by surfacing relevant options and historical insights for designers to evaluate.
● Organizations that focus on targeted reuse scenarios, strong governance and clear KPIs will be best positioned to capture measurable impact from AI agents.
Manufacturers face a familiar but intensifying challenge: competitive pressure demands greater speed, lower cost and continuous innovation—yet product design cycles aren’t keeping pace. Compounding this, every product iteration now generates exponentially more data, and instead of streamlining decisions, that complexity too often creates more noise than clarity. AI is changing that—not by replacing engineering judgment, but by giving teams the tools to move faster and decide smarter.
The real opportunity for decision enhancement lies not in any single system, but in the connections across all of them. Manufacturers already sit on vast reservoirs of institutional knowledge—embedded in product lifecycle management (PLM) systems, enterprise resource planning (ERP) data, quality records, supplier histories and engineering documentation accumulated over decades. The problem is that this knowledge has historically lived in silos, forcing engineers and product teams to make critical decisions with only a fraction of the relevant context. When AI can surface patterns and relationships across these enterprise systems simultaneously, the nature of the decision itself changes—teams stop reacting to incomplete information and start anticipating outcomes before they occur.
This is where AI agents are beginning to redefine what’s possible in product development. Unlike traditional search or analytics tools, agents can traverse both structured data and unstructured content—think engineering specifications, change orders, inspection reports and supplier emails—inferring connections and similarities that no individual engineer could reasonably track across a complex product portfolio. In practice, this means teams can identify potential quality issues before they propagate, assess manufacturability earlier in the design cycle when changes are least costly, and automate time-consuming but critical tasks like compiling regulatory documentation. The result is less time spent hunting for answers and more time spent acting on them.
AI Agents for Connecting Data to Better Decisions
AI agents are not simply better search tools; they fundamentally change how designers leverage enterprise knowledge and make decisions. They can surface relevant prior designs and approved components, predict quality risks, highlight manufacturability constraints, summarize regulatory requirements and automate routine data compilation.
A few high‑value use cases illustrate the potential:
- Finding previously approved formulations or components that match new design requirements
- Surfacing similar products or variants to accelerate early design concepts
- Predicting quality or manufacturability risks based on historical patterns and design attributes
- Summarizing regulatory requirements and automating administrative, repetitive or retrieval-heavy portions of the design process
- Synthesizing cross-system insights to support faster, more informed design decisions
By reducing time spent navigating systems and reconstructing prior decisions, AI agents shift engineering effort from information retrieval to design evaluation. Rework declines as teams confidently build on proven designs and previous guidance. With faster access to the insights they need, designers are free to explore faster, more broadly, and with more context. As the final judges on design decisions, humans remain in the driver’s seat.
Evolving the Product Development Ecosystem with AI Agents
AI agents don’t replace existing systems or enterprise architecture—they complement PLM, ERP, quality management systems (QMS) and other repositories by connecting information and uncovering insights. Most companies are only beginning to experiment with AI in design workflows. Understanding the path from early pilots to full AI adoption can help companies capture value faster while mitigating risk.
This shift to an AI-assisted design workflow represents a new evolution in PLM maturity:
Figure 1: A new PLM Maturity Model
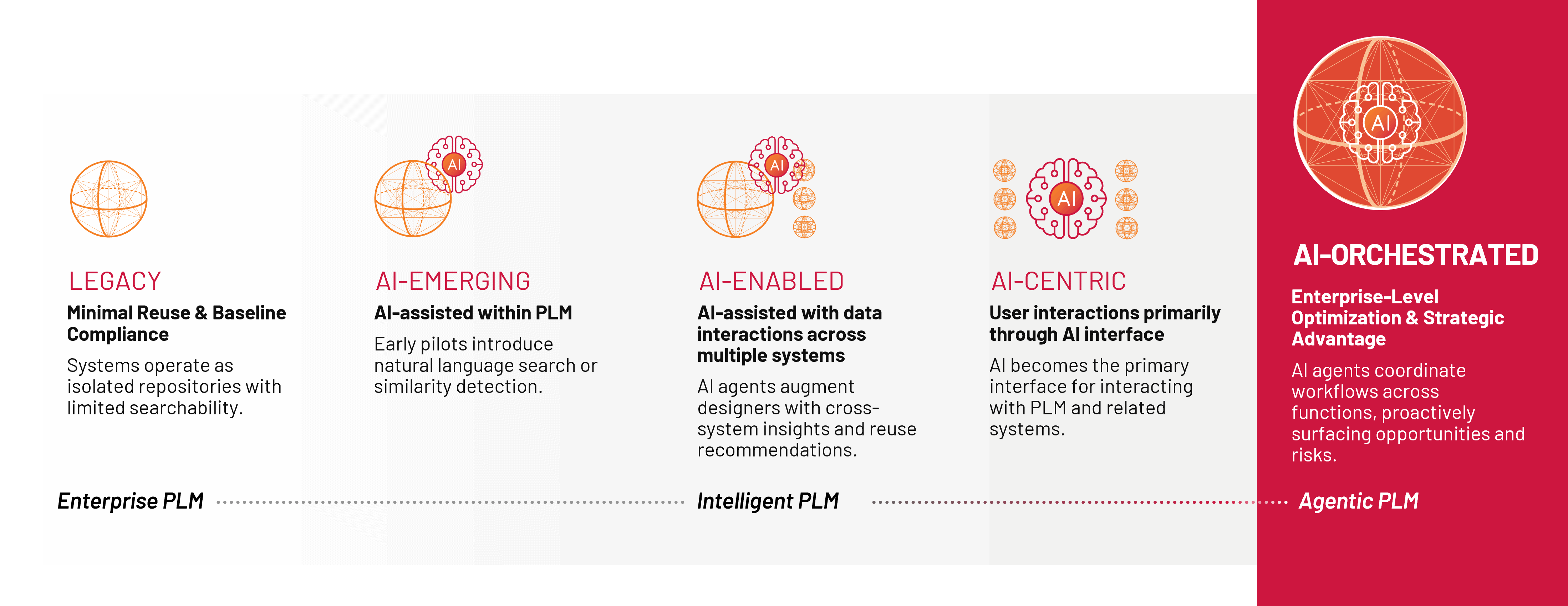
Advancement along this model hinges on both technological and cultural preparedness. Teams must trust the data, understand how AI agents derive conclusions, and provide proper oversight. Transparency and traceability are crucial, especially in regulated sectors. Progressive organizations will view AI agents as collaborative tools that augment human ability, rather than substitute it.
