Achieving Data Mastery through Literacy and Standardization
Setting clear objectives and ensuring cohesiveness can enable manufacturers to be deliberate and intentional in executing a data strategy.
![]()
TAKEAWAYS:
● Manufacturers must first determine an objective for data mastery and prioritize potential quick wins as the first step.
● Data from customers, suppliers, and the shop floor must be harmonized to standardize inputs, KPIs, and other important metrics.
● Manufacturers must also assess their teams’ data literacy and then determine what training is necessary to develop organizational cohesiveness.
Manufacturers understand that data will be foundational in developing increasingly efficient factories of the future, an essential tool to guide better decision-making at every level of the business. As digitization becomes more commonplace on factory floors and data becomes progressively central to operations, manufacturers need to be ever more intentional about how they tap into that data.
That intentionality can be more challenging than it seems on the surface. There are two foundational efforts that can help manufacturers on this front: setting clear objectives for how the business wants to use data to its fullest extent and ensuring teams across the organization have a cohesive level of data literacy. Both efforts enable the organization to be more deliberate in execution.
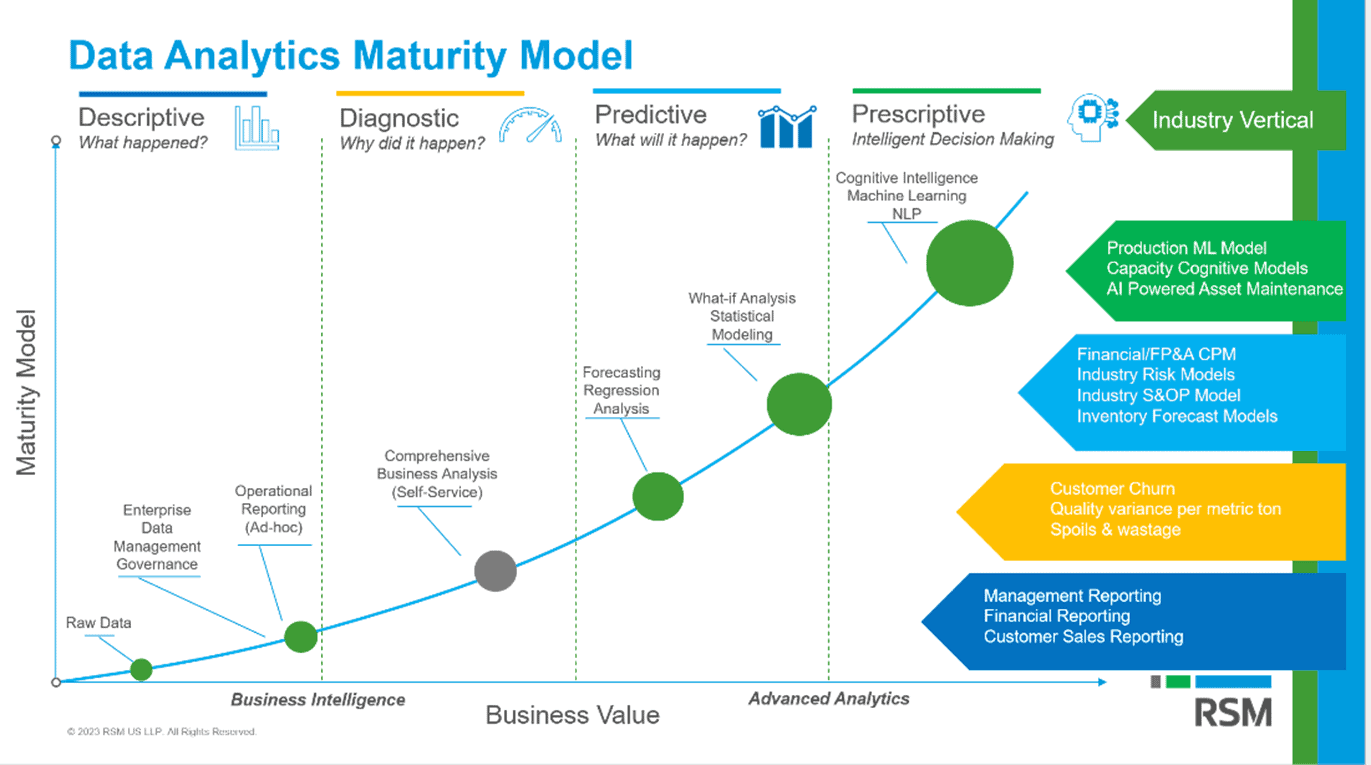
The first mission, determining an objective, may seem straightforward enough. But with how ubiquitous data has become throughout manufacturing operations and production processes, teams may find it challenging to rank their priorities. While predictive machine learning processes may be appealing, for instance, implementing such processes can be more time-consuming and challenging than, say, identifying manual processes where data might help to increase workers’ efficiency. Identifying potential quick wins should be top of mind for leadership teams assessing how to improve their data strategy.
