MLC Plant Tour: An Up-Close Look at Kohler’s OT/IT Integration

In 1873, John Michael Kohler and Charles Silberzahn acquired the Sheboygan Union Iron and Steel Foundry in Wisconsin for $5,000. The company made farm implements and ornamental iron pieces, but 10 years later, John Michael Kohler came up with a new idea.
By applying enamel to a cast-iron horse trough/hog scalder, Kohler was able to create the company’s first bathtub. The innovation launched the company into the plumbing business.
Today, Kohler Co. is a privately held, global company with more than $5 billion in annual revenue, best known for its leadership in kitchen and bath products and design-driven innovation. The business is organized across three primary areas: Kitchen and Bath, Luxury and Wellness, and Hospitality. Its portfolio includes a family of over 25 brands such as KOHLER, which offers faucets, showers, sinks, toilets and tubs; Sterling, which offers accessible bath and shower solutions; KALLISTA, known for luxury kitchen and bath fixtures; ANN SACKS, specializing in tile and stone; and Robern, focused on cabinetry, mirrors and lighting. The company also includes Kast, which produces concrete basins and design-forward products. Beyond products, Kohler operates a global hospitality business featuring destination resorts, championship golf, spas and wellness experiences in locations such as Wisconsin and Scotland.
Kohler is now in its fourth generation of Kohler family ownership and leadership. That leadership continuity is underpinned by Kohler’s mission statement – “Help people live gracious, healthy and sustainable lives.”

The company’s manufacturing footprint consists of 45 facilities globally. In April, nearly 100 members of the Manufacturing Leadership Council had the opportunity to tour one of Kohler’s newest plants in the U.S., a one-million square foot “smart factory” in Casa Grande, Arizona, that makes products in the Sterling line. The Casa Grande plant opened in 2024.
MLC members heard presentations and engaged in question-and-answer sessions involving multiple areas of manufacturing and warehousing. These included Casa Grande’s supply chain operations; its sheet molding compounding process; the molding operation, which involves large press machines that mold bathtubs, and how automated guided vehicles move materials and products around the facility.
The factory has wall-to-wall wireless networking coverage, supporting automated guided vehicles, tablets and laser printers.
MLC’s next plant tour will take place August 11-12 at Eli Lilly and Analog Devices in Limerick, Ireland. The tour’s focus is Software-Defined Automation: From Collaborative Co-Creation to Strategic Deployment. Click here to learn more and register.
Dialogue: Building Rheem’s AI-Ready Future
Joe Palomba shares how Rheem aligned leadership, process and data to build a connected AI-ready enterprise.

You can hear more from Joe Palomba at Rethink.
Jeff Puma: Well, hello there everyone. I’m Jeff Puma, content director for the Manufacturing Leadership Council and I’m excited to be here for this Executive Dialogue. Joining me today is Joe Palomba, the senior vice president information technologies for Rheem Manufacturing. Joe, thanks for being here. Thanks for making time for this.
Joe Palomba: Thanks, happy to be here.
Jeff: Excellent. We’re really looking forward to this conversation, but also to your case study at Rethink in June. That case study, of course, is Digitally Transforming into an AI-ready Enterprise at Rheem, and we’re excited to have you for that. We’re going to talk a little bit about things that come up to that presentation, I think. But we’re going to try not to step on that presentation. It’s a little bit of a teaser. We don’t want to take away your thunder for when you’re in person there. So if we could start, would you mind sharing a little bit about your career path and what led you to your current role at Rheem manufacturing?
Joe: Yeah, sure 100%. I’ve been at Rheem now for close to four years, but how I arrived at Rheem, I would say has been quite a journey. So if I go back maybe 10 to 15 years, I started my career really as an SAP consultant, as a business process consultant. I spent a lot of time in the manufacturing arena, in the distribution arena, doing SAP projects. And as my career progressed, I found myself in the independent consulting realm of the world.
I had built a small independent consulting company, but that brought me to a company in the HVAC space about 15 years ago and I spent a lot of time in the HVAC space. I met a lot of influential leaders in that space as well. And through those relationships kind of carved my path forward into Rheem. I was selected to be on Rheem’s digital transformation team essentially through all the work I’ve done in the HVAC industry, in the business process space and technology space.
Jeff: That’s a great transition to my next question actually, which is can you talk a little bit about the specific role at Rheem and, as senior vice president of information technology, how is your team driving digital transformation across the company’s footprint?
Joe: Yeah, when I started four years ago, I was really in the enterprise application space and at the time, we were doing a lot of foundational activities, Jeff. We were hardening our infrastructure and cyber capabilities. We were consolidating ERPs into a single ERP instance of our Oracle platform.
But as that started to move up the chain in terms of strategy and transformation, we embarked on a transformation strategy that really looked at our entire business as a single integrated process. In fact, we coined the project Global Connected Enterprise or GCE. This is where we brought together one customer experience journey, a supply chain optimization journey, a smart connected products journey, and a data and analytics journey that brought all of these core pillars together into a global connected enterprise.

We coined the project Global Connected Enterprise. This is where we brought together one customer experience journey, a supply chain optimization journey, a smart connected products journey, and a data and analytics journey.
Jeff: That seems very ambitious. You’re talking about scaling. You’re talking about breaking down silos. At the Manufacturing Leadership Council, we talk about things in terms of technology change and leadership change and organization or cultural change. I know you’re going to be talking more in depth about these things at Rethink, but can you share a little about how Rheem has been addressing those three important prongs of the digital transformation landscape and journey?
Joe: Yeah, I would tell you as we embarked on the journey, I think the first pillar was executive leadership, executive alignments. How can we go after such an ambitious goal? How do we define the value? How do we get everyone kind of in the boat swimming in the same direction together? That was, you know, a first hurdle. Rheem, up until this point, really hadn’t embarked on something so ambitious. So executive leadership I think was one of the first pillars.
I think the second pillar was how do you build a team? How do you find the right team? How do you find the right skills to go on this journey?
And maybe the third aspect to some of these pillars that would drive a transformation is where does it actually come in? Right? We’ve got executive leadership. We’ve built a skilled, artful team from the business. Then we insert the IT team to really fuse everything together as a single integrated process. And when doing that you are building a culture of teamsmanship. You’re building a culture of trust and that’s what really started to propel us forward.
So, executive leadership, building the right business team with the right skills, and then inserting IT in order to cement that team moving forward.

When doing that you are building a culture of teamsmanship. You’re building a culture of trust and that’s what really started to propel us forward.
Jeff: Yeah, it seems like you’ve been very successful at building that team and creating those pillars and moving it forward. What advice would you give to manufacturing leaders trying to align strategy with technology?
Joe: I think from a business perspective, it’s easy to bypass process. It’s easy to bypass business process. It’s easy to think that your process is bulletproof. But one of the first things that we learned was, hey, you know what? Reimagining process, value stream mapping the process, finding weaknesses and waste in the process is part of reimagining process. So that was a first pillar, if you will, business process. Reimagining a process is a big deal.
The second part of that journey is data and data governance and data readiness. We talk about it all the time, but it’s probably the single most important aspect to a digital transformation and it’s probably the single most difficult part of that journey to stand up because you have to sell why is data important? Why is governance important? Why is stewardship important? Why is custodianship of data important? And within that realm, understanding the RACI [Responsible, Accountable, Consulted and Informed], understanding who’s responsible and accountable for data within an organization was also something that we had to tackle as well.
Process and data are two foundational elements of the transformation, but then building a platform. Building a platform that moves in your reimagined processes, moves in your new governed data to build this platform that has all of your sources in a reimagined way, in a governed way, that creates the beginning of a new operating system.
Jeff: Was there anything as you were going through this that surprised you, either good or bad, and how did you and your team adjust and adapt?
Joe: I think certain teams had different problems, right? But I would tell you what ran through all of them was data. The data space was really, really difficult and it continues to be difficult today. We spent a lot of time focused on product data. Product data is so foundational to how we talk to our distributors, how we talk to our contractors, and ultimately how we connect with our homeowners.
So, if product data is not governed or is siloed and fractured, it breaks down the customer experience and the trust of the data. What surprised me in that realm is getting our business folks to really lean into investing in people that are accountable and responsible for the management of product data and master data in general. These were things that were handled internally by, I would say “heroes.” And what I mean by that is, typically, what would happen is whomever was most familiar with the process—whoever was the expert in the process—ended up becoming the person who was governing the data, and that is a mistake. That’s something that’s not scalable as the business continues to grow. So breaking down those barriers to create a data governance organization where we had stewards and custodians and that was their job function was something that we had to work on over and over, but ultimately we got there.

We talk about [data] all the time, but it’s probably the single most important aspect to a digital transformation and it’s probably the single most difficult part of that journey to stand up.
Jeff: Yeah. I think a lot of organizations struggle with that. The person who’s most involved in it becomes the go-to and then you end up with a firefighter in a situation where they can also become the arsonist and can be a problem.
Joe: Yeah. No listen, 100%, and you know as organizations, you scale and as technology changes and as new technologies come in, like AI, these fundamentals, these foundational aspects of data, really will propel companies to excel in new technologies that require both process and data.
Jeff: So true. Finally, just one last question. What excites you most about digital manufacturing and digital transformation and maybe not just at Rheem but across the entire industry? What has the light bulb going on for you and gets you excited to get up every day?
Joe: Yeah, listen, I think, for our industry, how can you best connect with the customer in the most efficient way. At Rheem, we’re what we call a two-step distribution channel, right? So, we sell to distributors, distributors sell to contractors, contractors sell to homeowners. With the technology and digital transformation that we’ve been seeing at Rheem, we’ve been trying to influence the homeowner even though we’re two steps beyond, right? So, how can we influence the contractor? How can we influence the contractor with new tools, new technologies that can actually influence the sale at the homeowner level?
And those tools and technologies and everything that we think about at Rheem, it’s always about the customer. How can we delight the customer in the best way that we can? And as we think about delighting the customer, obviously, there’s process and data and technology, but it’s our team from top down.

As technology changes and as new technologies come in, like AI, these foundational aspects of data, really will propel companies to excel in new technologies that require both process and data.
And it’s not only our team top down that’s affecting customers. We want to go all the way back to supplier. We want to make sure that our supply chain processes are as robust as possible. We want to make sure we have the right components at the right time to manufacture the right products at the right time to ensure that our inventory is serving the right service levels for our customer.
So I would tell you the transformation we’ve been doing at Rheem is 100% customer-led. We take that very, very seriously at Rheem.
Jeff: That’s excellent. And, you know, I can’t wait to learn a little bit more about what you guys are doing at Rethink this June. That case study is going to be wonderful and I appreciate all the things that you’ve shared today and I know that you were probably holding some stuff back as well. That’s sometimes tough when you’re being asked a question and you are like “Oh I want to say something…” But I also appreciate that you’re holding it back because our audience at Rethink will be really excited to hear some new insights and some additional things that add on to what you’ve shared today.
Thank you so much for doing this and I’m looking forward to seeing you in Scottsdale in June.
Joe: Same here, Jeff, thank you for the opportunity. I appreciate it. M
About the interviewer:

Jeff Puma is Content Director for the Manufacturing Leadership Council.
Managing Data Complexity with Trusted Hybrid AI

A hybrid approach combining generative and symbolic AI brings control and explainability when interpreting complex, real-world data.
![]()
TAKEAWAYS:
● Trust in AI depends on explainability, especially when working with complex, high-risk manufacturing data.
● Generative and symbolic AI combine flexibility with deterministic logic to make complex data usable and reliably interpreted.
● Manufacturers can accelerate AI adoption by starting with targeted, explainable use cases rather than waiting for perfect data.
Artificial intelligence (AI) is advancing rapidly across manufacturing, but adoption remains uneven. While many organizations are experimenting with AI, fewer have embedded it into day-to-day workflows such as quoting, engineering validation, or order processing.
The challenge is not access to AI technology, but trust in how it processes and applies large volumes of complex, fragmented data. It’s still a “black box” for many, and trust in outputs is impacted by mastery over that data.
Manufacturing leaders consistently point to the same concern: AI can accelerate tasks, but can it be relied on when accuracy is critical? In environments where errors lead to rework, production delays, or margin loss, even small inconsistencies have significant consequences.
For AI to move beyond experimentation, it must operate within the constraints and realities of manufacturing, mastering existing data and applying it in a controlled, explainable way. By combining generative AI with symbolic AI, your internal, rule-based logic can provide guardrails for generative AI outputs.
The Data Challenge: Structure Over Volume
A common belief is that AI requires perfectly clean and complete data. This often leads organizations to delay adoption, waiting until their data environment is fully standardized.
In practice, most manufacturers already have the data they need. The issue is that it’s unstructured and fragmented across enterprise resource planning (ERP) systems, CAD files, spreadsheets, emails, and the experience of engineers and sales teams.
This lack of structure creates risk in operational workflows. For example:
- Sales teams may interpret customer requirements differently, leading to inconsistent quotes.
- Engineers may need to manually validate configurations, delaying response times.
- Pricing decisions may rely on incomplete or outdated information.
Without structure, AI systems—particularly generative models—can produce outputs that appear reasonable but do not align with engineering or commercial constraints.
Improving data structure, even incrementally, allows manufacturers to apply AI in a more controlled and reliable way.
Generative Versus Symbolic AI
Different types of AI play distinct roles in manufacturing operations.
Generative AI (GenAI) is effective at working with unstructured inputs. It can interpret customer specifications, summarize technical documentation, or identify patterns across historical data. This makes it useful in early stages of workflows, such as translating customer requirements into potential solutions.
However, GenAI alone is not sufficient for execution. Its outputs are probabilistic, meaning they are not guaranteed to follow engineering rules, pricing logic, or manufacturing constraints.
Symbolic AI addresses this gap.
Symbolic AI: The Oldest Form of AI
Symbolic AI—a form of AI that has existed for decades—is grounded in the way manufacturing already operates: through rules, constraints, and engineering logic. It encodes expert knowledge into systems using structured relationships such as dependencies (“If option A is selected, option B is required.”) and exclusions (“These two components cannot be combined.”). This allows it to function much like a digital extension of engineering expertise, for example, ensuring that every configuration, design, or pricing decision follows the same logic used on the shop floor.
Unlike pattern-based AI, which infers possibilities from data, symbolic AI helps to guarantee that outputs are valid and manufacturable. In practice, this means that sales teams, for example, can generate accurate configurations without repeated engineering checks, and operations teams can trust that what is approved upstream can be built downstream without rework or delay.
Creating a Deterministic Solution
A hybrid approach combines these strengths into a deterministic solution.
GenAI can propose options based on customer inputs or historical patterns. Symbolic AI can immediately validate those options against predefined rules. Instead of relying on manual checks, validation happens in real time.
This combination is particularly relevant in operational workflows.
A Practical Example
Consider a quoting workflow for a highly configurable product.
- Before: A sales engineer interprets customer requirements, proposes a configuration, and sends it to engineering for validation. Multiple back-and-forth cycles delay the quote, and errors may still reach production.
- With hybrid AI: GenAI helps translate a customer’s RFP into a proposed solution. Symbolic AI validates it instantly against technical and regulatory constraints. The sales engineer reviews the result, focusing only on exceptions.
The outcome is faster response times, fewer errors, and reduced engineering bottlenecks without removing human oversight. The timed freed up can be focused on other, high-value activities.
Moving Forward Without Waiting for Perfection
Many manufacturers assume they need advanced data maturity or proprietary AI models before applying AI in operations. In reality, early value often comes from focused, practical use cases. Leading organizations are starting with areas where:
- The process is repetitive or time-consuming
- Errors are costly
- Rules and constraints are well-defined.
Examples include gathering business requirements from multiple sources and document formats, validating product needs earlier in the buying process, or assisting customer service teams in retrieving verified technical information.
These applications share a common characteristic: they combine AI-driven insights with clear rules and human oversight.
Importantly, progress does not require perfect data. Combined with rule-based systems, existing data can be structured and made more usable. This will also provide insights on how to make incremental improvements over time. This allows manufacturers to evolve the maturity level of the data as it is being used.
Addressing Organizational Skepticism
Adopting AI in manufacturing is as much a people challenge as it is a technical one.
Within most organizations, there’s a mix of perspectives. Some employees are eager to adopt AI, while others question its reliability, data security, or impact on established expertise. In operational environments, skepticism is often grounded in experience; teams have seen what happens when systems fail or sensitive data is mishandled.
Building trust requires transparency, secure data handling, and practical exposure. Organizations that succeed typically:
- Provide foundational education on how AI works with existing data and where it applies;
- Start with low-risk use cases that demonstrate clear value; and
- Ensure data is handled securely within enterprise-grade environments and governed within existing systems.
When teams see AI reducing manual effort, such as eliminating repetitive validation steps or improving order accuracy, while maintaining control over data and decisions, they’re more likely to adopt it in broader workflows.
The Path to Trustworthy AI
For manufacturing organizations, trust will determine how quickly AI moves from experimentation to everyday use.
Explainability is central to that trust. Teams need to understand how decisions are made, especially when those decisions affect production, cost, or customer commitments.
A hybrid approach—combining generative and symbolic AI—provides a practical path forward. It allows manufacturers to benefit from AI’s ability to handle vast amounts of data while maintaining the control and transparency required for operational reliability.
Rather than waiting for perfect data or large-scale transformation, manufacturers can begin with targeted applications that improve accuracy, reduce manual effort, and deliver immediate value.
In doing so, AI becomes less of a black box and more of a reliable extension of the systems and expertise that already drive manufacturing success. M
About the author:

Jesper Alfredsson is Chief Product Officer at Tacton.
Engendering Technology Trust in Physical and Agentic AI

Manufacturers adopting physical and agentic AI need to build trust in the technology’s reliability, security and safety impacts.
![]()
TAKEAWAYS:
● As manufacturers increasingly adopt physical and agentic AI, they are prioritizing trust in these technologies.
● Given that safety is a key concern with physical AI systems, manufacturers should take precautions and operate these systems within a defined “safety envelope.”
● Because trustworthy AI depends on human accountability, manufacturers should preserve and enhance the trust already present in human-led processes.
The expected business impact of physical and agentic AI is fueling investment and adoption in manufacturing. Despite the attention given to technology orchestration and use case development, technology trust deserves equal focus.
While these types of AI are relatively new, the way manufacturers will come to trust them follows a familiar pattern. New technologies entering the market typically progress from skepticism to trust. For example, safety programmable logic controllers (PLCs) replaced hardwired relay logic, once seen as a cornerstone of industrial safety. The adoption of ethernet-based safety input/output (I/Os) extended the reach of safety controllers and enabled more decentralized safety visibility. Similarly, safe torque off (STO) integrated into variable frequency drives reduced redundant wiring and simplified cabinet design while maintaining safety.
In each case, adoption was led by innovators and early entrants, with most businesses following fast and laggards catching up. This adoption velocity owed to the marketplace gaining increasing trust in a technology, which in turn led to significant efficiency and operational benefits, further accelerating adoption.
Today, with the rapidly improving capabilities and types of AI, manufacturers find themselves once again navigating the skepticism-trust cycle. Across industries, designing and using AI in a trustworthy manner has been essential for realizing its value. When it comes to physical and agentic AI in manufacturing, however, a new level of trust is required, and the stakes are, in some ways, much higher. This presents a significant opportunity.
As the adoption of physical and agentic AI accelerates, trust in technology, data and human collaboration will increasingly separate industry leaders from laggards. Enterprises that prioritize AI trust will be positioned to confidently move forward with deploying and scaling AI, capturing business value while competitors take a slower, more cautious approach due to initial skepticism. By addressing trust in physical and agentic AI now, organizations can help drive performance, improve safety, preserve institutional knowledge and establish a competitive advantage.
How Physical AI Changes the Safety Equation
Physical AI sits at the intersection of the digital and physical worlds. It refers to AI systems that autonomously perceive, reason, understand and take action in the physical world via machines or control systems. Physical AI is found in robots, autonomous vehicles, sensors, controls and throughout the Industrial Internet of Things (IIoT). For example, sensors and cameras combined with computer vision provide real-time data that AI uses to optimize warehouse operations, which may include other instances of physical AI (e.g., parcel sorting robots, autonomous forklifts). Many organizations are already using physical AI to at least a minimal extent. According to Deloitte’s 2026 State of AI in the Enterprise, many organizations already use physical AI to some degree, with adoption highest in the Asia-Pacific region (71%) and slightly lower in EMEA (56%) and the Americas (56%).
The transition to safety PLCs offers a useful parallel for understanding trust in physical AI. While hardwired relay logic presented limitations, such as difficulty troubleshooting and an inflexible architecture—but it was nevertheless trusted. There was some initial uncertainty surrounding the adoption of technology that could independently read inputs and execute safety logic to detect and stop dangerous machine functions. Trust grew out of controlled pilot programs, hardware redundancies, safety standards, monitoring and growing workforce confidence resulting from consistently reliable performance.
“Across industries, designing and deploying AI in a trustworthy manner has been essential for realizing its value.”
With physical AI, the concern around safety is magnified. While many systems in the manufacturing environment have physical consequences in the event of an error or failure (e.g., lifting and moving suspended loads), AI actions have additional kinetic consequences for humans and machines because their outputs have real-world implications. Furthermore, AI systems will inevitably encounter edge cases that a human operator could likely resolve using their expertise, experience and intuition.
A two-channel safety approach is a central design principle for trustworthy physical AI. The primary autonomy channel proposes and executes actions, while a functionally independent safety channel supervises those actions and, when necessary, constrains or overrides them. By incorporating redundancy, separation and established engineering practices, organizations can increase confidence in the safety of physical AI systems, similar to the role of safety PLC architectures in industrial automation. Safety is further enhanced through certified safety functions and life-cycle processes, such as those defined in IEC 61508, ISO 13849 and IEC 61800-5-2.
For some physical AI, such as robots, the system must operate within a safety envelope—an allowed operating region enforced with runtime assurance. If the machine strays from this envelope, runtime assurance intervenes. This kind of two-channel approach helps build confidence, and organizations adopting physical AI can leverage a validation strategy to enhance trust. Using simulations of physical AI systems, controlled pilots, staged autonomy and ongoing monitoring, the safety of physical AI deployments can be certified while trust in function and value increases.
Trust with Humans in the Loop
With agents and physical AI, several impactful trust domains require careful consideration. Trusted AI is characterized by being fair and impartial, responsible and accountable, robust and reliable, transparent and explainable, secure, and aligned with privacy expectations. Across these domains, humans hold the central role in trustworthy design, adoption and use. A common misconception is that AI will make humans obsolete, embedding all human expertise and reasoning into a machine that surpasses human accuracy, consistency, and even attention to safety. If this is the expectation—that machines are just as effective as people but without taking breaks or making mistakes—organizations may be disappointed. Even the most mature AI remains susceptible to inaccuracies or subpar performance due to flawed data, faulty sensors, AI hallucinations and other factors.
The reality is that trustworthy AI requires human participation, which itself can be a safety feature. By capturing operator heuristics, maintenance intuition and known solutions to local constraints, physical AI systems can be trained and optimized to function at least as well as humans. This should be considered the starting point.
As AI becomes more prevalent and sophisticated, work will be reimagined to capitalize on the strengths and capabilities of a unified human-machine workforce. Processes will change, workflows will be rebuilt with an AI-native mindset, and the value of human workers will shift from what people can do to what they know. This transformation will redefine roles and responsibilities, with humans becoming AI supervisors who validate outputs, manage exceptions and drive feedback mechanisms that help AI systems optimize over time.
“The safety concerns surrounding physical AI are significant compared to other systems.”
The adoption reality is that predictability, transparency and processes for recourse if the AI system makes an error all contribute to building human confidence in the technology. Workforce training plans, improving the operator user experience and optimizing feedback loops move in this direction. The cycle of validating outputs, refining functions and building confidence in working with AI ultimately leads to trust.
One important factor to communicate to the workforce is accountability. A machine cannot be meaningfully held accountable; it cannot apologize for a safety violation, nor can it be penalized for suboptimal performance. Therefore, trustworthy AI hinges on human accountability for AI outcomes. Blind trust in technology is unlikely to deliver the necessary level of trust in manufacturing environments. Instead, safety, reliability, transparency and all elements of trust are assured and enhanced through the combination of human and machine reasoning.
Fostering Trust in the AI-Enabled Supply Chain
AI agents are maturing alongside physical AI systems, and these technologies are likely to converge in a number areas, including the supply chain. AI agents are autonomous systems that perceive the data and technology environment, make decisions, and act with minimal or no human intervention. In the supply chain, AI agents can enable efficiency and productivity use cases like dynamic inventory management, material handling and proactive constraint management, often working with drawing data from physical AI systems. In these and other supply chain applications, trustworthy AI is paramount, particularly regarding efficiency and reliability, data security and transparency.
One factor is trust between supply chain partners across all tiers. Supplier attestations, which certify that products or materials meet specific standards and requirements, depend in part on high-quality data collected throughout the product or material life cycle. As AI agents become more widely used in supply chain interactions and documentation, the importance of trust rises commensurately. Consider the importance of trust in AI outputs when defending sustainability disclosures, guarding against counterfeits in the supply chain, or evaluating supplier quality and reliability. As supply chain processes are changed to use AI, the trust that exists in existing human-led processes will need to be preserved and enhanced.
As part of this, data security and privacy should be addressed. With dozens or even hundreds of AI agents drawing data from across the physical AI-enabled manufacturing environment, organizations need confidence that proprietary enterprise data is not being leaked or inappropriately disclosed to other agents. Humans know, almost intuitively, not to share information unnecessarily. There is not much risk in a supply chain manager divulging intellectual property while reordering materials. The same cannot be assumed for AI.
“When architecting AI systems, enterprises require a trust boundary—the divide between which data can be shared with third parties and which should be protected.”
When architecting AI systems, enterprises require a trust boundary—the divide between which data can be shared with third parties and which should be protected. This is achieved through access controls, data retention policies and privacy-by-design principles. There is a balance to find between auditability and data overexposure, which in turn fosters trust in technology governance and risk mitigation.
Regarding practical mechanisms for fostering AI trust in the supply chain, transparency and explainability are critical. Focus on data traceability and lineage throughout the data life cycle, and ensure data obligations are in place for Tier N data transparency, security and privacy. In addition, leverage the trust boundary to protect data while maintaining audit readiness. This contributes to demonstrating accuracy and reliability in AI outputs, thereby driving trust not only in the data but also in the AI systems and machines that created it.
Taken together, the trust imperatives across physical AI, human collaboration and the supply chain highlight a broader organizational reality: trust cannot be an afterthought. It needs to be deliberately designed, measured and managed across every dimension of AI adoption.
Considerations for Trust in AI Adoption
Going forward, manufacturers will need to address enterprise AI readiness, acceptance of new technology and processes that ensure trustworthy adoption and deployment of AI. Trust needs to be considered at the outset and revisited throughout the AI life cycle. There are some leading practices and opportunities to support this.
Rollout Playbook
Triage use cases to evaluate value, risk and enterprise readiness. Where could AI design, function, or use impede trust in the technology? As it relates to safety and physical AI, determine safety classifications and assurance levels to understand which system elements must be deterministic and where safety is a high priority. In addition, develop plans and assessments for the following areas:
- Data readiness: Establish data governance, a labeling strategy, lineage tracking and access controls.
- Assurance plan: Test the AI strategy, safety case approach and acceptance criteria.
- Pilot design: Include a human-in-the-loop and an adaptation protocol to support pivots and course corrections as needed.
- Operate and improvement plans: Establish processes for monitoring AI function, accuracy over time, incident response, change control and audits.
These plans and activities reveal where the organization needs to focus to ensure AI adoption is governed, safe, managed and trustworthy. With these insights and approaches, manufacturers can confidently scale trustworthy AI across sites.
Standards
Trust needs to be measurable. Leveraging standards transforms trust from a subjective concept into a set of actionable controls and verifiable evidence. Two standards may be most helpful. First, ISO/IEC 42001 is a foundational management system, establishing policies, roles, risk controls and a framework for continuous improvement. This helps ensure AI governance is consistent and not reinvented for each initiative. Second, the NIST AI RMF 1.0 offers a practical approach to implementing trustworthy AI by guiding teams through essential risk management activities, including governance, mapping, measurement and management. By using this structure, teams can accelerate deployment while minimizing unexpected challenges.
Trust Scorecard
Technology trust is a distinct area that requires specific competencies, experience and tools to evaluate and ensure trust. It can be helpful to work with an advisor when rolling out physical and agentic AI systems. For example, advisors can help organizations assess trust across the AI life cycle, structuring activities, processes and decision-making waypoints that foster confidence in AI usage and governance. Priority assessment factors may include:
- Data completeness, timeliness and lineage coverage
- Model performance, drift, calibration and false-negative safety-critical rates
- Operational factors such as downtime impact, mean time to repair, exception rate and override frequency
- Safety near-misses, safety envelope interventions and validation coverage
- Workforce adoption, training completion and operator confidence
- Supply chain provenance coverage, audit findings and supplier compliance rates
As manufacturers navigate the journey from skepticism to trust with AI, they will undertake the complex work of governing the AI ecosystem and managing deployments, considering not only their capabilities but the impact on safety, security, reliability and other domains of trust. Trust and business value grow together as operations transform to maximize the potential of a human-machine workforce. Manufacturers who prioritize trustworthy AI today can lay an essential foundation for scaling physical and agentic AI, driving performance and distinguishing the enterprise as an industry leader. M
About the authors:

Rohini Prasad is Principal, Supply Chain and Manufacturing with Deloitte Consulting LLP.

Chris Como is Associate Vice President, Product Strategy and Smart Manufacturing with Deloitte Consulting LLP.
Orchestrating Material Handling with AI & Automation