How Manufacturers Can Start the Journey
The most successful manufacturers will follow these steps:
- Diagnose pain points and process inefficiencies
Identify where mistakes are made, where reinvention or repetition is prolific or where you stand the most to gain from more optimized decisions. Define the personas impacted and map information needs from across the enterprise, not just PLM – ERP, MES, QMS, and RIM systems. - Match the right AI capabilities to the right problems
Different challenges require different tools:
a. Generative AI for summarization, interpretation and chat interaction
b. Predictive models to catch errors and forecast the outcome of a decision
c. Prescriptive models to optimize design, such as for cost or manufacturability
d. Retrieval-augmented generation (RAG) for intelligent search across document stores and databases
The goal is not broad AI adoption but targeted solutions that reduce cycle time and rework. - Build a prioritized use case pipeline
Start with narrow, high-value scenarios to demonstrate measurable improvements in speed or rates of reuse. Use early wins as momentum to refine the operating model. - Establish the operating model early
AI agents require continuous improvement, not a one-time implementation. Leaders should build an AI-ready PLM architecture that accounts for governance, data structures and a federated model connecting central AI teams with product design functions. This ensures that AI agents remain accurate, trusted and aligned with business needs.
Future-Looking Product Designers Have AI Assistants
AI agents will not replace product designers—they will amplify their expertise and creativity. But capturing this value requires discipline and cultural readiness; many organizations fall into the trap of “doing AI” without clarity on business value or underestimating the complexity of PLM and adjacent systems. Clear KPIs, strong governance and a focus on real problems—reuse, visibility, cycle time—keep teams grounded in outcomes rather than hype.
Equally important, leaders must help culture evolve alongside new technologies. Job loss fears and uncertainty can slow adoption unless teams understand that AI agents relieve administrative burden rather than eliminate design roles. When designers see AI as a partner that expands their creative capacity, adoption accelerates.
The future of product development belongs to teams that treat AI agents as true collaborators—tools that help them move faster, design smarter and innovate with confidence. M
About the Authors:

Chelsea Barnes is a Data Science Director at Rockwell Automation Digital

David Miracle is Global Lead Principal of Consumer Packaged Goods at Rockwell Automation
The Data-Ready Factory Starts With Trust

Manufacturing executives who master data governance and interoperability will define the competitive landscape of the next industrial decade.
![]()
TAKEAWAYS:
● Manufacturers that treat data governance as a strategic capability to gain measurable advantages in operational agility, forecast accuracy, and capital allocation.
● Interoperability is the prerequisite for autonomous decision-making, and organizations that cannot bridge their data silos see diminished returns on AI investments.
● Data mastery starts with shared definitions and ownership, aligning people, processes, and architecture before selecting any platform or technology.
There is a paradox at the heart of modern manufacturing. Factories today generate more data than at any point in industrial history. Terabytes of sensor readings, production events, quality flags, supply signals, and energy metrics flow continuously through operations that would have been unimaginable a generation ago. Yet, when executives are asked whether they trust the data they use to make decisions, fewer than a third express confidence.
This gap between data volume and data confidence is not a technology problem; it is a governance problem. Closing it has become one of the most consequential leadership challenges of the decade.
Why Data Trust Has Become the Central Issue
The ambitions of Manufacturing 4.0/5.0, autonomous scheduling, predictive quality, and AI-driven supply chain optimization, all rest on a single premise: that the data underpinning those algorithms is accurate, timely, and consistent across the enterprise. When it is not, the consequences are not merely inefficient, they are actively misleading.
A 2023 study by the Manufacturing Leadership Council (MLC) found that data quality and integration ranked among the top three barriers to advanced analytics adoption across a global panel of manufacturing executives. The same research—available in the MLC’s State of Smart Manufacturing Report—noted that organizations with formal data governance structures reported 2.4 times higher confidence in their production decisions than those without.
This matters because the cost of bad data in manufacturing is not abstract. For example, when a scheduling algorithm relies on yield data that has not been reconciled across shifts, the resulting plans will appear optimal on paper but fail on the floor. Similarly, when procurement models ingest supplier lead times from multiple systems that define “confirmed order” differently, inventory buffers expand and working capital erodes. The downstream effects of these upstream data ambiguities compound silently until they surface as a missed quarterly target.
Figure 1: Data Trust and Governance Maturity in Global Manufacturing Operations
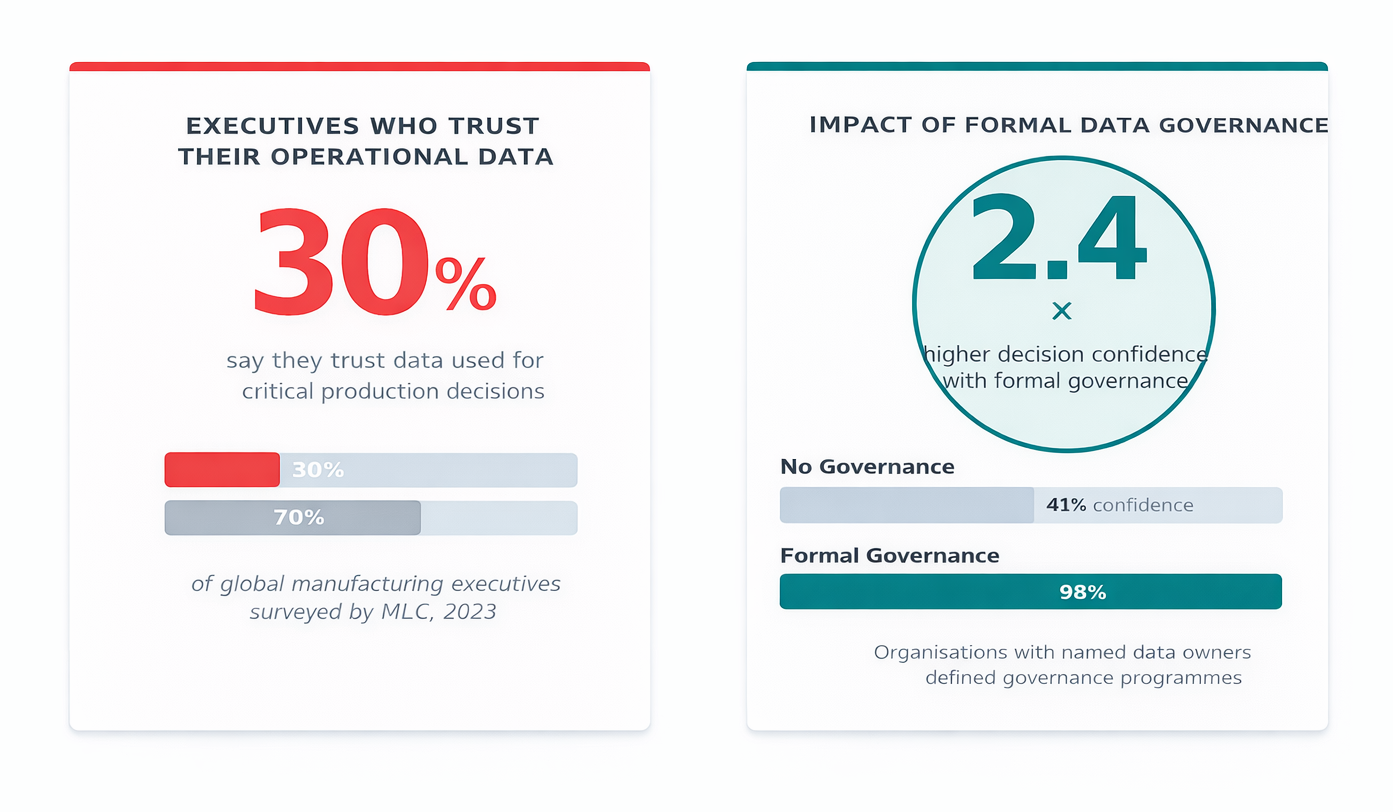
The Data Confidence Gap share of manufacturing executives who trust data used for operational decisions vs. those who have formal governance structures in place. Source: Manufacturing Leadership Council, 2023.
