All News & Insights

Rethink Opening Address: The Inevitability of Autonomous Operations
Autonomous operations are becoming inevitable as AI, robotics and other advanced technologies converge in manufacturing. The article argues that human oversight, guardrails and governance must remain central.
Rheem, General Motors Named Top Winners in 2026 Manufacturing Leadership Awards Competition
Rheem’s Alan Machuga was named 2026 Manufacturing Leader of the Year, while General Motors won Large Enterprise Manufacturer of the Year. Pure & Gentle earned Small/Medium Enterprise Manufacturer of the Year in the Manufacturing Leadership Awards.

Managing Data Complexity with Trusted Hybrid AI
A hybrid approach combining generative and symbolic AI brings control and explainability when interpreting complex, real-world data.

MLC Plant Tour: An Up-Close Look at Kohler’s OT/IT Integration
MLC members toured Kohler’s new 1-million-square-foot Arizona smart factory, learning how OT/IT integration, wireless networking and automation support bathtub production and warehouse operations.

Building An AI Governance Framework for the Factory Floor
AI governance doesn’t have to be overwhelming. Learn the five key pillars manufacturers need to confidently scale AI.

Dialogue: Building Rheem’s AI-Ready Future
Joe Palomba shares how Rheem aligned leadership, process and data to build a connected AI-ready enterprise.
Engendering Technology Trust in Physical and Agentic AI
Manufacturers adopting physical and agentic AI must build trust in reliability, security, and safety. Success depends on safe operating boundaries and preserving human accountability in AI-driven processes.

Orchestrating Material Handling with AI & Automation
AI, automation, virtualization and secure IT/OT orchestration can turn material handling constraints into scalable competitive advantage. A unified digital foundation helps manufacturers reduce risk, unlock data and optimize operations across the enterprise.

Welcome New Members of the MLC May 2026
Introducing the latest new members to the Manufacturing Leadership Council
MLC welcomes new members from McCain Foods, Bosch, Bloom Energy, General Mills, Abbvie, Workday, Smurfit Westrock, Pioneer Service and Standex. Learn more about the association’s newest member leaders.
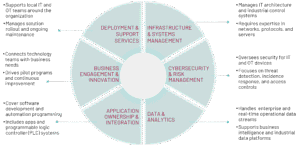
Building an OT Organization in an IT World
Manufacturers need intentional IT/OT structures to clarify ownership, automate workflows, and close capability gaps. A future-ready organization should fit company size, talent access, and evolving digital needs.