Smart, data-driven solutions can turn material handling limits into competitive edge by unifying virtualization, automation, AI, and secure IT/OT.
![]()
TAKEAWAYS:
● A unified digital foundation enables scalable automation and AI, delivering measurable and repeatable value across an enterprise’s domains.
● Virtualization and dynamic digital twins reduce risk, accelerate deployment, and enable continuous optimization.
● Secure-by-design IT/OT architectures are essential for orchestrating data, automation, and AI safely and at scale.
Material handling remains a significant constraint on global manufacturing. Despite deepening labor shortages, manufacturing operations still rely on the manual movement of materials, leading manufacturers to find ways to increase efficiency. While automation has helped, it hasn’t fully solved the problem. Across industries, four key barriers consistently stall progress:
- Proof-of Concept Purgatory: Many organizations attempt to modernize material handling through isolated pilot projects. Eighty percent of these efforts fail to scale beyond the pilot phase, preventing meaningful transformation.
- Lack of Orchestration: Automation is often deployed as point solutions—autonomous mobile robots (AMRs), automated storage and retrieval systems (ASRS), conveyors, and control systems operating independently—resulting in a set of disconnected processes that cannot dynamically coordinate material flow, adapt to real-time conditions, or scale effectively. Without orchestration, automation adds complexity faster than it adds value.
- Untapped Data: Data is generated everywhere but used effectively almost nowhere. It remains trapped within individual systems, limiting visibility and preventing organizations from optimizing flow, predicting disruptions, or enabling AI-driven decision-making.
- Rising OT Cyber Risk: As connectivity increases, so does exposure. Operational technology (OT) environments are now among the most targeted domains for cyberattacks. Without a structured security approach, digital transformation efforts increase risk.
Breaking through these barriers requires more than incremental improvements or point solutions; it requires a shift in mindset—from technology-first experimentation to architecture-first transformation.
The Transformation Playbook
To scale effectively, organizations should design their systems as integrated, intelligent environments from the outset, ensuring virtualization, automation, and AI operate on a unified, secure foundation (Figure 1).
Figure 1: The pillars of scalable, intelligent material handling transformations
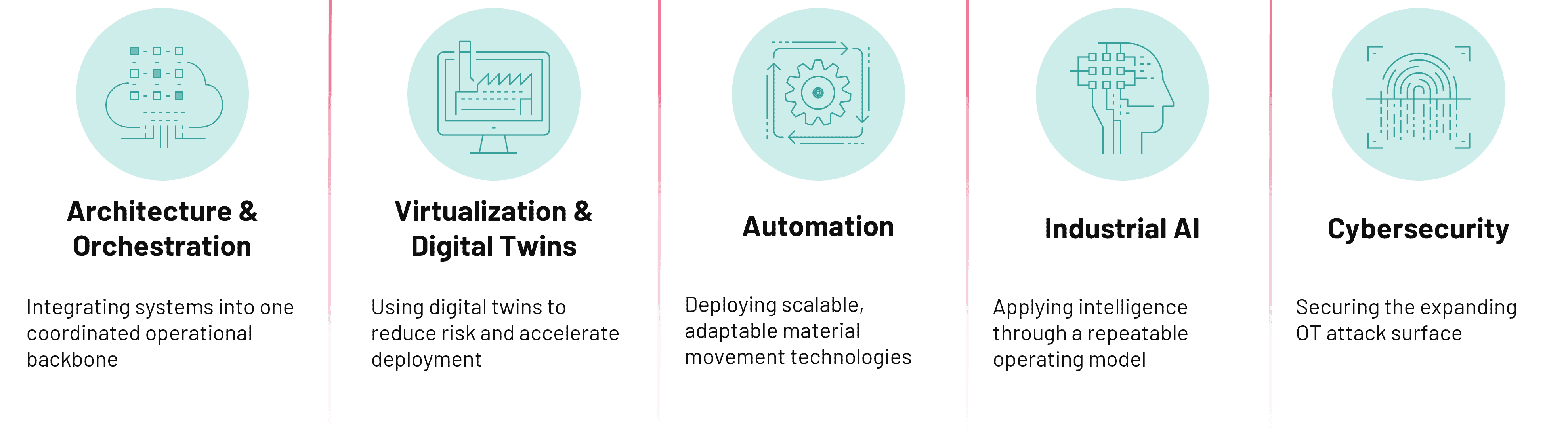
Architecture and Orchestration
Material handling systems require a well-defined architecture, orchestrated to connect systems, data, and physical operations into a unified whole.
Orchestration serves as the connective layer across the enterprise, coordinating information flow between enterprise platforms and OT. It enables technologies like warehouse management systems (WMS), manufacturing execution systems (MES), control platforms, and equipment to operate as a single, synchronized environment.
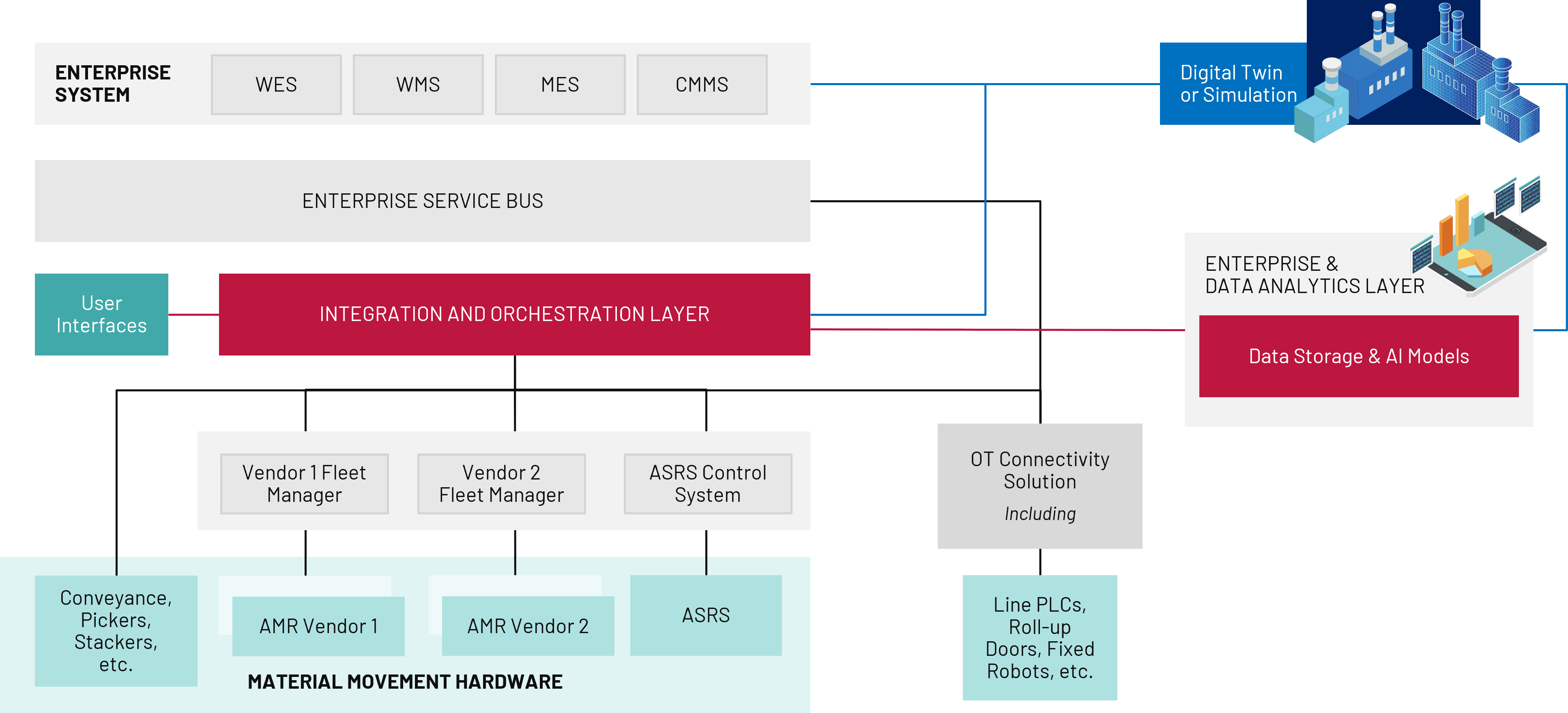
A comprehensive architecture integrates this orchestration layer with enterprise systems, OT connectivity, and material movement hardware (Figure 2). This structure unlocks trapped data, standardizes interactions across sites, and establishes the digital backbone required for scalable automation, virtualization, and AI.
Figure 2: Comprehensive IT/OT orchestration addresses islands of automation
Virtualization and Digital Twins
Virtualization enables the creation of virtual representations of systems, processes, and assets. Using virtualization, manufacturers can test ideas before implementing physical changes to their operations. By virtually validating performance, integration, and return on investment (ROI), teams ensure that only scalable, enterprise-ready solutions proceed, breaking the endless proofs-of-concept cycle.
Digital twins are the primary virtualization capability. By unifying data from disparate tools and systems into a single model, digital twins create a dynamic, holistic view of operations that would otherwise remain fragmented. A digital twin supports the full life cycle of a material handling system, enabling teams to simulate scenarios, validate designs, and test automation strategies prior to deployment.
Virtualization’s value lies not in creating a perfect model, but in enabling better decisions pre- and post-deployment. Organizations that use digital twins effectively design their automation systems with greater confidence, achieve faster deployments, and continuously optimize performance. When maintained as living assets, digital twins become long‑term operational tools rather than one‑time models or proofs-of-concept.
Automation
Automation delivers meaningful performance gains only when deployed on a coordinated architectural foundation and guided by virtual design. Without orchestration and upfront simulation, automation technologies operate in isolation, limiting their adaptability to real-time conditions.
Virtualization and digital twins play critical roles in shaping automation deployment. By simulating material flows, validating system designs, and testing control strategies, organizations can ensure that automation is right-sized, properly integrated, and aligned to operational objectives.
“Organizations that use digital twins effectively design their automation systems with greater confidence, achieve faster deployments, and continuously optimize performance.”
When deployed according to validated models, automation becomes a flexible execution layer capable of adapting to changing demand, reallocating tasks, and optimizing material flow, effectively swapping fixed, siloed processes for dynamic, system-wide coordination of material movement.
The value of automation goes beyond replacing manual labor, enabling responsive, scalable operations. When guided by virtualization and governed by orchestration, automation evolves into a strategic capability that supports continuous optimization and establishes the foundation for advanced, AI-driven decision-making.
Industrial AI
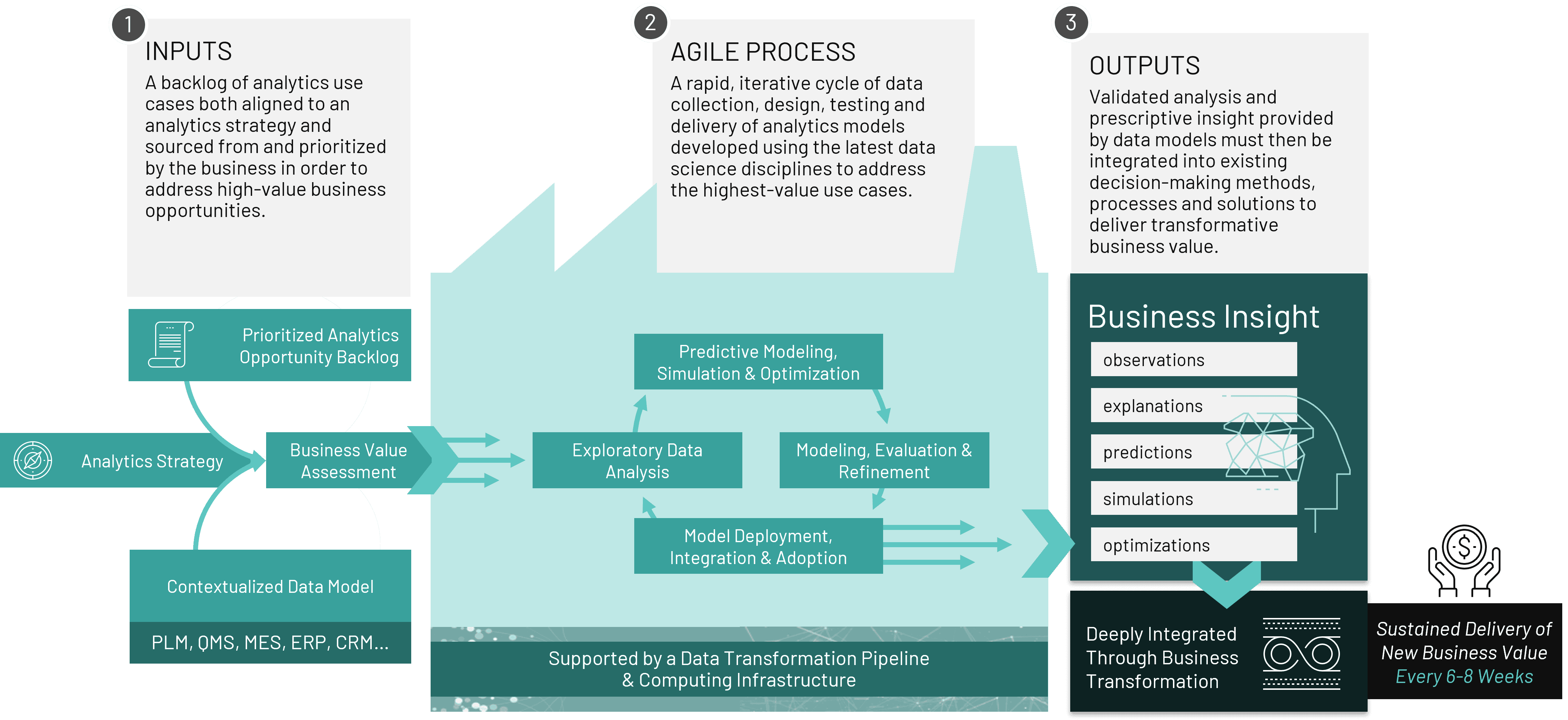
AI becomes transformative only when linked to clearly defined value drivers and measurable performance improvements. Without that connection, even advanced models struggle to move beyond experimentation. Successful organizations start by defining where intelligence can improve outcomes—whether that’s throughput, labor efficiency, cycle time, or service levels—and building a structured opportunity pipeline aligned to those value drivers.
The AI Factory approach provides this foundation, using a clear set of inputs—an analytics strategy, a prioritized opportunity backlog, defined business value targets, and the data models required to support them—to fuel an agile, iterative cycle to explore opportunities, optimize approaches, develop models, and deploy solutions into operations (Figure 3). This operating model replaces perpetual, isolated experiments with a repeatable, governed pipeline capable of delivering new AI-driven capabilities every six to eight weeks. Equally important, it ensures that each deployment is tied back to measurable outcomes, reinforcing stakeholder confidence and accelerating adoption.
When organizations pursue AI through isolated proofs-of-concept, momentum slows and the value remains unclear. A value-driven operating model ensures that AI becomes a scalable capability that continuously delivers insight, optimization, and measurable business impact.
Figure 3: A self-funding, scalable analytics engine for your operation
Cybersecurity
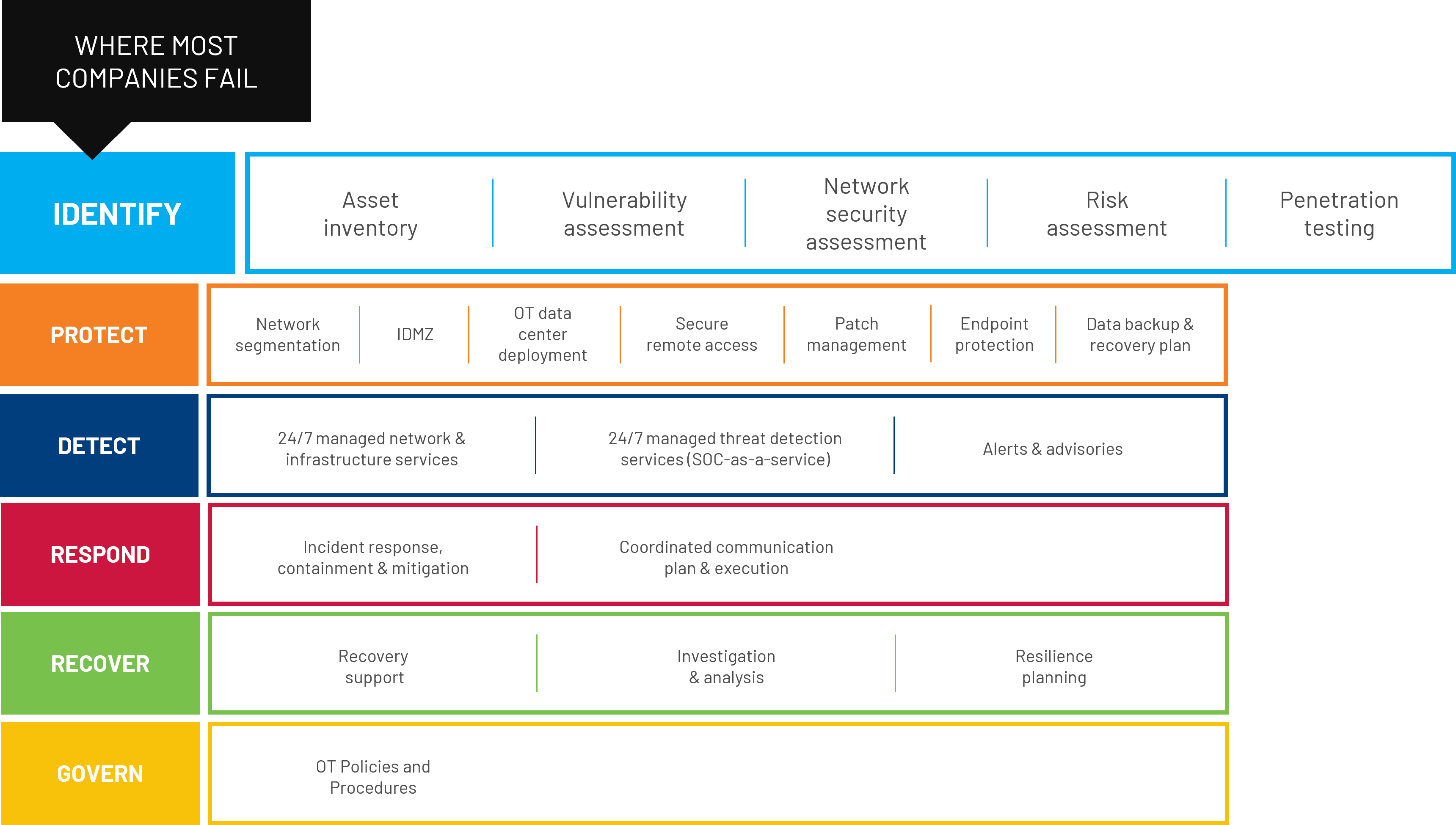
As virtualization, automation, and AI expand an organization’s connectivity, they also expand its attack surface. In modern material handling environments, a single compromised controller, AMR fleet manager, or WES can halt material flow—and production—within minutes. Thus, operational technology must be treated as a board-level risk, and a National Institute of Standards and Technology (NIST)-based framework provides a structured approach to securing industrial environments (Figure 4).
Beyond preventing disruptions, robust cybersecurity also enables orchestration and AI to scale safely. Without secure connectivity, organizations are forced to limit integrations, reinforcing the very islands of automation they aim to eliminate. Cybersecurity is not a constraint on innovation; it is the foundation that enables it.
Figure 4: NIST cybersecurity framework
A Unified Path to Step-Change Performance
Material handling challenges aren’t solved with more technology—they’re solved by designing how technology, data, and operations work together.
Organizations that achieve step-change performance gains take an architecture-first approach, where orchestration provides the foundation, virtualization reduces risk and informs design, automation executes with flexibility, AI drives continuous optimization, and cybersecurity ensures the entire system can scale safely. Together, these capabilities comprise a proven transformation playbook, but their impact depends on how they’re applied.
Successful organizations start by defining a strategy: where value will be created, how systems will integrate, and how capabilities will scale across the enterprise. Then, they use this playbook to guide execution, ensuring each investment contributes to a cohesive, intelligent material handling system. This approach moves organizations beyond isolated improvements to building a capability that compounds over time.
For executives, the question is no longer whether to invest in automation or AI, but how to design a system to unify them. M
About the authors:

Drew Cekada is Lead Principal of Retail, Warehousing & Logistics at Rockwell Automation.