The Three Dimensions of Data Mastery
Data mastery in manufacturing is not a destination; it is an operating discipline built across three interconnected dimensions: governance, quality, and interoperability. Each is necessary, yet none is sufficient alone.
Governance establishes the rules of the road: who owns which data, what it means, how it is measured, and who is accountable when it is wrong. Without governance, even the most sophisticated data infrastructure becomes an expensive source of competing truths. The critical insight for manufacturing executives is that governance is fundamentally an organizational design challenge, not a software configuration. It requires naming data owners—not merely nominal data stewards—but senior leaders who bear consequences when the numbers are unreliable.
Data governance is not a technology initiative. It is a leadership decision about who owns the truth.
Quality is governance in motion. It means building operational processes that catch errors at the source—at the machine, at the shift handover, at the supplier portal—rather than attempting to clean data downstream after it has already influenced decisions. Leading manufacturers are embedding data quality metrics directly into operational performance scorecards, treating a data error rate the same way they treat a defect rate: as something that carries an owner, a target, and an escalation path.
Interoperability is the architectural expression of governance and quality. It is the capacity of data to flow accurately and meaningfully across systems—from production execution to enterprise planning, from plant to boardroom—without losing fidelity or requiring manual translation. This is where most organizations are furthest behind, and where the consequences of inaction are becoming most acute.
The Interoperability Imperative
The average large manufacturer operates with dozens of disconnected systems across its production and supply chain footprint, including programmable logic controllers (PLCs), supervisory control and data acquisition (SCADA) systems, manufacturing execution systems (MES), enterprise resource planning (ERP) systems, and increasingly, cloud-based analytics environments. These systems were implemented at different times, by different teams, and with different data models, resulting in an architecture that cannot support the decision velocity that competitive manufacturing now demands.
Consider what autonomous production optimization actually requires. A system that can recommend a schedule adjustment in response to an upstream supply disruption needs to simultaneously read inventory positions from ERP, current work-in-progress status from MES, equipment availability from maintenance systems, and energy pricing signals from utility feeds. This information must be contextualized and available with sufficient confidence to act without human validation. This is not a challenge any single system can solve; it is an interoperability challenge.
Data mastery in manufacturing is not a destination; it is an operating discipline built across three interconnected dimensions: governance, quality, and interoperability.”
The emergence of open standards, including ISA-95, OPC-UA, and the IDTA Asset Administration Shell, has created a more navigable path toward semantic interoperability than existed five years ago. But standards adoption alone does not solve the problem. It creates the conditions under which the problem can be solved—if the governance foundations are already in place.
Organizations that have made meaningful progress on interoperability share a common characteristic: they started with alignment on what data means before they invested in infrastructure to move it. They built shared data dictionaries. They mapped the lineage of key operational metrics—where a number originates, how it is transformed, and where it lands—and they resolved definitional conflicts at each step before connecting systems.
Framework for the Path Forward
For manufacturing leaders assessing their data readiness, the following framework offers a practical starting point:
- Audit the definitional layer first. Before discussing platforms, map the 10 to 15 most critical operational metrics—overall equipment effectiveness (OOE), yield, schedule adherence, and lead time—and determine whether they are defined consistently across every system and site that uses them. Most organizations find they are not.
- Assign data ownership at the executive level. Every critical data domain should have a named owner—not an IT team, but an operational leader whose performance is affected by the reliability of that data. This single structural change has more impact on data quality than any tooling investment.
- Treat integration as infrastructure, not as a project. Organizations that achieve durable data flow do so by adopting architectural patterns—data fabric, unified namespace, or semantic layer approaches—that decouple data sharing from individual system upgrades.
- Measure data health as an operational key performance indicator (KPI). Data quality metrics—completeness, accuracy, timeliness, and consistency—should appear on operational dashboards alongside throughput and quality. What gets measured gets managed.