The company’s data maturity level will play an important role in setting this objective. Manufacturers that find themselves in the earlier stages of weaving data analytics throughout their operations will likely have different goals than those already using more advanced, predictive data capabilities.
Harmonizing Data Sources
Customer data, supplier data, and data generated on the shop floor all converge to create an enormous amount of potential for manufacturers looking to make their operations exponentially smarter and more efficient. But if those data sources aren’t harmonized to speak the same language, essentially, then it will be difficult to harness that information in a meaningful way.
Data-driven decision making is at the heart of the Industry 4.0 journey, and connectivity among machines, products, employees, suppliers, customers and processes across the value chain is the key to unlocking the value of this data.
“Manufacturing leadership teams need to identify which functions of the business could benefit the most from data and then talk to those teams about their biggest pain points.”
Companies need to standardize various inputs, key performance indicators and other metrics so teams can manage, compare, and report on data cohesively throughout various business functions. This allows for cross-training, improvement across different manufacturing sites and standardization of best practices for broader, companywide benefit. Especially for middle market and smaller manufacturers that don’t currently compare metrics between facilities, standardization is an important step in improving data management and governance.
Here are some specific ways companies can standardize their data across various sources:
- Establishing data owners: Ensuring data inputs are consistent starts with establishing ownership for various data sources. Manufacturers should determine which individuals and/or teams essentially own which data channels and how they can be good stewards of that data. This is also a key effort in standardizing and harmonizing KPIs.
- Implementing a data catalogue or dictionary: Having a reference guide is crucial to boosting the accessibility of data and becomes more important as an organization builds out its analytics capabilities. Having such a catalogue can ensure teams use their time more efficiently and have a common understanding of data and where it is coming from.
- Equipping teams to succeed: If one facility uses different metrics than another and the business wants to switch to using standard metrics across the organization, leadership teams need to understand the implications for employees and provide training as appropriate. We’ll look at workforce implications more in-depth below.
Bridging the Data Literacy Divide
Hand in hand with standardizing data across production facilities and other sources, manufacturers need to ensure their employees’ data capabilities and literacy are consistent across teams, locations and the broader ecosystem, which may involve suppliers and other partners. It’s common for there to be a data literacy divide among teams, and for some employees to feel more comfortable leveraging data than others.
An assessment can be a critical first step in determining team members’ data literacy levels and can allow leadership teams to see what work and training can bring everyone onto a level playing field.
“Manufacturers of all sizes need to hone their workforce’s data mastery skills and streamline data across operations before they can tap into more advanced capabilities.”
Once such an assessment has taken place, there are several important steps organizations should take to bridge the data literacy divide:
- Education and buy-in: Some employees may not see the full potential of data within the organization. This is where leadership teams need to educate their workforce on why harnessing data matters for the future success of the company. Getting specific with examples here can be useful; for instance, explaining how adopting consistent downtime codes across facilities can make employees’ jobs easier is one way to communicate the value of data literacy and cohesive data mastery across teams.
- Training: Once leadership teams have buy-in from employees, organizations need to assess what types of training employees need and how their needs may vary. A tailored approach can be useful here to bridge the gap between perspectives; some team members may see data as the main way to solve every problem, some may be skeptical about its practical uses, and some may need to experience using data analytics tools to solve problems in real time in order to see their full potential.
- Assessing needs throughout the business: While it’s important to make training available widely, manufacturing leadership teams also need to identify which functions of the business could benefit the most from data and then talk to those teams about their biggest pain points. Finance, supply chain operations, and the shop floor production operations — especially those using Industrial Internet of Things devices and connected infrastructure — are some areas where it may benefit organizations to zero in on.
The Bigger Picture
Teams that are in the thick of training employees on data or implementing new technologies might lose sight of how to track and/or communicate the return on investment of those efforts to senior leadership, but determining that ROI can ensure all stakeholders understand the importance of data literacy, tools and training to making the overall business more efficient.