Torrence Gibson is Consulting Manager of Distribution, Logistics & Supply Chain at Rockwell Automation Digital.
Welcome New Members of the MLC May 2026
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Jay Agarwal
Vice President, Digital Manufacturing and Agriculture
McCain Foods
![]()
https://www.linkedin.com/in/jay-agarwal-5a283046/

Will Bonifant
Global Vice President and Chief Supply Chain Officer
Hormel Foods
![]()
https://www.hormelfoods.com/
![]()
https://www.linkedin.com/in/will-bonifant-217a101/

Alissa Cleland
Industry Director
Bosch
![]()
https://www.bosch.com/
![]()
https://www.linkedin.com/in/alissacleland/

Fayne Cohen
Marketing Director
Bloom Energy
![]()
www.bloomenergy.com
![]()
https://www.linkedin.com/in/faynesamantha/

Katie Holman
VP Supply Chain, Meals and Baking
General Mills
![]()
https://www.generalmills.com
![]()
https://www.linkedin.com/in/katieholman/
James Hughes
VP Operations AI and Digital Transformation
Abbvie
![]()
https://www.abbvie.com/
![]()
https://www.linkedin.com/in/james-hughes-63a2ba80/

John Marth
Industry Director
Workday
![]()
www.workday.com
![]()
https://www.linkedin.com/in/john-marth/

Travis McDonough
Senior Vice President, Operations
Smurfit Westrock
![]()
https://www.smurfitwestrock.com/
![]()
https://www.linkedin.com/in/travis-mcdonough-25a6411a/

Aneesa Muthana
CEO
Pioneer Service
![]()
https://pioneerserviceinc.com/
![]()
https://www.linkedin.com/in/aneesamuthana/

Jai Perumal
VP Global Operations
Standex
![]()
www.standex.com
![]()
https://www.linkedin.com/in/jayakumar-perumal-mba-4033016/
Building an OT Organization in an IT World

As OT capabilities grow, leaders need intentional structures to unify IT/OT roles, refine workflows, and enable digital transformation to scale.

TAKEAWAYS:
● Successful IT/OT integration requires a clear understanding of current personas, workflows, and capability gaps across both technical and operational domains.
● Technology investments should intentionally free up time for higher-value work and reshape responsibilities across IT and OT roles.
● A future-ready IT/OT structure must be adaptable to company size, talent availability, and evolving digital and operational technology needs.
The operating technology (OT) landscape is rapidly evolving. Many industrial operations now rely on OT solutions that didn’t even exist five years ago. With this accelerated change, manufacturers struggle to evolve their organizational structures to keep pace and properly govern the OT space.
Some organizations have applied the same governance models to both IT and OT, but with limited success. In reality, OT presents distinct challenges compared to IT, including strict uptime requirements, harsh environments, equipment-level connectivity, and varied user sophistication.
This structural lag often causes confusion over who truly owns OT—whether IT, engineering, or operations—and can prompt a “land grab” for responsibility. This struggle can produce a site- or project-specific approach to OT, leaving it disconnected from a broader technology strategy. Without a deliberate, integrated approach, OT efforts become isolated, making it harder to replicate successes, share lessons learned, or drive transformation across the enterprise.
Current State of IT/OT Organization Structures
Typically, OT capabilities evolve organically in response to specific needs. As a result, companies often accumulate underused and overlapping resources, hindering their ability to reallocate budgets to high-impact areas and scale appropriately (Figure 1).
Figure 1: Design of OT capabilities does not enable digital transformation
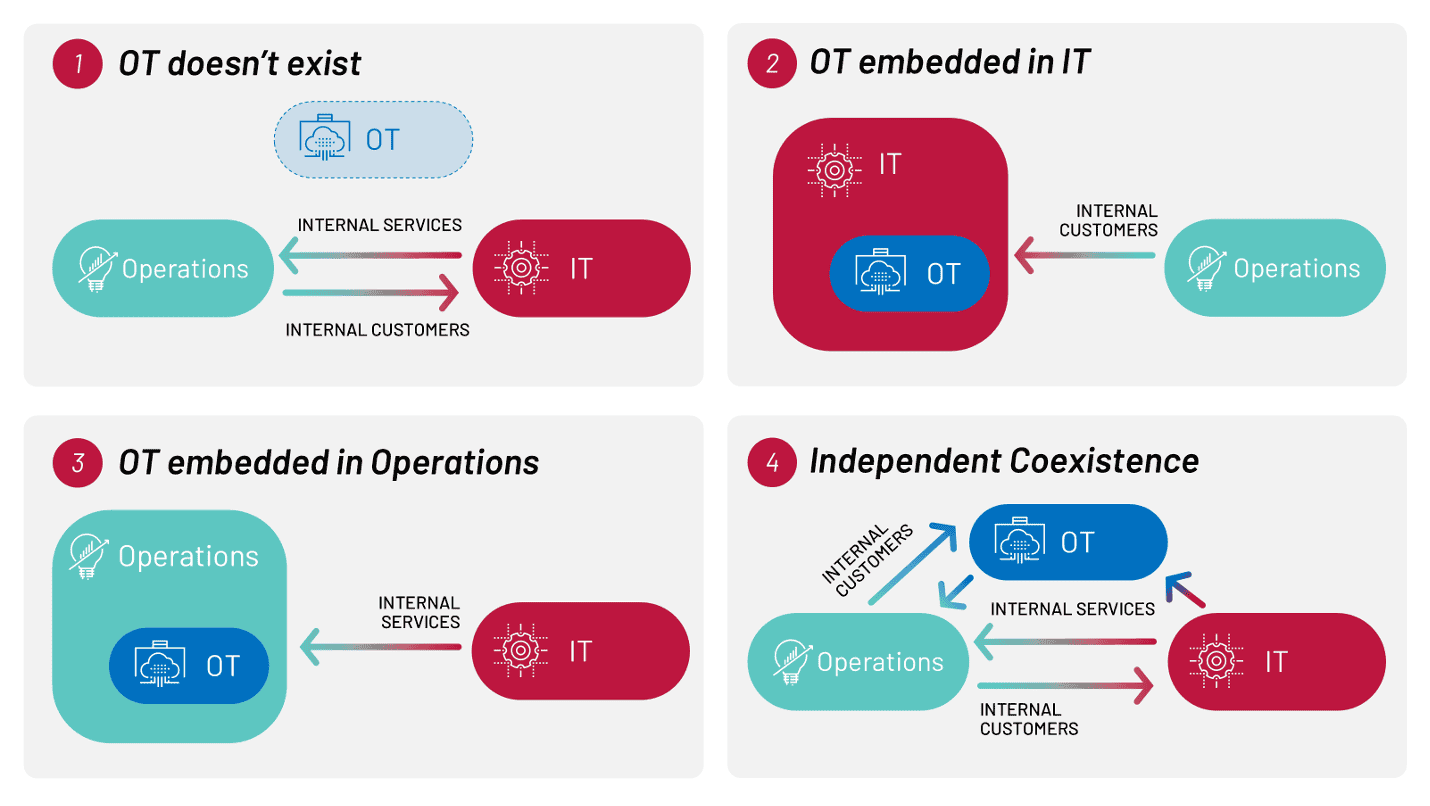
Note: For most manufacturers, OT capabilities haven’t been properly designed to enable digital transformation, typically falling into one of four organizational structures.
All four of these current-state organizational models for OT are suboptimized for spending purposes and frequently result in fragmented projects, missed opportunities for economies of scale, and limited visibility across operations and IT.
Designing Your Future IT/OT Organization
Even with a clear vision, integrating IT and OT is a formidable challenge for technology leaders. Leaders need a structured approach, beginning with an understanding of their teams’ current structure and the strengths they want to retain (Figure 2).
Figure 2: Foundation: The IT/OT Competency Model
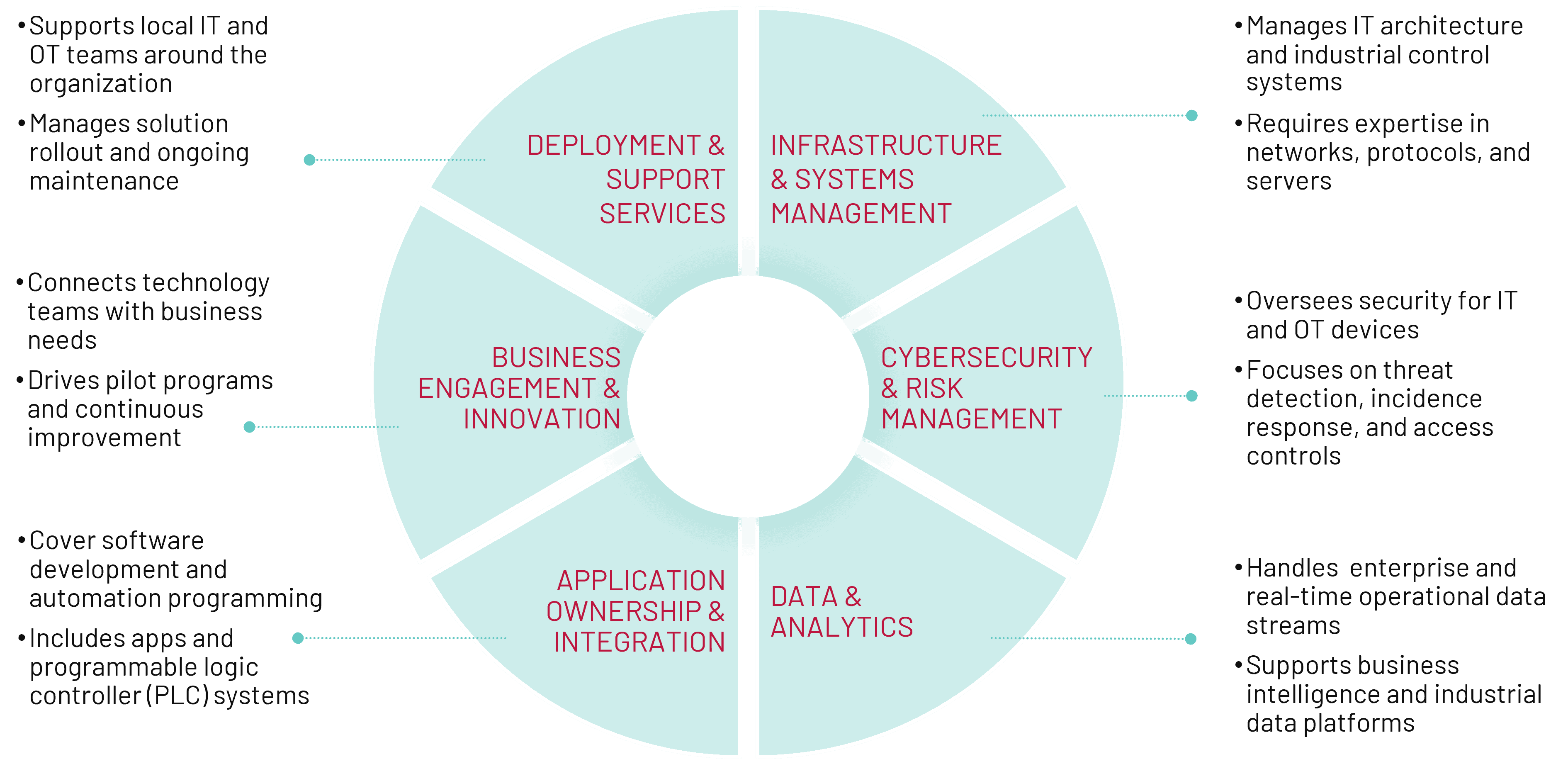
Note: Many IT and OT team responsibilities fall into these six domains.
Start by inventorying your organization’s current capabilities across these six domains. Identify the critical responsibilities your new organization must manage. Then, evaluate each capability’s current maturity level and its strategic importance to future business and technology objectives. These maturity levels and responsibilities will inform time allocation, gap analysis, and the key workflows that your organization must be able to perform.
Step 1: Understand Current Personas and Responsibilities
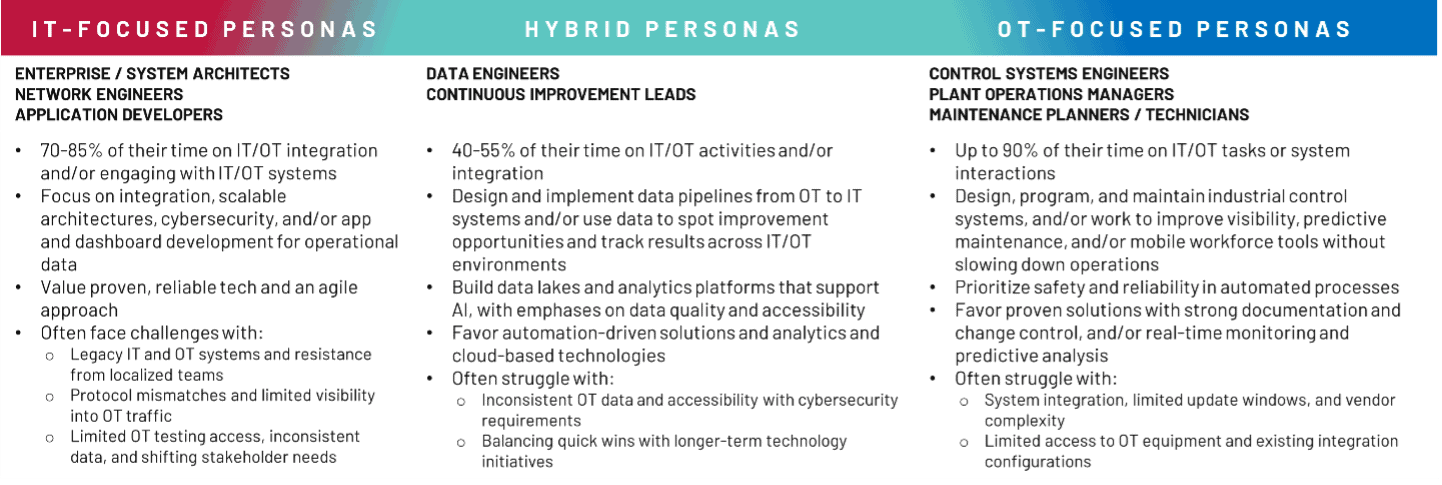
To build a successful OT/IT model, you must first understand current stakeholders’ roles, needs, and challenges. Focus on those who interact frequently with your IT/OT systems, as their input will shape the adoption approach and ultimately dictate success (Figure 3).
Figure 3: Summary of roles to analyze when building a functional OT/IT model
Step 2: Assess Time Allocation Opportunities
New technology can significantly reshape how personas allocate their time. For example, automation platforms can allow control systems engineers to shift from reactive maintenance to proactive optimization. Artificial intelligence (AI) and agentic AI solutions are accelerating the evolution of many IT and OT roles, requiring an increasing focus on data integrity and security both on-premises and in cloud solutions. Technology investments should explicitly target time reallocation opportunities that align with strategic business objectives.
Next, assess in-flight technology initiatives that may change responsibilities. Map these changes to understand staffing impacts, skill development needs, and persona capacity to support future technology objectives. Consider how these in-flight initiatives will impact time allocation and responsibilities moving forward.
Step 3: Define Critical Workflows
Next, begin mapping the critical processes the new IT/OT organization will support. These processes can vary by organization but broadly fall into several categories (Figure 4).
Figure 4: Common categories of processes that an IT/OT organization must support
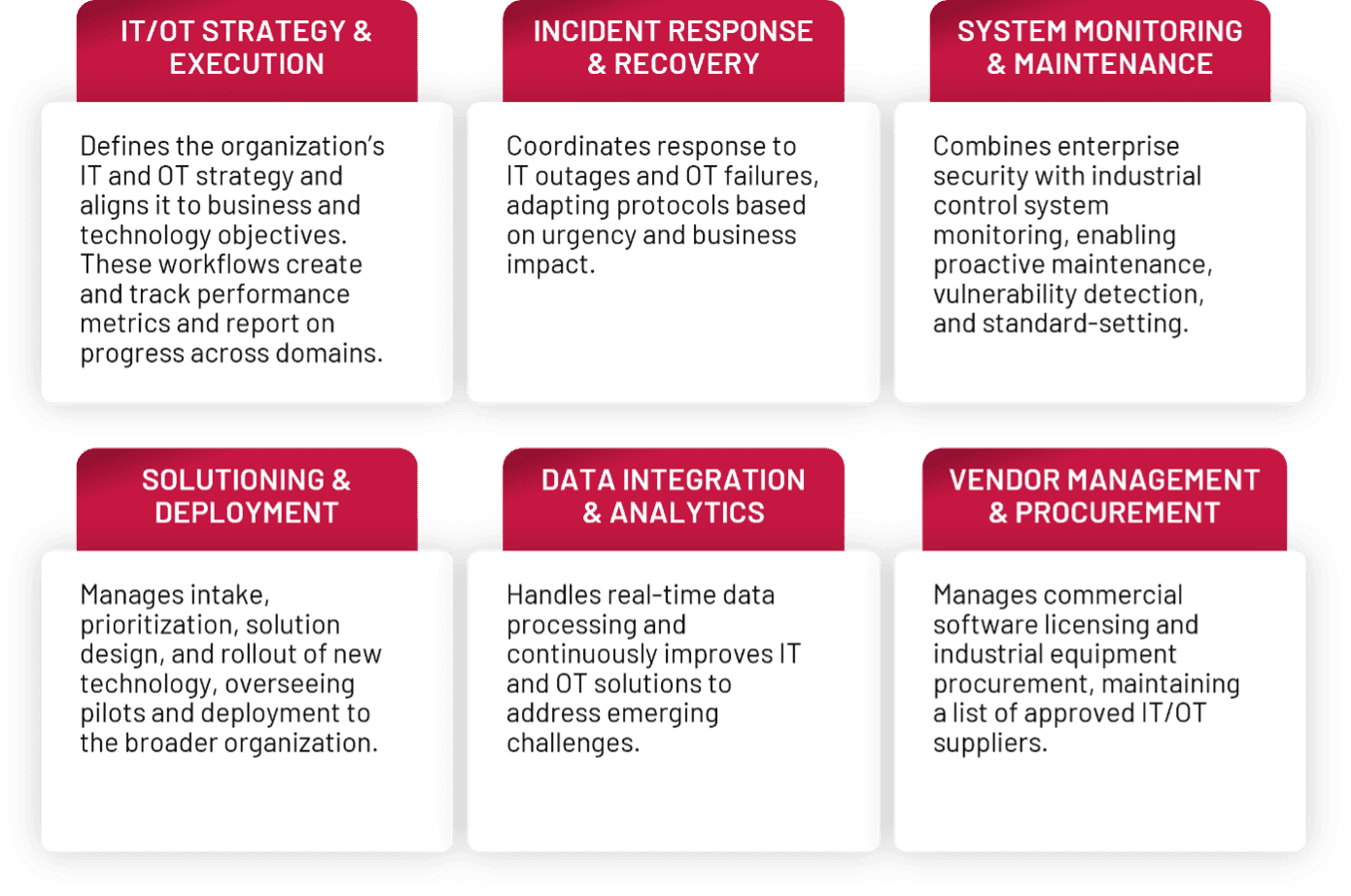
These critical processes will form the foundation of the newly designed IT/OT organization, establishing standards for communication and collaboration regarding how members will perform critical functions.
Technology can automate workflows, reducing the manual effort and time required. As AI agents, dashboards, and workflows increasingly automate system monitoring, incident response, and vendor management, a future-focused IT/OT organization must carefully assess how new technology initiative will change staffing roles and responsibilities.
Step 4: Skills Matrix and Gap Analysis
With a clear understanding of personas and future processes, develop a skills matrix to map current capabilities to needs. This matrix should encompass both technical skills (e.g., industrial protocols, model training, security frameworks) and soft skills (e.g., cross-functional collaboration, communication).
Assess both depth and breadth of expertise. While some roles require deep specialization, successful IT/OT convergence requires T-shaped professionals who can bridge technical and non-technical domains and adapt to emerging technology opportunities.
This skills matrix assessment pinpoints weaknesses or gaps, helping to determine whether current resources can support IT/OT goals, or if new roles and training are needed to support the organization’s technology strategy.
Step 5: Tailoring Your IT/OT Structure to Your Setting
There’s no one-size-fits-all model. The ideal organizational structure depends heavily on company-specific factors, including size, capital access, location, and existing capabilities (Figure 5).
Figure 5: Adapting organizational structures depending on size
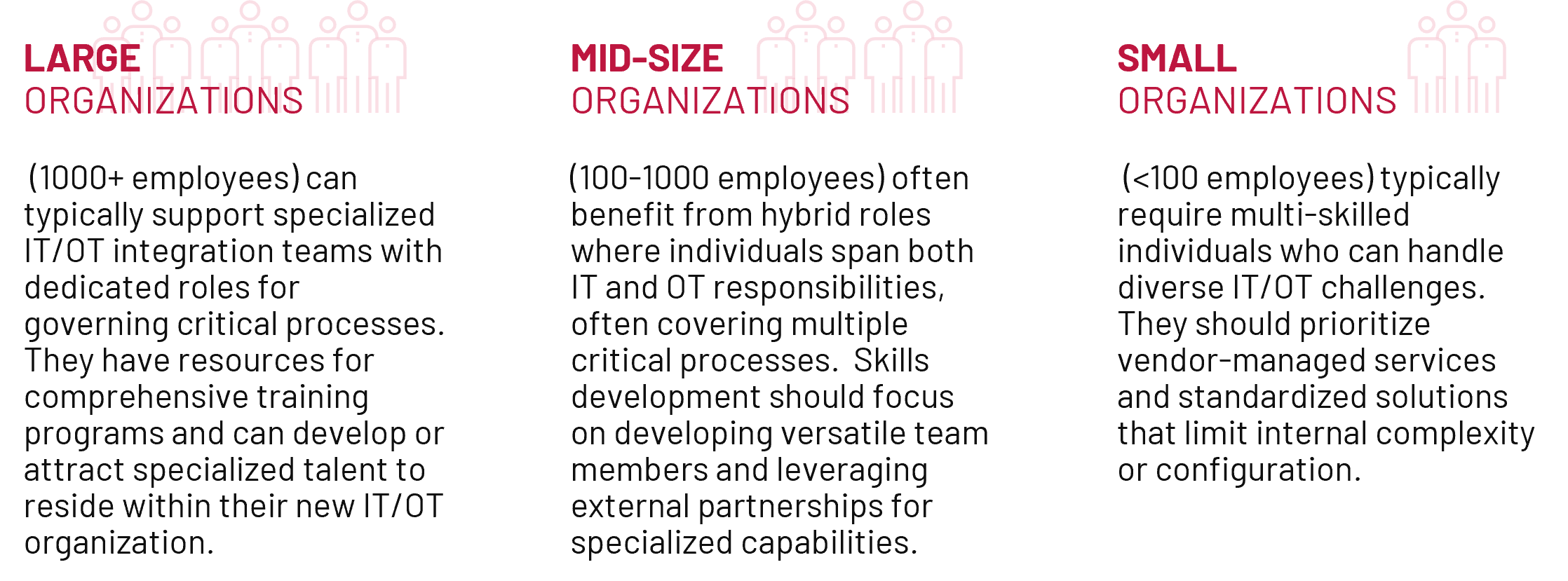
Organizations in major metropolitan areas typically have access to diverse talent pools, enabling them to recruit specialists in both IT and OT. In contrast, rural, specialized, or localized industrial locations may need to focus on developing existing talent, agentic capabilities to elevate existing skillsets, or leveraging remote work arrangements to access specialized IT and OT skills.
It’s important to assess your competitive position in the talent market and adjust your organizational design accordingly. Some organizations may benefit from hybrid arrangements with shared service centers, while others may need to simplify governance, limit locally managed processes, or tailor responsibilities to match available skillsets.
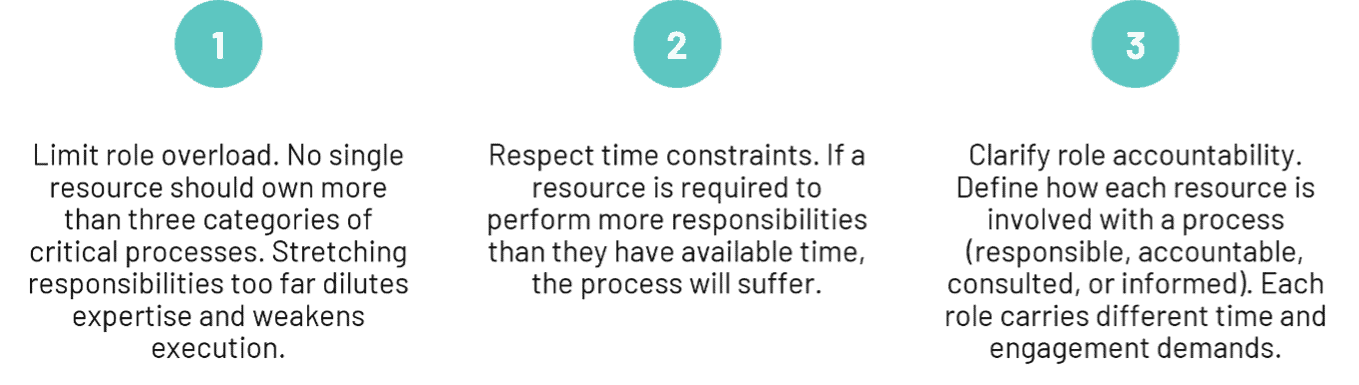
Step 6: Mapping Processes to Roles
With your organization’s IT/OT structure defined, the next step is to assign roles (Figure 6). Each identified critical process should be clearly mapped to specific roles and teams, with a defined reporting structure and resource allocation. For individuals sharing multiple processes, clarify how their time will be split across responsibilities, taking availability and persona analysis into account.
Figure 6: Guiding principles for organizational process mapping
Successfully designing a joint IT/OT organization begins with assessing current capabilities and resources, understanding critical workflows, and thoughtfully considering company-specific realities. Whether your organization employs standalone IT and OT functions, an IT-, operations- or engineering-led model, or nested OT functions within IT, success depends on an the organization’s ability to serve its internal functions effectively.
As technologies evolve and business needs shift, IT/OT structures must adapt to sustain operational efficiency. Organizations that build adaptability and innovation into their foundational design will achieve sustainable operational efficiency in an increasingly connected industrial landscape.
By following this framework, companies can move beyond disjointed, ad-hoc IT/OT collaboration toward a purpose-built structure. This structure aligns strategy with execution, capabilities with business imperatives, and people with processes that drive value, resulting in a future-ready organization positioned to thrive in the converged digital and operational technology landscape. M
About the authors:

Will Rosengarten is Data Strategy & Architecture Lead at Rockwell Automation Digital.

Thomas Swigon is a Senior Consultant at Rockwell Automation Digital.
Manufacturing Leadership Council Announces Finalists for the 2026 Manufacturing Leadership Awards
Washington, D.C. – The Manufacturing Leadership Council, the digital transformation division of the National Association of Manufacturers, today announced the finalists for the 2026 Manufacturing Leadership Awards, honoring world-class manufacturers and individual leaders for outstanding achievements in digital transformation. In addition, MLC unveiled the 2026 Partners in Collaborative Innovation, which recognizes technology and consulting organizations that play a vital role in advancing Manufacturing 4.0 throughout the industry.
The 2026 Manufacturing Leadership Awards finalists represent excellence across nine project categories and two individual categories, reflecting the breadth, depth and momentum of digital innovation underway throughout the manufacturing sector. A complete list of finalists is available here.
“In an era defined by rapid technological change and continued business uncertainty, manufacturers are demonstrating that digital transformation remains a powerful driver of resilience, competitiveness and long-term growth,” said David R. Brousell, founder, vice president and executive director of the Manufacturing Leadership Council. “The 2026 finalists showcase the ingenuity, leadership and strategic vision that are shaping the future of manufacturing, and we are proud to recognize their accomplishments.”
Category winners will be announced at the Manufacturing Leadership Awards Gala on June 24, 2026, at the Fairmont Princess in Scottsdale, Arizona. In addition to category winners, the gala will also recognize recipients of the Future of Manufacturing Award, Small/Medium Enterprise Manufacturer of the Year, Large Enterprise Manufacturer of the Year and Manufacturing Leader of the Year. The gala takes place at the conclusion of Rethink: Accelerating Digital Transformation in Manufacturing.
“The Manufacturing Leadership Awards continue to evolve alongside the industry, mirroring how manufacturers are applying advanced technologies to transform operations, culture and business models,” said Penelope Brown, senior content director at the Manufacturing Leadership Council and director of the awards program. “This year’s finalists reflect an exceptional level of strategic thinking and execution, underscoring how digital initiatives are delivering real, measurable impact across the manufacturing enterprise.”
In conjunction with the finalist announcement, MLC also named its 2026 Partners in Collaborative Innovation, honoring organizations that support manufacturers on their digital transformation journeys through thought leadership, technology, research and ecosystem-building. These partners play an essential role in fostering collaboration, accelerating innovation and strengthening the broader Manufacturing 4.0 community.
All finalists will be formally recognized on stage during the Manufacturing Leadership Awards Gala. Additional details about the awards program, the gala event and the complete list of finalists and Partners in Collaboration can be found here.
Manufacturing Leadership Council Appoints Ron Castro as Chairman and Will Bonifant as Vice Chairman of Board of Governors
Washington, D.C.—The Manufacturing Leadership Council (MLC), the digital transformation division of the National Association of Manufacturers, today announced the appointment of Ron Castro, Vice President and Chief Supply Chain Officer at IBM, as Chairman of the MLC Board of Governors, and Will Bonifant, Group Vice President and Chief Supply Chain Officer at Hormel Foods, as Vice Chairman.

The MLC Board of Governors is a distinguished advisory body composed of senior manufacturing executives who provide strategic guidance to the Council on its Critical Issues agenda, research initiatives, and programs designed to help manufacturers advance on their Manufacturing 4.0 journeys.
“Ron and Will bring exceptional leadership experience, deep operational expertise and a strong commitment to advancing digital transformation in manufacturing,” said David R. Brousell, Founder, Executive Director and Vice President of the Manufacturing Leadership Council. “Their perspectives will be invaluable as the MLC continues to help manufacturing leaders navigate an increasingly complex and technology-driven environment.”
As Chairman, Castro will help guide the strategic direction of the MLC at a time when manufacturers are accelerating the adoption of advanced technologies across operations and supply chains. At IBM, Castro leads global supply chain operations and has been instrumental in driving the development of an end-to-end, AI-enabled supply chain that integrates advanced analytics, automation and cognitive technologies to improve performance, resilience and decision-making.

“It is an honor to serve as Chairman of the Manufacturing Leadership Council Board of Governors,” said Castro. “The MLC plays a critical role in bringing manufacturing leaders together to share insights, challenge conventional thinking and accelerate progress toward Manufacturing 4.0. I look forward to working closely with the Board and the MLC leadership team to further strengthen the Council’s impact across the industry.”
Bonifant, as Vice Chairman, brings extensive global supply chain and operations leadership experience spanning food and consumer packaged goods manufacturing, engineering, strategy and organizational transformation. In his role at Hormel Foods, Bonifant oversees the company’s global supply chain, including procurement, manufacturing, planning, logistics, engineering and supply chain innovation. Prior to joining Hormel Foods, he held senior supply chain leadership roles at The Hershey Company and earlier served as a management consultant and U.S. Navy officer.
“I’m honored to take on the role of Vice Chairman of the MLC Board of Governors,” said Bonifant. “The Council’s focus on the intersection of technology, leadership and operations is more important than ever, and I look forward to contributing to its mission of helping manufacturers build more agile, resilient and digitally enabled enterprises.”
The Manufacturing Leadership Council is the nation’s foremost executive leadership organization dedicated exclusively to digital transformation in manufacturing. Through research, events, peer networking and thought leadership, the MLC helps manufacturing executives understand and act on the technological, organizational and leadership dimensions of Manufacturing 4.0.
Survey: GenAI Adoption Surges In Manufacturing