Figure 2: Industrial Data Maturity: From Siloed to Autonomous
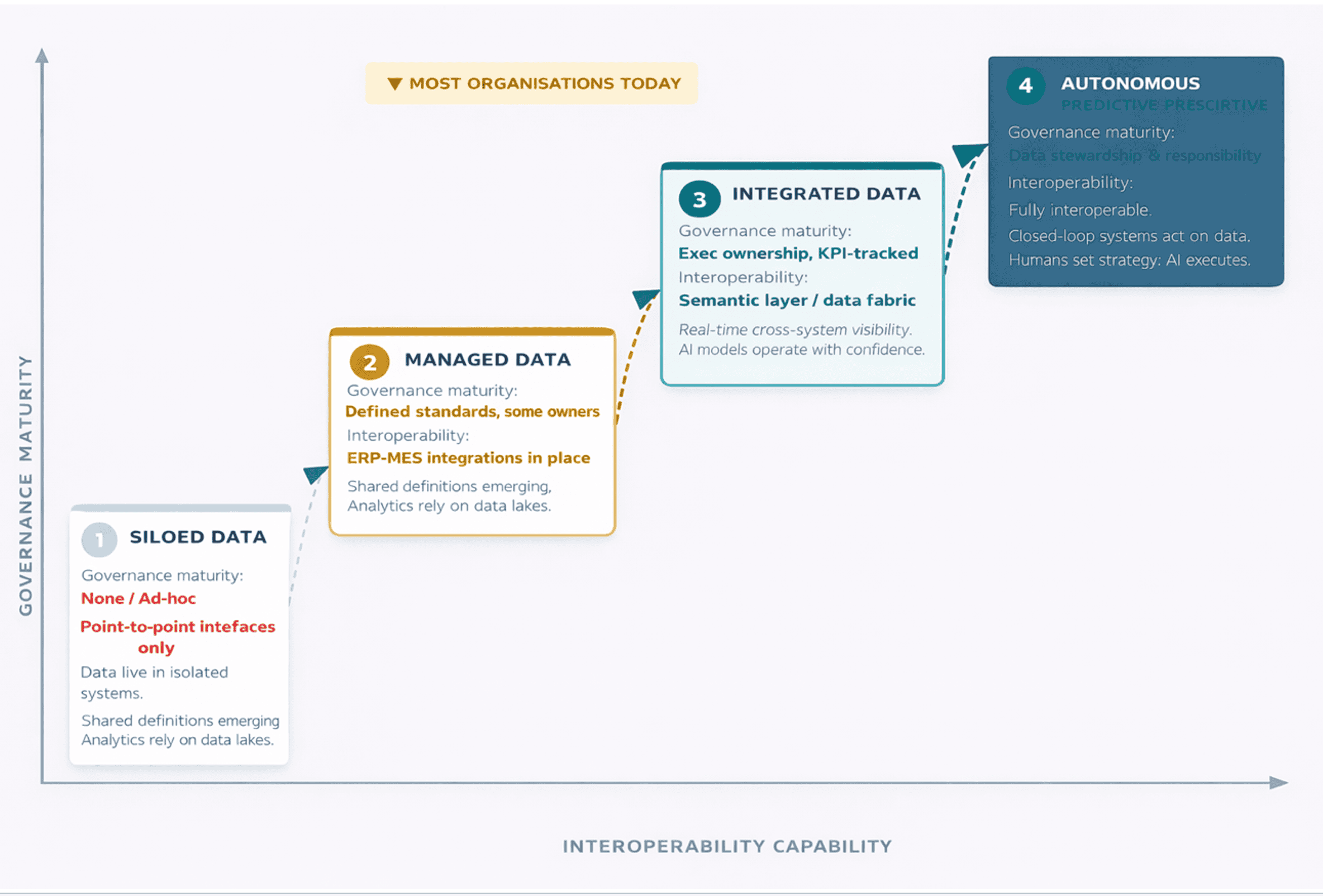
The Data Mastery Maturity Model four stages from siloed data to autonomous decision intelligence, mapped against governance maturity and interoperability capability. Source: Original illustration
The Leadership Imperative
Data governance is not a program that manufacturing IT departments can manage in isolation. The organizations making the most progress are those where the chief operating officer, or an equivalent executive, has placed data quality on the same agenda as safety, quality, and delivery, treating it not as a technology initiative, but as an operational discipline with corresponding accountability structures.
The logic is straightforward. If the purpose of a Manufacturing 4.0 investment is to improve decision-making to enable better planning, faster responses to disruption, and more precise capital deployment—then the quality of the data informing those decisions is not a mere technical detail. It is the foundation. Every advanced algorithm is only as reliable as the data it consumes.
“Data governance is not a program that manufacturing IT departments can manage in isolation.”
The manufacturers who will define the competitive landscape of the next decade are not necessarily those with the most sophisticated AI or the most connected factories. Rather, they are those who have built the discipline of data trust deeply into their operations, ensuring that applied intelligence amplifies human judgment instead of distorting it.
The factory of the future runs on data, but it runs well only when that data is governed, mastered, and shared with integrity. M
About the author:

Prashanth Mysore is Global Strategic Business Development Senior Director at Dassault Systèmes.
Sources:
— 2023 State of Smart Manufacturing Report — Manufacturing Leadership Council
— ISA-95 Enterprise-Control System Integration Standard — ISA
— Asset Administration Shell Specification — IDTA
Dialogue: Leading Manufacturing Through AI Change
Rockwell’s Blake Moret on urgency, AI adoption, policy shifts and why manufacturers must become learning organizations
![]()
David Brousell (DB): I’m David Brousell, the founder of the Manufacturing Leadership Council, the digital transformation arm of the National Association of Manufacturers.
I’m here with Blake Moret, the chairman and CEO of Rockwell Automation.
Congratulations, Blake, on becoming chair of the NAM this year. From your position as chair of the NAM as well as CEO of Rockwell, what is your sense of the state of the industry at this point in time? And where do you see digital transformation in manufacturing and smart manufacturing?
Blake Morret (BM): To begin with, the importance of manufacturing has never been more widely recognized by, governments around the world, but in no place, more urgently than in the U.S. And I think that’s a very good thing. I think that manufacturing is at the core of the American economy.
The magic multiplier of jobs outside of just direct manufacturing, is often underestimated. And so the recognition by the government, by, you know, our population, is very encouraging to see that.
How do you increase the manufacturing in the U.S.? I think it’s going to be important to recognize that in a place with relatively high labor costs, to be competitive with other strong companies around the world, you have to include the technology with that. So smart manufacturing, advanced manufacturing techniques are going to be really important. And of course, artificial intelligence is a part of that as well. And policy that creates a conducive environment is going to be really important as well.
The NAM is in an amazingly important place because, on the other end, there’s a lot of uncertainty where tariffs are going, where regulations are going to lead us? And the NAM, with its understanding of these issues and the aggregate power of the thousands and thousands of members, has an opportunity to really make a difference.
DB: If we all work together.
BM: Yeah
DB: If we all orchestrate together all those things you just talked about.
Why Smart Manufacturing is Accelerating
DB: Let’s drill a little bit into smart manufacturing.
One of the main conclusions of your 10th annual state of manufacturing or smart manufacturing report was that, due to global risks, including tariffs, supply chain disruptions, the industry seems intent on accelerating its adoption of smart manufacturing.
Yet we know that many manufacturers, deal with a lot of challenges about adopting smart manufacturing, whether it’s the legacy systems, the cost, budget constraints, understanding how to deploy new technologies, etc.
What pace do you think the industry is poised to move at this point in order to accelerate their adoption of smart manufacturing? And do you think we can get past just incremental improvements? Is there something you see, perhaps, on the horizon that could enable us to make a leap?
BM: I think there is a heightened sense of urgency about moving faster and complementing continuous improvement, incremental improvements, which remains very important.

People are still needed. The idea is to give them superpowers with some of the new technologies.
It has to be a part of the culture, but also being willing to compare all the other options that are out there, other competitors who have found different ways to do things, different internal techniques that can change the game, so to speak.
I think of, you know, the importance in our own culture of being willing to compare ourselves against all the other choices that a stakeholder has, whether it’s a customer, an employee, an investor, to increase the speed of decision making, which is especially important in a, you know, long standing company like, like Rockwell.
And then making sure you have a steady stream of new ideas from both the lifers in the organization, as well as, people with new perspective.
DB: The right ten incremental improvements could add up to a leap.
BM: When we look at our productivity, when we look at the way that we slice our engineering and development budgets, it’s going to be a mix of incremental improvements, fixing things, adding new functionality that’s important to a specific customer, but it’s also about the big leaps as well.