Manufacturers of all sizes need to hone their workforce’s data mastery skills and streamline data across operations before they can tap into more advanced capabilities. Setting clear intentions and objectives is the critical first step to increasing an organization’s data analytics maturity level and strengthening data governance throughout operations. M
About the authors:
Ravi Bodla is a Data and Analytics Director at RSM US LLP.

Jacob Friess is a Data Analytics Supervisor at RSM US LLP.
Unlocking Data-Driven Manufacturing’s Power

The challenge of decoding and using data to drive strategic outcomes and unlock value
![]()
TAKEAWAYS:
● Data has the power to optimize and scale manufacturing operations, enable the workforce, and boost performance.
● Manufacturers have struggled to build a business model that captures data’s value and seamlessly integrates data into day-to-day functions.
● Organizations that empower workers to be part of their data transformation strategy can gain a competitive edge.
Effective use of data is increasingly important for manufacturing organizations. The EY CEO Imperative Survey revealed 70% of manufacturing sector respondents see digital innovation as a transformation driver for their companies.¹ However, few manufacturers have been able to successfully navigate this complicated domain. Many continue to struggle with connecting equipment, systems and factories. Others collect data lakes that require extensive effort to extract meaningful insights. Ongoing growth through acquisition has exacerbated the opportunity as global organizations often acquire companies at different stages of technological development. With disparate machines, systems, siloed architectures and data models, time is spent trying to capture and make sense of data rather than taking actions that drive business needs.
The need to effectively use data has never been greater – or more urgent. Ongoing global disruptions are driving more on-shoring and near-shoring of manufacturing in markets with higher-cost labor, which demand more productivity. At the same time, changing customer expectations and unreliable material sources are intensifying the need for agility. These challenges are compounded by ongoing labor and skills shortages that highlight the need to utilize, attract and retain talent by creating more engaging and impactful worker experiences.
“The need to effectively use data has never been greater – or more urgent”
Today’s market requires a data-driven manufacturing approach. The focus is on capturing the right data, modeling it for effective insights, and empowering workers with the information they need to optimize day-to-day operations. Additional priorities include, upskilling personnel, and enhancing work processes in ways that strengthen performance and boost value.
Leading with value
At its core, data-driven manufacturing is about leveraging business outcomes based upon intelligent data. The focus is on connecting and capturing data from the manufacturing floor to the enterprise layer, linking that data to unique business requirements and then identifying actionable insights that can improve overall business competencies.
Making the shift from a reactive to a proactive data-driven operation typically requires investment in connecting legacy equipment, mapping infrastructure, integrating systems, and developing end-to-end data and cloud strategy. Priority use cases will need to be defined and operating systems will likely need to be upgraded. This effort should be underpinned by well thought-out architecture, data management processes, and orchestrated change management processes. It is about managing data as a product, and supporting each role, function, and level on that individual’s personal journey map. All of this must also be connected to tangible business outcomes, not just KPI improvements.
Companies that are unable to link data and technology investments to business results often feel trapped in “pilot purgatory.” They are always searching for answers, but find it difficult to justify the additional investments needed to scale. Traditional operational excellence programs may yield improvements, but the lack of sufficient data and insights likely prevents these improvements from being fully sustained over time. Cost-control programs that have been in place for some time may see their benefits begin to plateau. The missing piece to maximizing these benefits could be data-driven insights.
“Companies that are unable to link data and technology investments to business results often feel trapped in ‘pilot purgatory’”
Being able to effectively identify, monitor and realize the value derived from intelligent data investment requires more than identifying costs and tracking KPIs. It starts with a fundamental shift in thinking that data-driven insights are essential to enabling the strategies that have already been laid out, and not as siloed IT, engineering or operations programs that compete for resources. Organizations must begin to connect the dots to see how these digital enablers create new capabilities that support better business outcomes, and how those business outcomes translate to achieving strategic business objectives.
EY recently worked with a global industrial products manufacturer that was struggling to justify infrastructure and system upgrades. These investments were necessary to capture and display real-time overall equipment effectiveness (OEE) visibility in and across their plants. However, business leaders were unable to see how it connected to a core strategic pillar of protecting market share in increasingly competitive markets. By developing a business case that linked the investments to a new enabler (OEE visibility), to new capabilities (proactive problem solving), to a business outcome (increasing labor productivity to offset increasing raw material prices), and to helping achieve the strategic objective (enabling prices to stay low to prevent competitors from taking market share), they were finally able to align on the importance of the program. As a result, the first pilot site was able to properly identify and categorize issues that had never been captured, which accounted for nearly 75% of all production losses. Now, they are systematically working on actions to eliminate these losses.