MLC’s new Industrial AI survey also shows that 61% believe that AI will be a game-changer for the industry by 2030.
![]()
KEY TAKEAWAYS:
● 90% of manufacturers surveyed say they will increase generative AI usage in the next two years. Similar growth is expected for traditional AI tools.
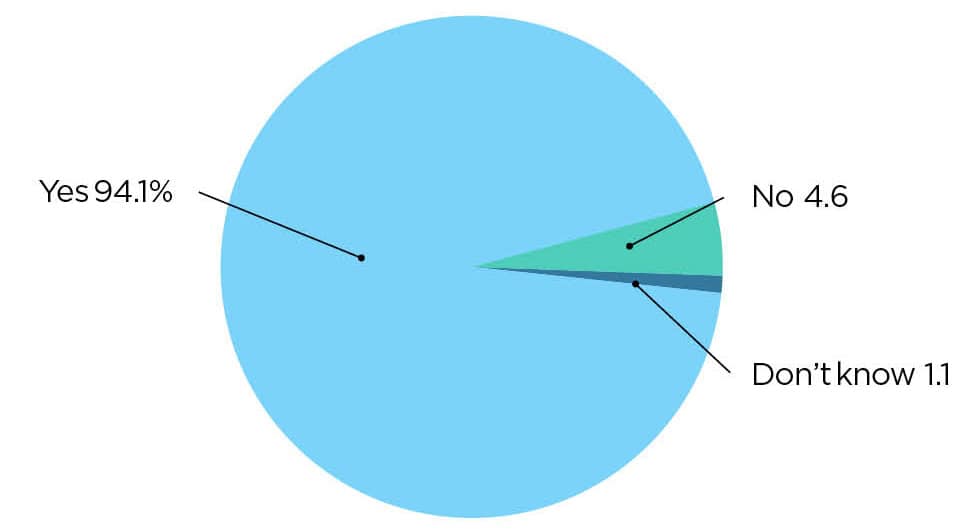
● 67% say their companies now have a corporate AI strategy.
● But manufacturers are at an early stage on the maturity curve in their use of all types of AI systems.
Manufacturers are embracing artificial intelligence technologies aggressively and are now widely deploying generative AI tools such as ChatGPT in many facets of operations.
At the same time, older AI technologies such as statistical analysis and business intelligence products are also slated for increased adoption in the years ahead.
But even as the AI wave builds in manufacturing, most manufacturers say they are at an early level of maturity in their use of AI software as they struggle with data quality and workforce skills issues and anticipate reductions in headcount as a result of AI adoption.
These are some of the key findings of the Manufacturing Leadership Council’s new survey on Industrial AI. The survey covered the status of generative AI and traditional AI tool adoption; manufacturers’ strategies with AI and how they are organizing around the AI opportunity; expected benefits, challenges and impact of AI; and what the future may hold with the technology.
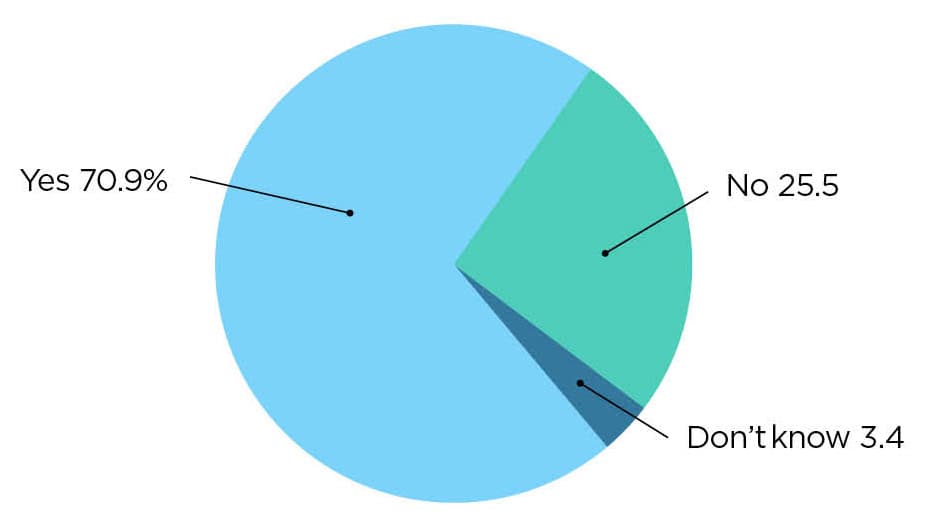
Status of GenAI
Today, more than 70% of manufacturers surveyed say they are currently using generative AI products such as OpenAI’s ChatGPT and Microsoft’s Copilot (Q1). This finding is up more than 24 points since MLC’s last general AI survey in 2024, when 46% said they were already using the technology.
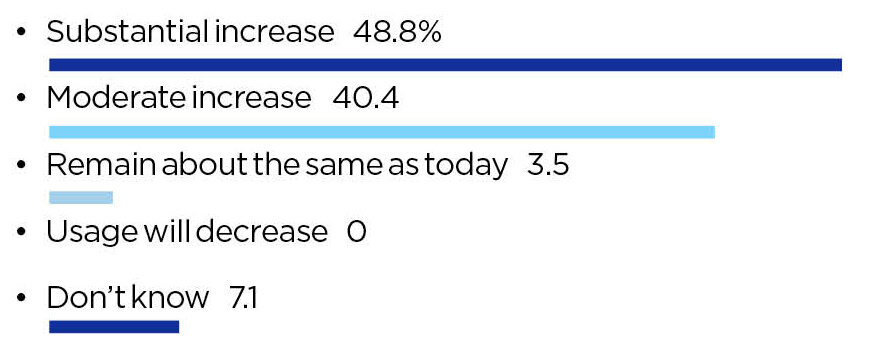
Even more impressive is that nearly 90% of those taking this year’s survey said they would increase generative AI usage in the next two years, with nearly 49% indicating a “substantial” increase (Q2), up from 35% in 2024.
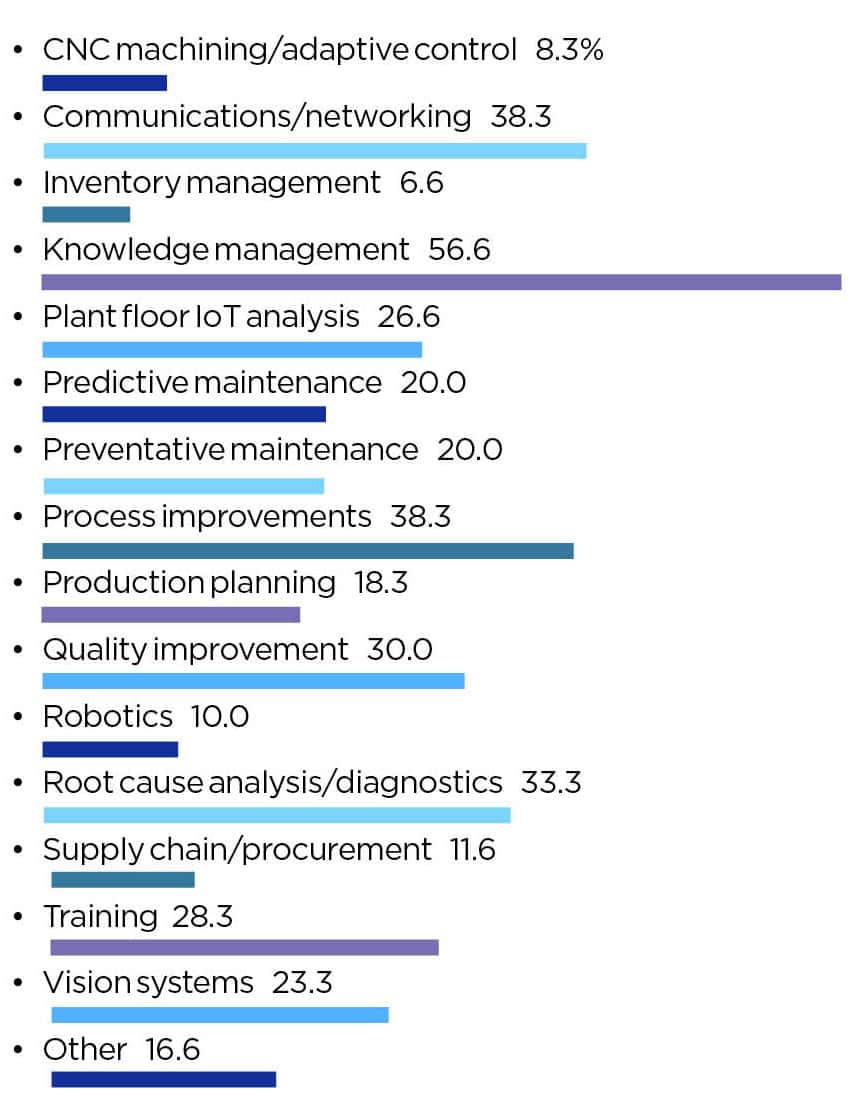
Interestingly, manufacturers are applying GenAI in many operational functions. Across 15 operational functions surveyed, double digit responses were collected in almost every category, with knowledge management, process improvements and root cause analysis/diagnostics leading the pack (Q3).
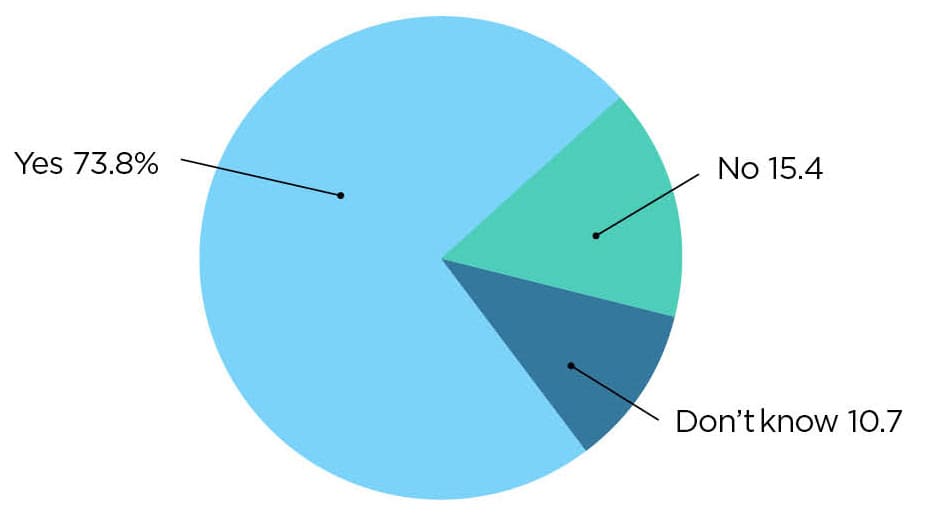
Importantly, governance over GenAI has clearly surged. Nearly three quarters of respondents this year, 73.8%, say they are selecting GenAI tools pursuant to a corporate policy (Q4), up substantially from the 52.7% who said such a policy was in place in 2024.
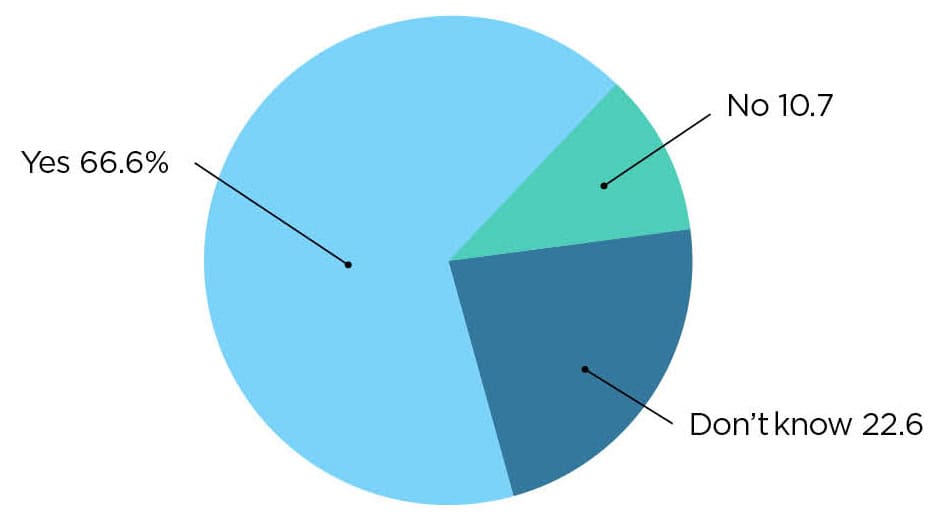
Looking ahead to the use of other, advanced forms of AI, 66% of respondents say they are either currently using or plan to use agentic AI tools in their manufacturing operations(Q5). Agentic AI systems are capable of autonomous decision making.
1. A Strong Majority Now Using GenAI Tools
Q: Are you currently using GenAI tools such as ChatGPT or Microsoft Copilot in manufacturing operations? (Select one)
2. Nearly 90% Plan to Increase GenAI Usage in Next Two Years
Q: What are your plans for GenAI tools in the next two years? (Select one)
3. Broad Use of GenAI Across Operational Functions
Q: In which areas have you implemented generative AI? (Select all that apply)
4. Strong Majority Has a GenAI Corporate Policy
Q: Has your company established a corporate policy on the selection and use of GenAI tools? (Select one)
5. Wave Seen for Agentic AI Tools
Q: Is your organization using or planning to use agentic AI tools in manufacturing operations? (Select one)
Overall AI Usage and Maturity Levels
AI has not only captured the imagination of manufacturers but also, evidently, their pocketbooks.
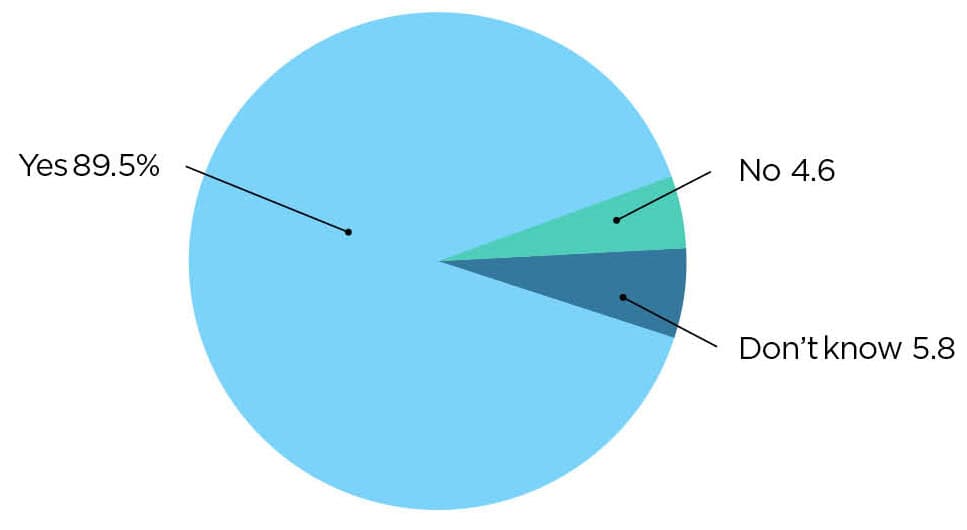
When asked about spending plans on all types of AI tools over the next two years, 89.5% of respondents said they are planning to spend more (Q6), compared with 78% saying so in 2024. Nearly one-quarter say that spending increases will amount to more than 30%.
Use of traditional AI tools, such as statistical analysis, business intelligence and so-called power BI programs, has reached near universal proportions (Q7). This is not surprising given that nearly half of respondents have been using these tools for seven years or more. But the embrace of these tools will grow even tighter over the next two years, as 45% of respondents indicated their usage will increase in that timeframe (Q8).
But adoption, implementation and use don’t necessarily translate quickly into using these tools optimally. That takes time, education and training, and practice. As the survey indicates, the maturity curve is steep, and most manufacturers are in an uphill climb.
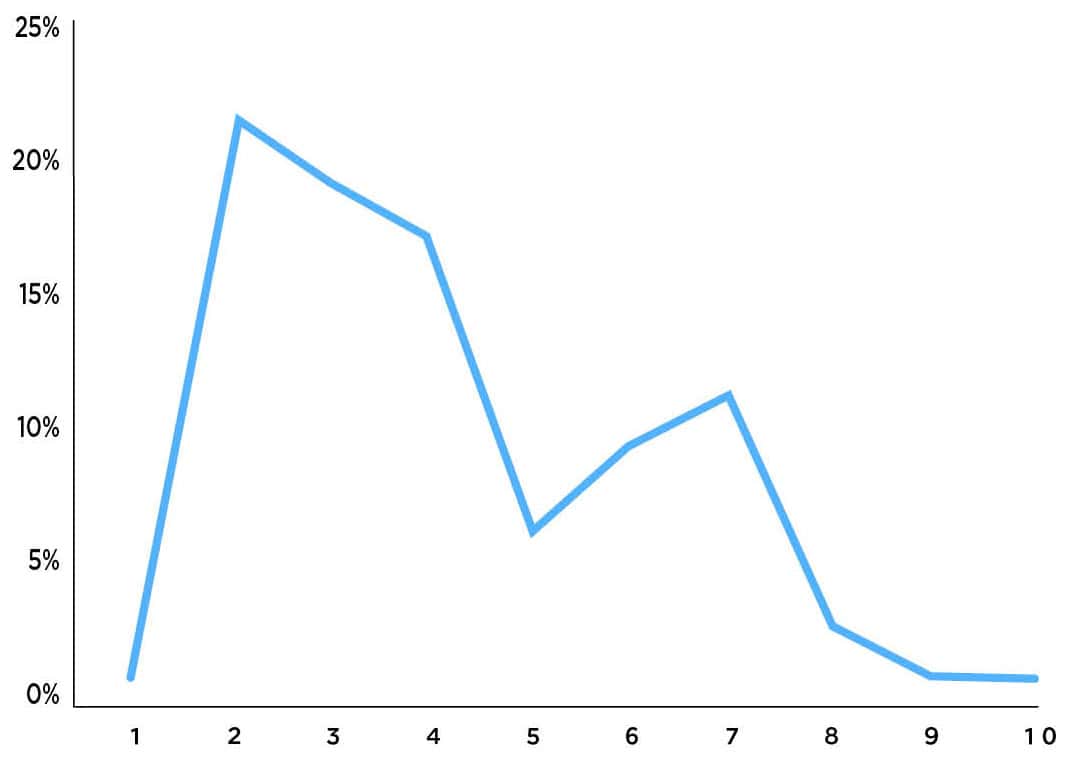
When asked to rate the maturity level of all AI usage in their manufacturing operations using a scale of one to 10, with 10 being the highest level of maturity, more than 75% of respondents placed themselves at below five on the scale (Q9). And when looked at through the 15 functional areas identified in the survey, the finding was reinforced—very few functional applications of AI are considered to be in an advanced state (Q10).
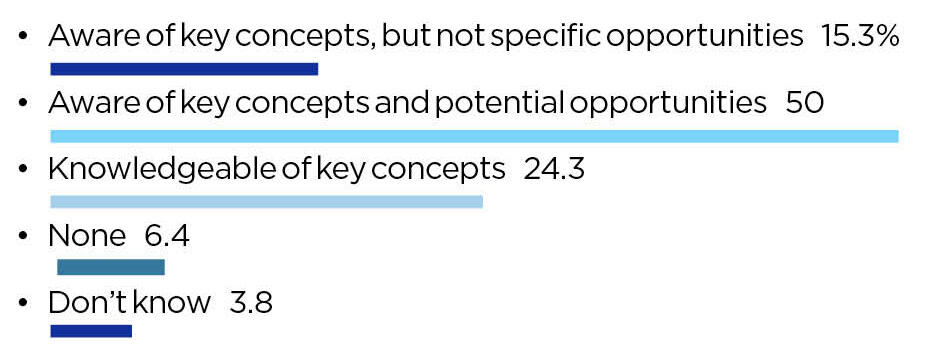
No doubt maturity levels are tied to knowledge and experience with AI, which MLC calls digital acumen. On this score, half of respondents, 50%, say their senior leadership team is aware of key AI concepts and potential opportunities with the technology (Q11).
6. Vast Majority Plan AI Spending Increases in Next 2 Years
Q: Does your company plan to increase spending on all types of AI tools in the next 12 to 24 months? (Select one)
7. Near Ubiquity in Use of Traditional AI Tools
Q: Has your company been using traditional tools such as statistical analysis products, business intelligence or so-called power BI software to analyze data from operations? (Select one)
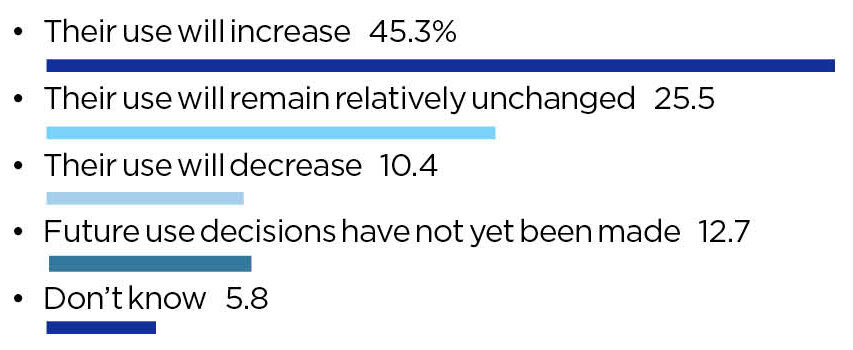
8. Traditional AI Tools Slated for Greater Use in Next Two Years
Q: What are your plans for these tools in the next two years? (Select one)
9. More than 75% Indicate a Low Level of AI Maturity
Q: Overall, how would you characterize the present maturity of artificial intelligence usage in your company’s manufacturing operations? (Scale of 0-10, with 10 being the highest level of maturity)
10. Few AI Application Areas Are in an Advanced State
Q: How would you characterize the state of AI adoption in the following application areas in your factories and plants? (Select early, moderate or advanced for each)