In our own roadmaps, adding more software, infusing artificial intelligence, in some cases needing to create products and software from the ground up to be able to have modern code bases, to be able to expand still further into the future. And sometimes incremental approaches just aren’t enough.
But I think there is that sense of urgency. Tariffs have increased the need for speed, so to speak. Being able to move around your manufacturing footprint, to be able to add resilience into your operations, the agility that’s required for that. And sustainability is still important and being the best steward of water, air, gas, electricity and steam, because in the end, that’s a measure of efficiency.
DB: That’s a lot of balls to juggle.
BM: It’s a lot of balls to juggle and to prioritize and to weave it into something cohesive.
Leadership in a Time of Constant Change
BM: And that’s an important point in that, just like the technologies we’re talking about that move from automation to autonomy using artificial intelligence to help machinery actually learn how to be more performant, organizations have to be learning organizations.
The things that I thought were going to be priorities when I moved into this job have changed quite a bit over the time. And, you have to be comfortable with that pace of change.
DB: You have to be comfortable with being uncomfortable.
BM: Yeah, there is a certain amount of that.
The Future of Industrial Operations
DB: Let’s dive a little bit into the future you just mentioned. You’ve been talking about and Rockwell’s been talking about the future of industrial operations. And in your articulation of that future, you have talked about what you call intelligent autonomous systems. What’s the extent of autonomy that you envision coming into the industry? Do you think the manufacturing companies are going to be embracing a fully lights out model? Do you see a more of a hybrid coming in where certain functions will be completely autonomous, but others that have more criticality will not be?
BM: I get asked this a few times, as you can imagine.
DB: Yeah.
BM: I think it’s still a human-centric view of the future of automation in factories. People are still needed. The idea is to give them superpowers with some of the new technologies. But there are going to be very few truly light-out factories.
People are still needed. But to be freed up from repetitive physical labor—moving a heavy thing from one place to another—I think those are some of the opportunities that are ahead for us. Particularly in higher labor cost countries like the U.S., being able to take an engaged and enabled workforce, people who are trained to do a good job and want to do a good job because they like the organization that they’re working for, and they like the work they’re doing, complemented by the technology. That’s really the winning hand.
And we see that, across multiple industries. Some industries have had more technology in them. They’re further along in that journey. Others are really at the at the front end of that. But it’s the ability to make improvements to meet those companies and those industries where they are to bring it in, to be able to pay a lot of attention to the change management that’s required so that operators recognize that this can create more meaningful work—it’s not just being used blindly to reduce headcount. For managers to understand how the technology can be best used and to have a thoughtful plan.
Rockwell’s in the automation and the efficiency business, but I fully expect we’ll have more people at the end of 2026 than we enter 2026 with, because we’re going to be more competitive as we use this technology, and we’ll be able to do more of the things that we’re already doing, will be able to enter into new lines of business—and that all requires people.
From Artificial to Augmented Intelligence
DB: Perhaps we should call it augmented intelligence.
BM: I think it’s a good way to frame it because, again, that concept of human-centric automation and an approach to this is really important to keep in mind. A lot of the benefits of AI are going to be simplifying technology that remains very advanced, but to bring it together in a way that you can interact with it, that people can interact in the technology with natural language, for instance, rather than having to know the arcane programing languages that were developed half a century ago.
And I think those are really exciting opportunities for advancement in the whole interaction between people, operators, technicians and the technology itself.
DB: We can’t have one of these conversations without talking a lot about AI. It’s so present in our lives now.

You’ll have to spend more time than you think on change management.
We did a big report that we released in May called Shaping the AI-Powered Factory of the Future. And one of the key findings in that study was that 68% of the respondents said they believe that AI will be essential to their competitiveness and growth as we head toward 2030. I think that’s quite a statement. And to me, it meant that a lot of companies are looking at this to propel themselves forward. There’s a bandwagon effect happening. As all these companies start to get their toes and their feet and their ankles and their legs into AI, where do you think they’re going to get the most value from AI? And what do you think the competitive differentiators are going to be for companies as we all embrace AI and it becomes kind of like a high school diploma.
BM: At a high level, across multiple industries, the importance to add additional resilience and agility and sustainability to your operations are really going to be important.
Having people who are comfortable with the tools, who also know the workflows in their individual areas of responsibility—whether it’s in a certain business unit, your coding, your applications, it’s in back office functions, human resources, things like that, in marketing—it’s going to be applying artificial intelligence to workflows to simplify them, to give them more impact in the organization.
What I don’t want, as our people become more literate with AI, is to just go out on fishing trips, you know, to see what turns up. I want them to first identify what are problems that have been vexing their particular areas for a long time, and how can we apply a toolset which includes AI to identify that and then to bring it, in our case, with multiple centers of excellence, to be able to then decide, okay, what’s the best tools, either things that we ourselves have created or what’s already out there in the open market, and to try to standardize as much as possible. But to be able to work with folks who have the pattern recognition to say, “Okay, you’re trying to do this. We’ve done something very similar over here,” so that we can do it in a common way.
But there is an accountability. How is this going to show up?
In the organization, you know, there’s a certain amount of productivity that I expect already this year to come from AI. And going forward, it will be a mix of the quick hits, so to speak, and the moonshots that are going to completely change some of the ways that we do things. For customers, it’s applying AI at all levels of the technology stack, from vision AI to mobile robots to scheduling software that includes AI and then bringing it together into a coordinated, highly orchestrated system.
DB: I almost thought you were going to say the word architecture, how important this is going to be with AI.
BM: Yeah, I think it is. I mean, we talk about the three underpinning areas of technology—and I’m talking about in factories today—is a software-defined automation architecture, it’s the use of artificial intelligence, and then it’s robotics.
DB: At MLC we call AI a “pervasive technology,” and we mean it in a couple of ways. One is what you mentioned that AI was going to find itself into every system, on the factory floor at the EBS level, at the ERP level, at the PLM level, CRM level, everywhere. At the same time, it touches every piece of what the NAM does.
How Policy Can Enable AI
DB: There’s kind of an important question about what steps can policymakers take to create a supportive framework for manufacturing and AI that drives innovation, efficiency and all the things we as an industry need to advance? How do we do that at a policy level?
BM: Let me step back a minute. Before talking specifically about AI, let’s talk about the environment that has to be created for durable and persistent support of manufacturing, in general.
The first important step with getting some certainty around tax, statutory tax rate, incentives for new investments with the One Big, Beautiful Bill, I think that’s really important and giving that level of certainty has been an absolute positive.

In any change, explaining the “why” is really important.
The work on permitting reform and streamlining regulations, I think those are important areas. Additional certainty with respect to tariffs, of course. And then, the final one and maybe most important long term is workforce—being able to provide purpose-built education that doesn’t require necessarily a four-year degree or even a two-year degree, to be able to be really effective.
And that bridges to the specific question about artificial intelligence, in that the workforce, the education, helping companies understand how to set up a functioning infrastructure and governance to make sure that as new ideas are created, you have knowledgeable people who can translate that into action, who, again, can draw from the tool sets that are appropriate for their enterprise to be able to make it reality, but also to have the governance to make sure that safety, you know, privacy, all the things that you know, are brought up as potential risks are looked after and including the disruption of certain roles are changed through the increased use of AI. How do you make sure that that doesn’t destroy the culture of a company? Because all of us know that that culture is really, really important.
DB: Change management takes on a new dimension, doesn’t it?
BM: You’ll have to spend more time than you think on change management.
DB: And cyber will be a key piece of this too.
BM: That’s absolutely right, because the bad guys are using AI as well.
DB: Yeah. Any tool could be used for good or bad, right?
BM: Right.
Reducing Complexity in an AI World
DB: You continue to emphasize that manufacturers should continue to emphasize reducing complexity. We’re building layers and layers and layers of IT and OT technology in our companies, and now the wave of AI is going to come in as well. That takes an incredible amount of orchestration, architecture, real hard thinking about how you’re going to do this as a company.
How do manufacturers deal with all those requirements and yet reduce complexity at the same time when it seems like inexorably things are getting more complex?
BM: Well, first of all, it takes a commitment to that and to really devote that effort and the right expertise to develop that thoughtful approach.
And I think it then requires the convening of stakeholders, whether it’s your machinery suppliers, your subject matter experts who are on the plant floor who know, what happens and what can go wrong and what contributes to the best output, bringing them all together. Sometimes it requires, you know, a handful of trusted consultants as well to come together and look at a specific problem and how we can apply these things to create the best outcome.
Again, don’t go at it with a fishing trip with a bunch of tools and to look at what shows up. It’s better to go say, “Here’s a specific problem that I have in a location, and let’s put the right team together so that it’s endorsed with the people who have to keep it running and are responsible for the production.”
DB: Yeah, let me kind of bubble a little bit. Don’t worry about a strategy right away. Get some experience, do some experimentation.
BM: Yeah. Play yourself into shape to some extent.
DB: Yeah I like that.
BM: But that simplification is really, really important because then you’re not as dependent on individual heroics to keep it running.
DB: Yeah that’s quite a challenge.
Leadership Through Change Fatigue
DB: We have a lot of challenges in an industry we’re facing, but it’s so exciting too. I find this whole thing with AI so exciting—what’s going to happen to the industry in the next 10 or 15 years.
Which kind of takes us back to the question about leadership, because leadership, we’ve always felt, is the key to digital transformation.
It’s not the technology, it’s leadership. It’s changing the organization to take advantage of the technology. It’s changing the culture. And all those “soft issues,” so to speak.
Going back to the Rockwell report, the Rockwell report says that effectively managing people and resources and dealing with resistance to change are some of the biggest issues facing manufacturing companies.
And it’s not slowing down, and it’s led to what the report called “change fatigue.” How can manufacturers overcome these challenges and keep their teams motivated, sustain momentum? Is it just a question of stamina, or is there some technique to it too?
BM: In any change, explaining the “why” is really important. To be sure, we’ve had a lot of externally generated challenges and requirements for change. Recently it’s been things like, the COVID pandemic. It’s been supply chain shortages. Overstock in certain industries. Tariffs. And so there have been a lot of things that we didn’t ask for necessarily, but that have come in. But then we see other aspects requiring change like the adoption of artificial intelligence in a thoughtful way.
So explaining the why and making sure that you’re doing that early and often, and leadership really understands the why and takes the time throughout the organization, not just at the highest level, because a lot of times where this falls down is kind of at that middle layer, you know, the manager/director level, do they really understand or are they are they a part of the formulation of the plan for how these things are going to be implemented?

You can’t just be doing [AI] as a labor of love. It’s got to be done for impact.
And so taking more time than you think you need to, usually turns out to be very, well spent time. To instantiate that and then to frequently check in because there’s always going to be a course correction. You’re not going to get it 100% right ahead of the implementation and so being able to course correct so that you keep those key stakeholders on board.
I mean, those are some general things with it. I think in the specific case of artificial intelligence, having a certain amount of expertise is really important. We made an acquisition of a company called Kalypso a few years back, and it brought in a tremendous amount of data scientists. It was further augmented by an acquisition of a company called Knowledge Lens after that because we needed to kind of jumpstart that internal capability. And we had people who understood these concepts, but we weren’t going to be able to scale as quickly as we needed to. And so as we are now entering a phase where these things are being deployed more broadly, we’ve got the right talent base in our own operations as well as what we’re talking to customers about.
Organizing Around the AI Opportunity
DB: That’s a great privilege to be able to bring in that talent at that scale.
BM: Yeah.
DB: And probably a lot of companies that can’t do that, particularly the small and medium sized manufacturers, it could be more of a challenge. But what you’ve been talking about has provoked in my mind a question about I often ask myself about AI and manufacturing companies, and it comes down to how best to organize around the opportunity. How should we do that? You know, do we appoint a team? Do the manufacturing companies need a chief AI officer? Do they need their HR departments, as you’re talking about, to have a specific campaign for AI talent? How best to organize around the opportunity?
BM: Everybody’s approaching it in a little different ways, but where we’ve seen certain measure of success is you do have some centralized centers of excellence, if you will. We have a center of excellence that’s concerned primarily with the use of AI in what we offer to customers based on the business that we’re in, hardware, software, and so on. And then we have within our IT organization, a clearinghouse for people looking to use business systems internally to be able to maximize, you know, the use of AI for efficiency.
But within each of the functions and businesses, we require a certain amount of internal expertise because these are the people who really understand the workflows particular to that area, whether it’s human resources or marketing, finance and so they’re expected to work together. We have a very large community of practice of people from both kind of the centralized and distributed areas of expertise. And they get together regularly to share best practices, to talk. It’s allowed us to move at pace.
And then back to my earlier comment about ownership. It’s got to show up in our productivity targets. It’s got to show up in terms of market share gains in terms of the products that we’re offering.
So you can’t just be doing this as a labor of love. It’s got to be done for impact.
DB: If they haven’t already, Wall Street will recognize it and build it into their valuations.
BM: Yeah.
DB: Right?
BM: Well, they’ll see it because it’ll show up in greater growth as well as profitability.
DB: Yeah that’s the end game for sure.
Approaching the Future
DB: Looking forward into the next five years, ten years, etc., what advice would you offer manufacturing operational leaders as they try to embrace a future that’s characterized by AI and autonomy, which many could feel is disruptive?
BM: I think you have to learn enough about it to understand what the potential is as well as, what you have to manage in terms of potential adverse impact.