11. Leaders Are Aware of AI Concepts, Opportunities
Q: What level of AI acumen does your senior leadership team have? (Select one)
AI Strategy and Organization
How well organized are manufacturers around the AI opportunity?
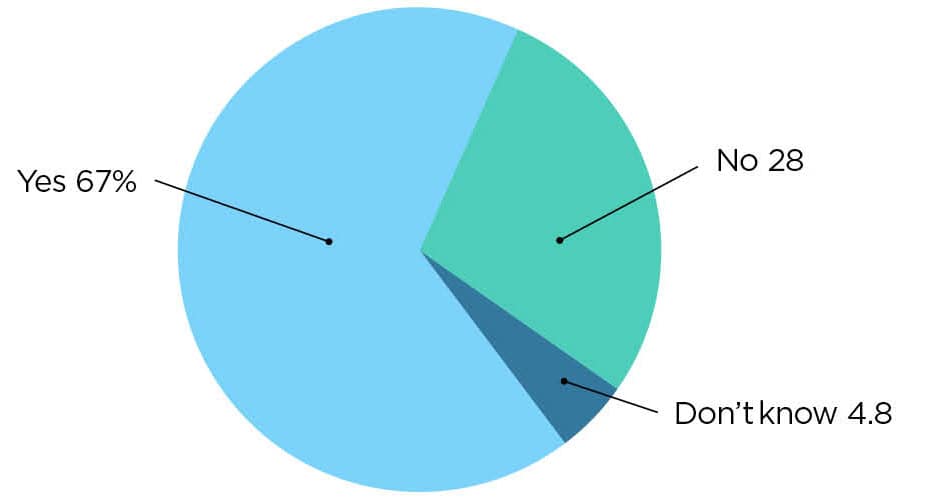
Overall, it appears that manufacturers are indeed doing a better job of getting their ducks in line for AI than they were just two years ago. Today, 67% say their companies have a corporate AI strategy (Q12). That’s up from 51% saying so in 2024.
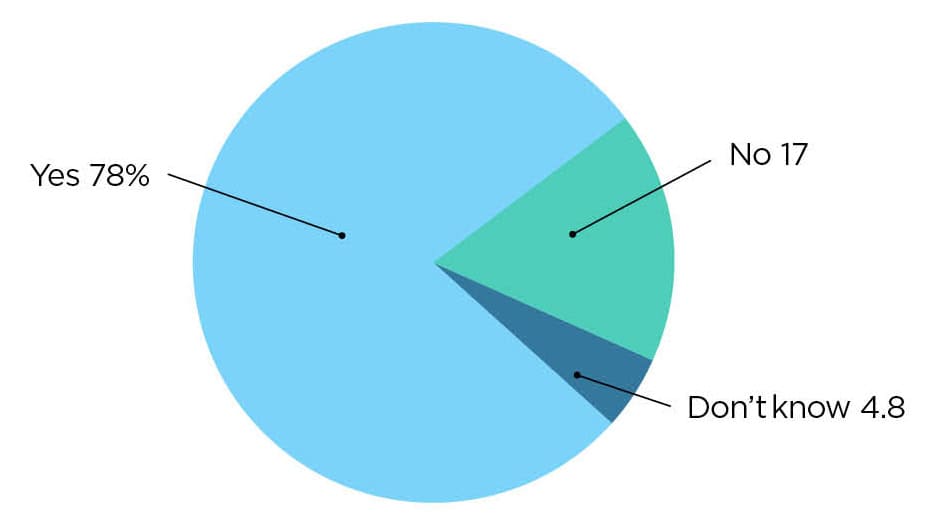
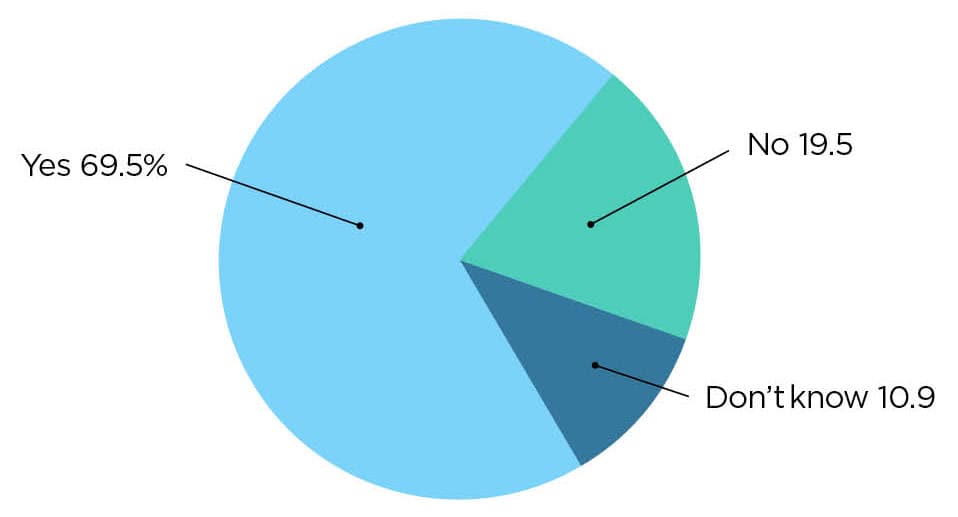
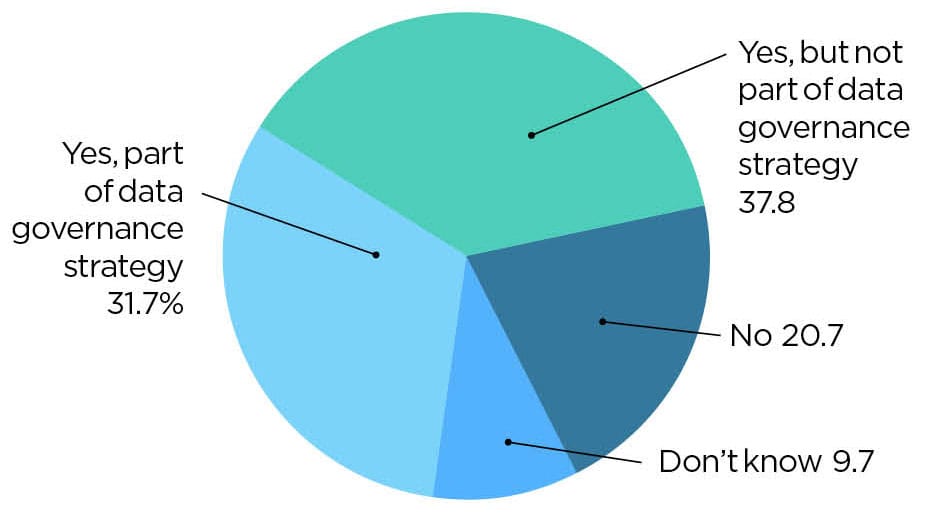
Strong majorities indicate that their AI strategies are linked to their companies’ digital transformation initiatives and business strategies (Q13,14). But there is considerably less linkage between AI strategy and data governance strategy, with only 31.7% saying the link between the two exists in their companies (Q15).
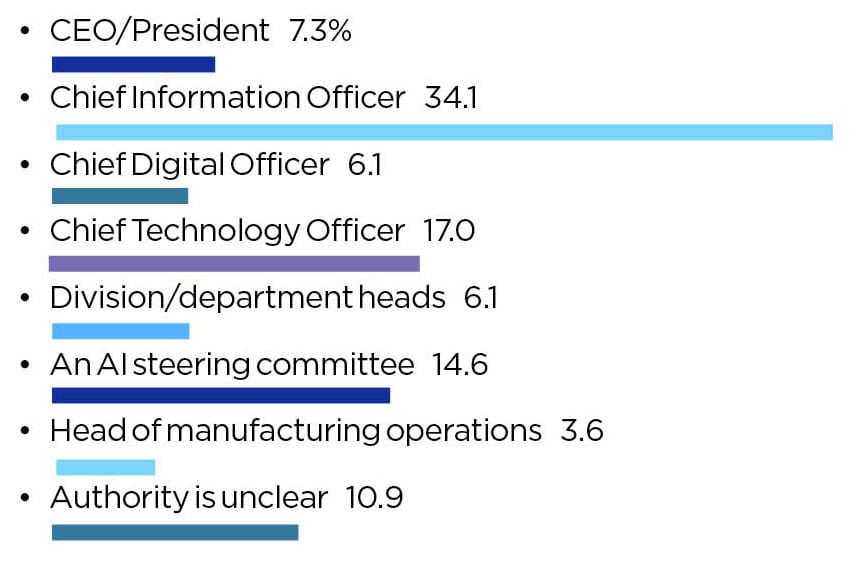
An area probed in this and in past surveys that remains perplexing is who or what department is in charge of AI initiatives. Over the years, including in the 2024 survey, the finding has been that authority is diffused among a battery of chiefs (CIOs, Chief Digital Officers, Chief Technology Officers), departments and committees.
This dynamic seems to still be in place. This year, the CIO is the most often cited authority, garnering 34% of respondents, up from 21% in 2024 (Q16). This may be a hopeful sign that greater clarity of organizational responsibility for AI is emerging, but the issue may persist as the cross-functional impact of AI plays out within companies.
12. Most Say They Have a Corporate AI Strategy
Q: Does your company have a corporate AI strategy? (Select one)
13. Clear Linkage Between AI and Digital Transformation
Q: Are your AI initiatives within manufacturing operations part of a larger digital transformation strategy for your company? (Select one)
14. Most Also Say that AI and Business Strategy Are Aligned
Q: Is your AI strategy linked to your company’s overall business strategy? (Select one)
15. Mixed Finding on AI/Data Strategy
Q: Do you have an AI governance strategy / process? Is it part of your data governance strategy or separate? (Select one)
16. AI Authority Remains Diffused
Q: Organizationally, who or what department is in charge of AI initiatives in your company? (Select one)
Expected Benefits and Impact of AI
As might be expected, aspirations regarding AI tend to be high, but certain common threads are evident when looked at through the lenses of expected business, operational and supply chain benefits.
These common threads include more predictive insights, better decision making and responsiveness. For example, more predictive insights were among the top three desired business benefits cited by respondents across all three areas surveyed (Qs 17,18,19).
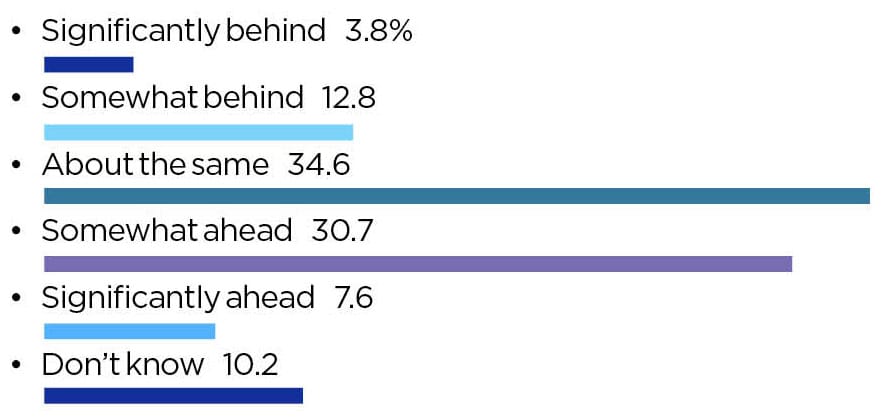
Regarding AI’s impact on competitiveness, about 38% of respondents believe that their company’s use of AI is ahead of key competitors, but a large share, 34%, think they are in the same boat with other companies (Q20). This finding should be viewed as somewhat speculative given that half of respondents admit that they don’t have a specific set of metrics in place to measure the effectiveness and impact of AI in operations (Q21).
17. Top 3 Desired Business Benefits from AI
Q: How would you assess the potential business benefits of AI in your company? (top 3 by highest potential)
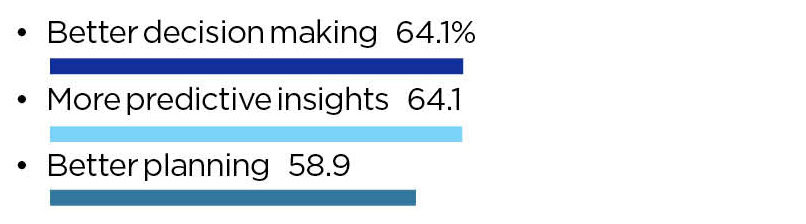
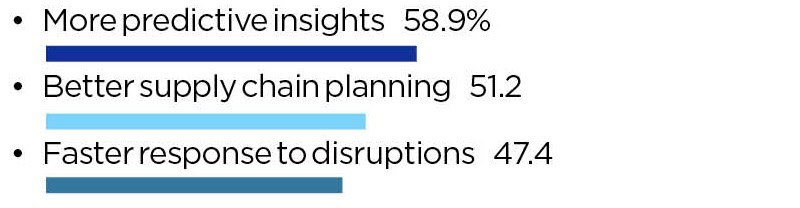
18. Top 3 Desired Operational Benefits from AI
Q: How would you assess the potential benefits of AI in manufacturing operations? (Top 3 by highest potential)