But most succinctly, you have to be a learning organization.
DB: Yeah
BM: You have to be a learning organization.
DB: Yeah. Continuous learning.
BM: That’s right.
DB: Well, thank you very much. A most interesting conversation, I’m sure we’re going to do it again soon in the next year or so and we’ll see what has changed. And hopefully the industry makes some progress.
BM: Absolutely. It’s been a pleasure, David.
DB: Yeah. Thank you.
BM: Thank you. M
About the Author:
David R. Brousell is founder, vice president and executive director of the Manufacturing Leadership Council
Future-Proofing Business Amid Workforce Change

As experienced workers exit the industry, manufacturers must embed product and commercial expertise into scalable, digital processes.
TAKEAWAYS:
● The loss of experienced manufacturing talent creates a hidden commercial risk that impacts sales efficiency, accuracy and growth.
● Manufacturers can reduce dependency on tribal knowledge by embedding product and pricing expertise into standardized digital processes.
● Guided, system-driven selling approaches help both sellers and buyers navigate complexity as workforce demographics continue to shift.
Manufacturers are undergoing a pivotal workforce shift.
By 2030, 1 in 6 people in the world will be aged 60 years or over, according to the World Health Organization. In the U.S. alone, 10,000 people turn 65 each day. As the workforce ages and industry turnover continues, skilled labor and institutional knowledge are lost across technical roles, especially engineering.
While manufacturers have focused heavily on resilient production and supply chains, there’s an equally critical challenge: commercial and delivery processes still rely on the deep expertise of experienced engineering and product teams. As seasoned technical talent, including engineering and product specialists, retire or transition out of the workforce, manufacturers face knowledge gaps that slow product rollout, increase engineering interruptions, and limit the organization’s ability to scale consistently.
Addressing this challenge means codifying technical and product expertise into scalable, digital processes and rethinking how complex products move from design intent to commercial execution without increasing engineering workload. Manufacturers are navigating a major workforce transition at a time when innovation, customer expectations, and market pressures demand greater productivity to remain competitive.
The Workforce Shift Puts Profitability at Risk
Even as labor markets stabilize, manufacturers continue to struggle with workforce challenges. A survey of over 200 global manufacturers found that 30 percent of companies expect 16 percent or more of their sales and engineering talent to retire in the next five years. Only 32 percent are digitizing internal knowledge—the majority are simply rehiring or mentoring. But failing to capture and easily transfer knowledge across the business is a performance risk.
This can have an impact on both sales and engineering teams. A knowledge gap often results in:
- Slower onboarding and longer time to productivity for new hires
- More errors and costly rework in proposed solutions
- Hours lost waiting for technical validation
- Customers disengaging due to slow and inconsistent quoting processes
Lack of knowledge transfer can cost large businesses millions of dollars per year due to wasted time and missed opportunities.
Competitors that can scale and systematize knowledge are better positioned to capture opportunities with more agility. At the same time, buyer expectations are shifting. Today’s customers want conversations focused less on technical minutiae and more on how solutions support their broader business objectives.
Redefining How Manufacturers Sell Complex Products
For manufacturers with vast product portfolios and highly configurable products, sales has traditionally required deep technical expertise and heavy reliance on engineering for every configuration. This model is nearly impossible to sustain in the speed of today’s market.
New hires take longer to ramp up, engineering teams can get bogged down in creating imperfect solutions, and expecting every salesperson to be a technical expert slows the sales cycle.
By redefining how products are sold, manufacturers can shift from a knowledge-dependent model to one that emphasizes solution building. This shift includes:
- Emphasizing consultative skills over technical memorization
- Moving from feature-based selling to solution-oriented conversations
- Equipping sales teams with structured workflows that guide decision-making
- Driving value-based discussions that connect offerings to business outcomes
To make this shift scalable, manufacturers must embed product and pricing expertise directly into their sales processes, allowing teams to focus less on technical validation and more on customer engagement.
Using a Single Source of Truth in Commercial Processes
With traditional sales models heavily reliant on individual expertise, manufacturers must fundamentally rethink how knowledge flows through the organization.
Manufacturers are shifting from expert-dependent translation of engineering specifications to embedding that knowledge in standardized digital processes, like Configure, Price, Quote (CPQ) technology.
This transformation requires restructuring how product information is organized and accessed. A unified product definition helps bridge technical specifications and commercial logic, enabling teams to understand complex offerings without extensive specialized training—while still supporting millions of valid configurations.
For pricing, the challenge is similar. Highly individualized products make pricing difficult, particularly when new variants are introduced. Embedding pricing rules, margin logic and cost considerations directly into commercial workflows enables more consistent and confident pricing decisions without requiring constant expert intervention.
Creating Standardized Components for Mass Customization at Scale
Engineer-to-order models have long provided flexibility, but at the cost of scalability. Shifting toward a hybrid configure-to-order approach allows manufacturers to standardize common configurations while still accommodating unique customer requirements.
Engineering teams can break complex products into modular components and pre-validated options, allowing sales teams to assemble solutions without relying on engineering for every request. These standardized components can then be easily translated into rule-based logic for sales teams.
A key enabler of this shift is constraint-based configuration logic. Instead of rigid rules that limit flexibility, a constraint-based approach to CPQ defines how components can be combined based on shared properties, allowing new modules to be introduced without increasing complexity or sales risk. This equates for fewer rules to be maintained and updated as the portfolio grows.
The Move from Expert-Dependent Selling to Design-Governed Solution Guidance
Technical expertise will become harder to scale. Manufacturers are shifting from expert-dependent interactions to design-governed solution guidance. Guided workflows facilitate customer-focused conversations without requiring deep technical expertise in every interaction, while still enforcing engineering intent and product constraints.
Rather than relying on detailed technical knowledge or feature memorization, structured workflows guide conversations around application requirements, operating conditions and performance outcomes. These inputs are translated into valid, manufacturable solutions based on embedded engineering logic.
- Performance requirements
- Operating environment
- Space or regulatory constraints
- Expected throughput or output
This approach not only protects engineering teams from repeated validation requests, but also improves the customer experience by making complex offerings easier to understand, evaluate and confidently specify.
Buyers Are Losing Expertise Too
A new generation of buyers is entering decision-making committees with mixed technical backgrounds and higher expectations for transparency and guidance.
As customers lose their own internal experts, they increasingly rely on manufacturers to provide clarity earlier in the buying journey, across both traditional and self-service channels. This level of consistency and confidence depends on a single, digitized source of product knowledge that ensures every channel and interaction reflects the same validated information.
Providing intuitive, guided experiences enables buyers to explore options without waiting for human intervention. This ultimately reduces delays and accelerates buyer decision-making.
Scaling Across Products and Markets
Operational transformation takes time, but it pays off. Manufacturers build resilience by standardizing how technical and product knowledge flows from design through order fulfillment. When engineering rules, constraints and configuration logic are embedded directly into lifecycle processes, rather than living in people’s heads or disconnected documents, organizations launch new products and variants faster, limit ongoing engineering involvement in commercial requests, and expand into new markets without redesigning core offerings. This approach shortens time to market and creates more consistent and scalable execution across operations.
Managing Your Workforce for Change
Transitioning to scalable commercial models requires thoughtful change management. Veteran experts should be positioned as champions whose knowledge is being amplified rather than replaced. Phased rollouts, cross-functional alignment and clear communication help ensure adoption while preserving innovation and quality.
Become a Future-Ready Organization
When expertise is embedded into systems rather than tied to individuals, you create operations that can scale, adapt and perform well beyond today’s workforce constraints. M
About the author:

Brian Cuttica is Senior Vice President of Sales in North America at Tacton.
Third-Party Risk Management for Global Supply Chains

Manufacturing leaders can improve real-time supply chain visibility by using advanced technologies, real-time data monitoring, and cross-functional governance.
![]()
TAKEAWAYS:
● Companies should integrate risk management into their daily operations, rather than treating it as a standalone process.
● Advanced technologies allow manufacturers to map their supplier ecosystems with unprecedented depth and precision.
● Data organization and clear data governance are essential for modernizing third-party risk management processes.
The risk landscape for manufacturers is evolving so rapidly that traditional, one-dimensional risk management approaches are becoming obsolete. Supply chain disruptions—whether caused by natural disasters, pandemics, cyberattacks, or supplier insolvencies—are a primary concern for industry leaders. As supply chains become more complex and interconnected, managing third-party risks has never been more challenging. As a result, companies need to integrate risk management into everyday enterprise operations, rather than treating it as a standalone, periodic review process.
The renewed consideration of nearshoring and reshoring strategies adds further complexity as companies adapt their supply networks to shifting global market and regulatory dynamics. In this environment, relying on outdated third-party risk management processes can expose organizations to hidden vulnerabilities and blind spots across their global supplier base.
For C-suite manufacturing executives, the convergence of these factors underscores the need to revisit and reassess internal third-party risk management processes. This is crucial for unlocking data-driven insights that improve supply chain visibility and make the business more adaptable.
Where to Start? Mapping the Supplier Ecosystem
Reassessing third-party risk management processes and frameworks begins with a holistic understanding of the company’s supply network. The first step is to map the entire supplier ecosystem, from strategic Tier 1 partners to smaller, potentially overlooked vendors at the edges of the network, through Tier 2, Tier 3, and even Tier 4 suppliers and partners. This mapping should not be a static exercise. Instead, executives should rate each supplier based on its criticality to business continuity, connectivity to internal systems and data, and adherence to safety, quality, and regulatory compliance standards.
“Data organization and clear data governance are foundational for modernizing third-party risk management processes and achieving real-time supply chain visibility.”
While this task may seem daunting, advanced technologies enable organizations to map and monitor their supplier ecosystem with unprecedented depth, speed, and precision, including understanding downstream supplier dependencies and their impact on operations. Even manufacturers lacking the capacity to build this assessment and monitoring system internally can leverage external advisors to implement technology solutions to manage supply chains and inventory.
Once the ecosystem is mapped, next steps include the following:
- Segmenting and prioritizing suppliers and partners: Segmenting suppliers by risk profile and exposure should consider financial implications, regulatory oversight, and operational dependencies. Developing a comprehensive risk profile for each supplier can help manufacturers identify performance issues, quality concerns, and capacity constraints before they cause major disruptions.
- Updating sales and operations planning (S&OP) processes: Embedding supplier risk profiles into the organization’s S&OP processes reinforces risk awareness as a core element of strategic decision-making. Manufacturers can also integrate this information with broader enterprise risk management efforts for a more holistic approach to mitigating potential disruption.
- Implementing continuous monitoring and governance: Manufacturers need to assess suppliers beyond the onboarding phase. Risk monitoring must continue throughout the entire lifecycle of the supplier relationship, from initial due diligence to eventual offboarding or vendor retirement. Proactive risk identification and mitigation can strengthen existing supplier relationships and show commitment to long-term partnerships.
For effective third-party risk management processes, manufacturers need clear cross-functional ownership structures and defined escalation protocols for addressing issues. IT, compliance, procurement, and operations must collaborate to ensure that risk data is integrated, accurate, and actionable.
How Can Data Enable Real-Time Visibility?
Data organization and clear data governance are foundational for modernizing third-party risk management processes and achieving real-time supply chain visibility. Advanced technologies can help harness data to its fullest potential. Dashboards, Internet of Things-enabled devices, sensors, and connected equipment all feed critical data into centralized platforms that provide actionable insights across the organization. Advanced analytics and machine learning tools can sift through vast quantities of supplier data to flag anomalies, forecast potential disruptions, and recommend proactive mitigation strategies.
Data-driven insights are increasingly becoming essential for companies across all industries. According to a 2025 RSM US LLP report on supply chain issues, most of the 309 executives surveyed said their organizations “already have systems in place to harness data throughout their supply chains.”
On a scale of 1 to 5, respondents reported a surprisingly high level of digital maturity in their supply chains:
- 0% rated their digital maturity at Level 1 (data is gathered ad hoc and manually)
- 3% rated their digital maturity at Level 2 (data is available but inconsistently entered and maintained)
- 28% rated their digital maturity at Level 3 (the company has a big data solution and gathers data from critical inputs)
- 47% rated their digital maturity at Level 4 (data is gathered from every function and automatically analyzed by BI or another data stack)
- 21% rated their digital maturity at Level 5 (enterprise data is unified to a single source of truth)
To remain competitive, manufacturers need to prioritize data architecture and data governance practices. Architectural infrastructure investments, such as cloud-based platforms and integrated data lakes, enable seamless data sharing and real-time monitoring across functions. High-quality, reliable data is the foundation for these efforts; without it, even the most sophisticated technology solutions will fail.
Manufacturers should prioritize data quality initiatives, using advanced technologies to identify and resolve discrepancies and ensure that risk signals are based on accurate, current information. This approach strengthens third-party risk management and enhances overall operational agility.
“Reassessing third-party risk management processes and frameworks begins with a holistic understanding of the company’s supply network.”
Looking Ahead
For manufacturing C-suite executives, reassessing third-party risk management is a strategic imperative for building resilient, transparent, and responsive supply chains in an era of constant change. By embracing a technology-enabled approach anchored in real-time data, continuous monitoring, and cross-functional governance, manufacturers can mitigate risks, identify new opportunities, and deliver greater value to customers, partners, and other stakeholders. M
About the authors:

Katie Landy is a Principal at RSM US LLP.

Jake Winquist is a Principal at RSM US LLP.