19. Top 3 Desired Supply Chain Benefits from AI
Q: How would you assess the potential benefits of AI in your company’s supply chain? (Top 3 by highest potential)
20. More than One-Third Believe They Are Ahead of Competitors in AI
Q: Compared to your key competitors, how would you rate your organization’s current use of AI? (Select one)
21. Half Still Do Not Have AI Metrics
Q: Do you have a specific set of metrics to measure the effectiveness and impact of AI implementations in operations? (Select one)
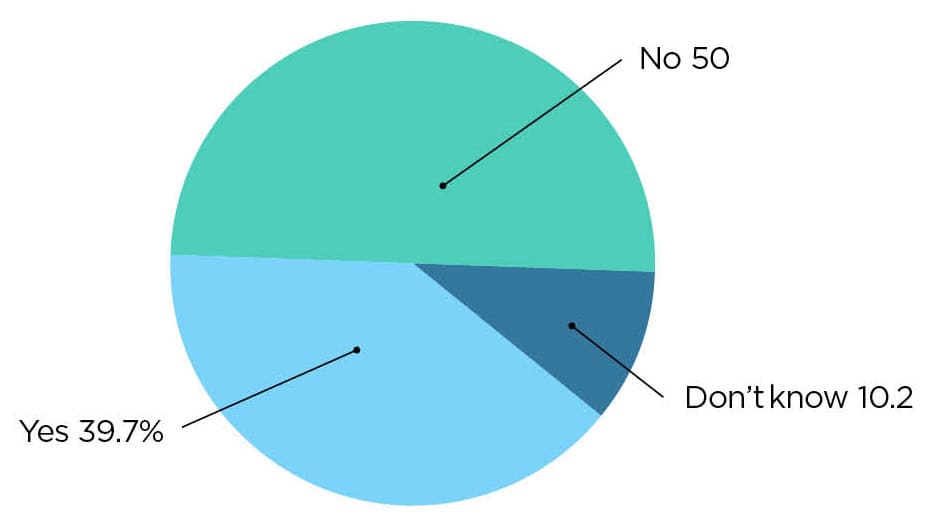
AI’s Impact on the Workforce
This year, manufacturers are anticipating a more pronounced impact from AI on their workforce levels than they were two years ago. When asked what impact AI will have on their factory/plant workforce headcount by 2030, 47.4% of respondents said they expect headcount to decrease (Q22), compared with 36% in 2024. The percentage of those expecting that headcount will not be affected by AI dropped to 35.9% this year, from 47% two years ago.
However, a majority, 57.4%, expect that those workers affected by AI will be re-trained or re-assigned to other jobs in their companies (Q23). What’s potentially troublesome about this finding, though, is that 51.2% say their company doesn’t have a dedicated budget for AI training and education (Q24).
22. More See Headcount Reductions Coming Due to AI
Q: What impact do you think AI will have on your factory/plant workforce headcount by 2030? (Select one)
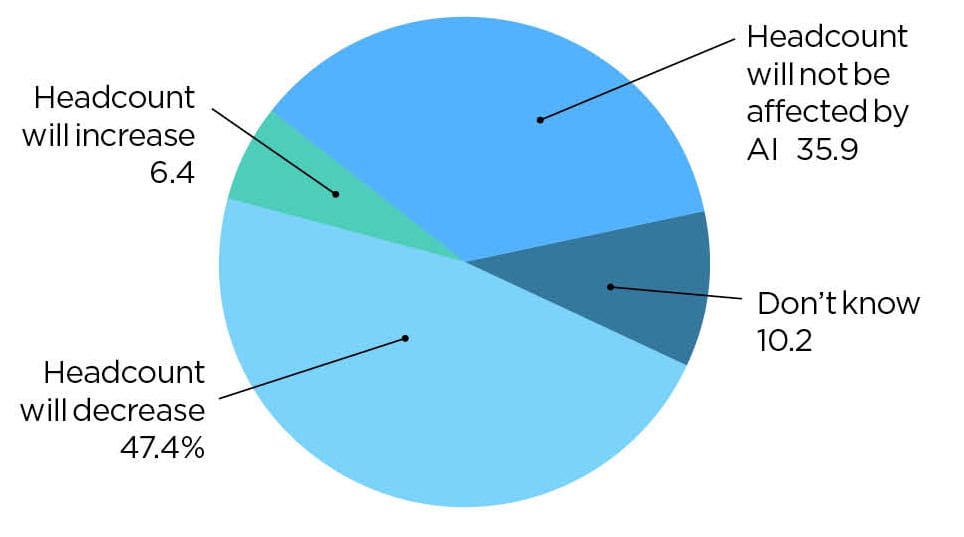
23. Retraining/Reassignment Seen by a Majority
Q: If you expect some workforce displacement by AI, what percentage of those displaced do you expect to be retrained or reassigned? (Select one)
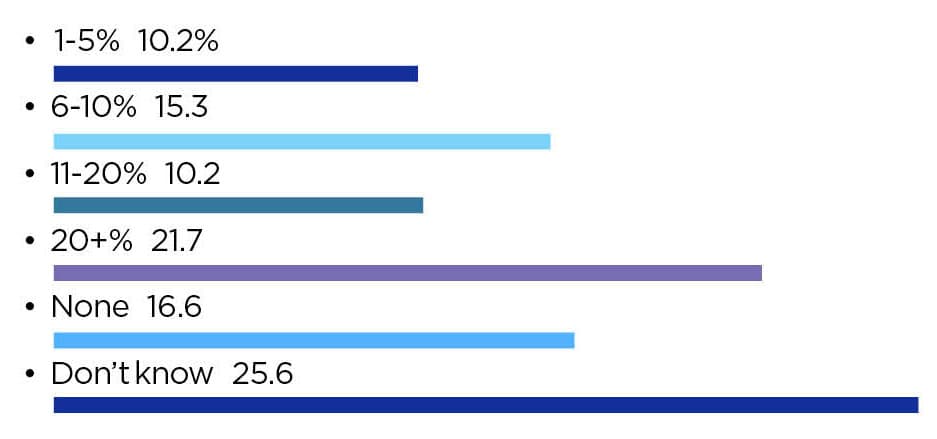
24. Most Do Not Have a Budget for AI Training
Q: Does your company have a dedicated budget for AI training and education? (Select one)
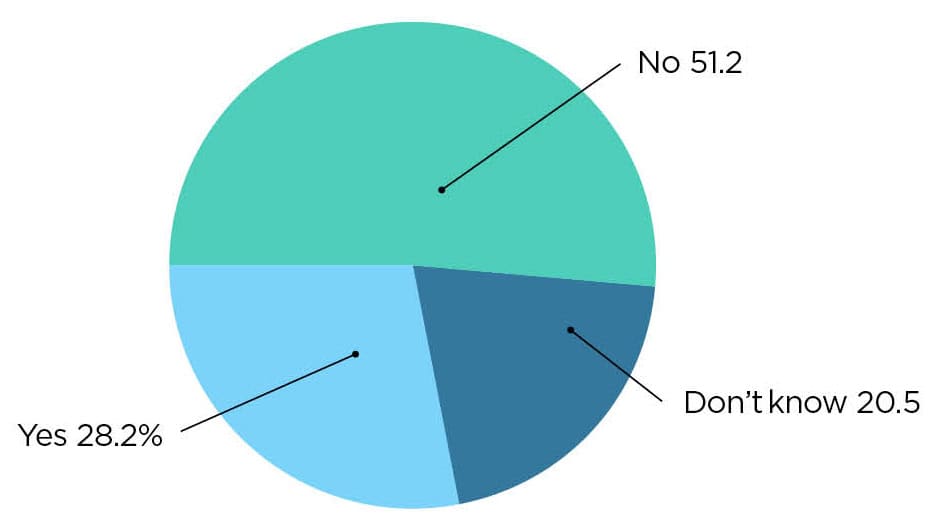
Challenges to AI Adoption
By a wide margin, data issues, including poor quality data and contextualization problems, continue to dominate challenges with AI adoption. Although the finding on data this year dipped slightly to 63.2%, from 68.2% in 2024, it still is more than 20 points ahead of the second biggest challenge—lack of appropriate skills in the workforce (Q25, 27).
In assessing risks in using AI, respondents cited misinformation and information bias at the top of their list of concerns (Q26).
25. Data Issues Are by Far the Biggest Challenge With AI
Q: What do you see as the biggest challenges to AI adoption and use in operations? (Select top 3)
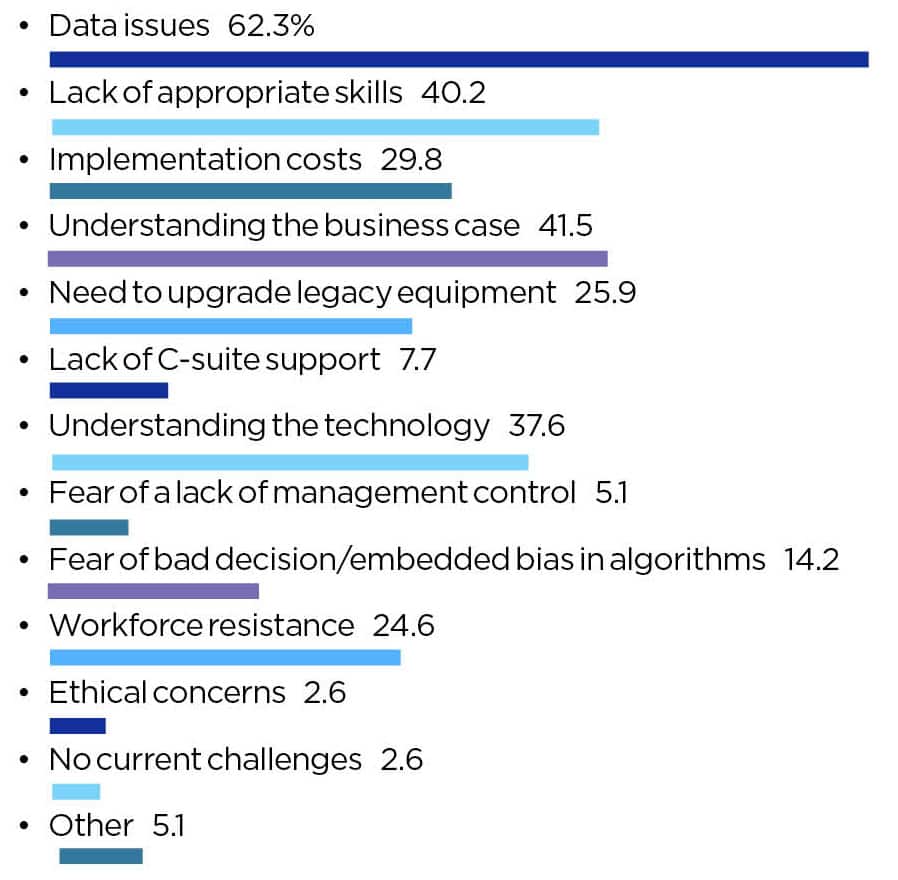
26. Misinformation is Seen as Biggest Risk
Q: What do you see as the most significant risk in using AI? (Select one)
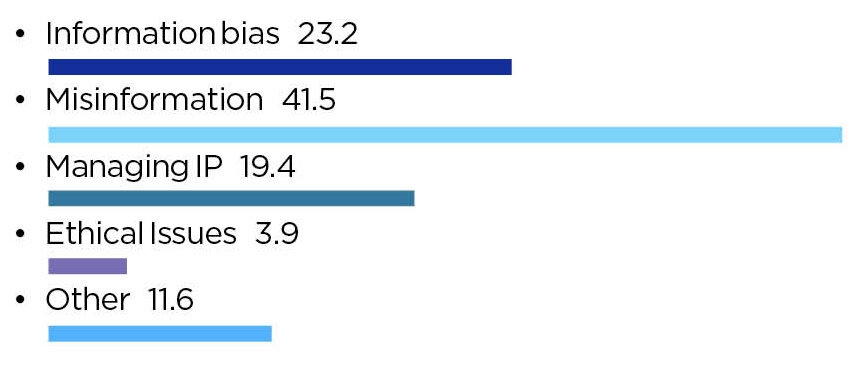
27. Poor Quality Data is Biggest Concern in Operations
Q: What areas of working with AI-related data from operations are proving most challenging? (Select top 3)
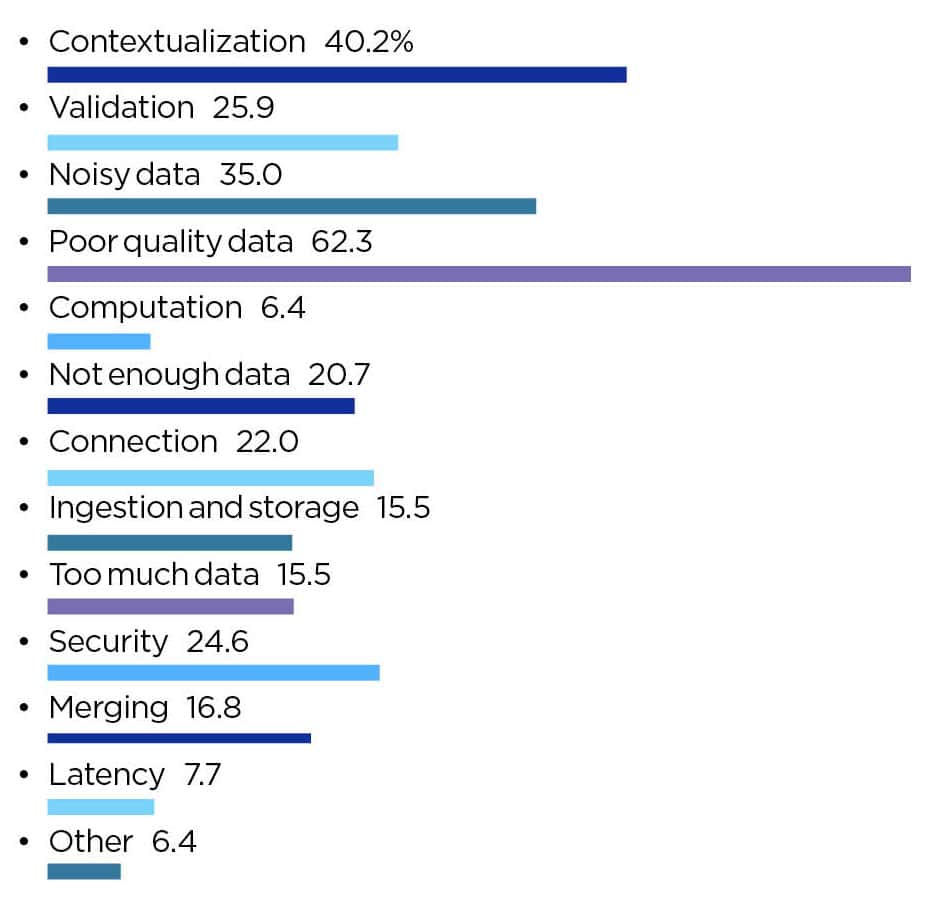
Future Impact of AI
At the end of the day, just how significant of an impact do manufacturers think AI will have on the industry in the future? The question is important because it will drive behavior with the technology. If you don’t catch the wave, you could be drowned by it.
But manufacturers are becoming more convinced than ever that AI will be a “game-changer” for the industry and for them, with 61% of respondents in this camp, up from 55% in 2024 (Q28).
And what’s the end game in terms of the future state of factories and plants by 2030? Although no one expects that all of their factories and plants will become fully autonomous by that time, 40%, according to this year’s survey, expect some degree of autonomy to take hold in the years ahead (Q29). M
28. Solid Majority Sees AI as a ‘Game-Changer’ by 2030
Q: Ultimately, how significant an impact will AI have on the industry by 2030 and beyond? (select one)
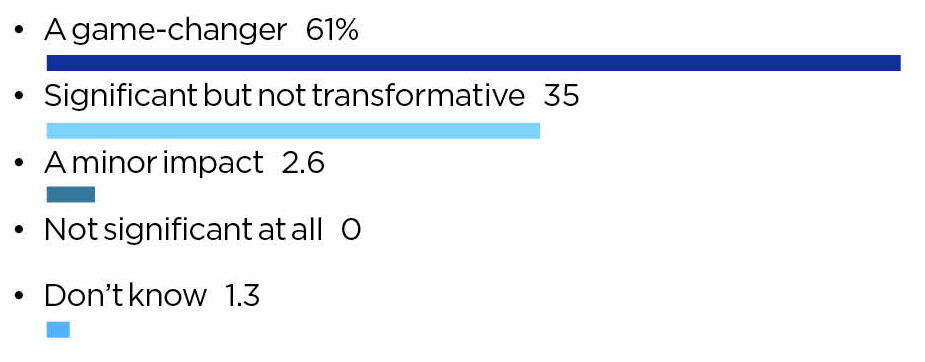
29. 40% See Some Degree of Autonomy in the Future
Q: What statement would best describe your expectation about the future state of factories and plants as a result of the use of AI by 2030? (Select one)
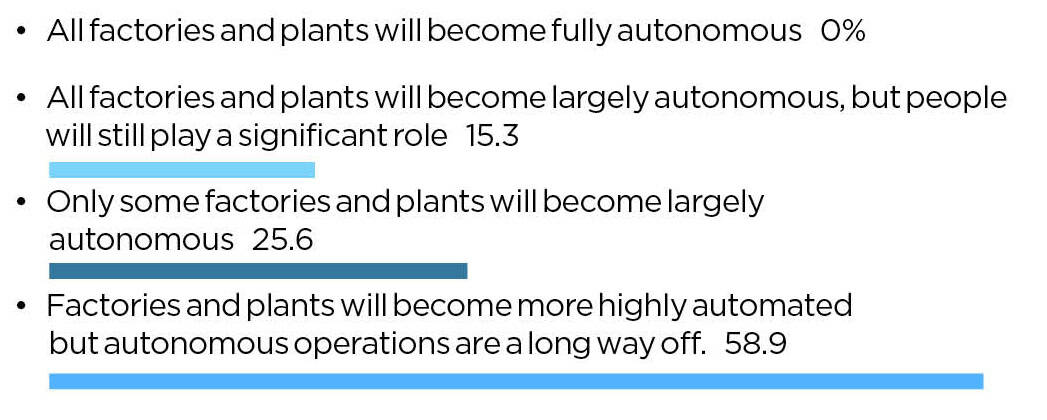
About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council