Navigating the application and data modeling landscape
Once there is alignment on data’s value potential, the complicated work begins to figure out how to collect the data and effectively use it. Organizations need to develop a strategy to capture data from brown or green field sites, interconnect siloed systems, develop end-to-end data and cloud and data management strategies, and develop new business workflows. It begins with a data readiness assessment for each facility, which is mapped across the standardized IT and OT architectures to gain visibility of the data readiness gaps. With advancements in edge, IoT, and OT cyber security solutions (which runs across all systems), data gaps can be bridged, and meaningful data can be extracted from different machines and systems. The data ingestion happens via IoT protocols (MQTT, API, OPC-UA, etc.) and traditional proprietary protocols, and is integrated with the organization’s IT enterprise layer.
With business use cases at the forefront, a modern technology data stack (data capture, ingestion, compute, and storage) and powerful ML/AI capabilities, intelligence can be extracted to demonstrate actionable insights. The data analytics and reporting can be visualized using modern business intelligence or the organization’s preferred tools. Cyber-security plays a huge role and is embedded across all levels of the architecture, ensuring proper authentication, and mitigating the risk of unnecessary data replication.

“Data-driven manufacturing provides those unique capabilities where data insights can happen at different layers of edge, cloud, or on-premises systems”
Data-driven manufacturing provides those unique capabilities where data insights can happen at different layers/stages of edge, cloud, or on-premises systems. The data can be processed in real-time, near-real-time or can follow a cold path route followed by ML/AI processing for insights, depending on the use case. Every customer’s data-driven initiatives are different. Comprehensive tools, advanced technologies and use case accelerators can be brought into the digital journey.
In another use case, EY recently worked with a global pharmaceutical manufacturer to assist in standing up their own connected analytics capabilities. The manufacturer built data pipelines to stand up a rapid proof-of-concept at a facility, deploying to end users with training and validation to enhance before scaling to the broader network. A focus on connectivity, data modeling and analytics enabled the manufacturer to provide the right information to the right people at the right time. All investments were supported by processes that required value to be planned and proven on a small scale before being rolled out enterprise-wide.
This led to a nearly 40% increase in product yield and a 60% reduction in unplanned production stops.
Keeping people at the center
Even with a solid business case and state-of-the-art technologies, real value and improvement lies in employees’ hands, hearts, and minds. It is critical to keep people at the center of all data-driven initiatives, and manufacturers must maintain focus on how new capabilities will upskill and enable workers at all levels. New research indicates that giving specific focus to a series of complex human factors can increase the probability of success to more than 70%.² Each member of the organization will play at least one role as a data generator, data analyzer, or data consumer. Depending on the employee’s function, responsibilities and roles, outlining the journey map of how these new data capabilities will impact them and including them in each step of the process will be critical for adoption and sustainment.
“Almost 60% of manufacturers surveyed by the NAM are creating or expanding internal training programs to address skills shortages through adaptive upskilling”
In a study by EY and The Manufacturing Institute, research showed industry leaders recognize that increasing business performance by asking more from their existing workforces is not enough.³ Seventy-four percent of leaders surveyed indicate that the skills needed for manufacturing jobs are changing rapidly and 82% shared they are seeking new and innovative ways to invest in the careers of their workforce. The study also found that almost 60% of manufacturers surveyed by the National Association of Manufacturers (NAM) are creating or expanding internal training programs to address skills shortages through adaptive upskilling. These adaptive skill programs are giving manufacturers new ways to educate and align their manufacturing operations to data-driven transformation journeys. The goal is to keep pace with the speed of innovation, create iterative value, and evolve based on the new insights that data provides to the organization.
Summary
Data is emerging as the strategic currency of the digital age. With rapidly growing demand for modernized manufacturing systems, companies can use data-driven problem solving to gain a competitive advantage that will expedite their digital transformation journey.⁴ Data is a critical component to inform an organization’s path and building an organization that can meet the market’s needs and expectations. It can help companies see their way through the challenges and complexities of doing business in today’s world. It can also provide a plan built around creating value, leveraging digital tools and engaging people at each step of the journey toward fulfilling the organization’s mission. M
Article references
1 Why industrial companies need to lead business model innovation, www.ey.com/en_us/advanced-manufacturing/why-industrial-companies-need-to-lead-business-model-innovation
2 The CIO Imperative: Is your technology moving fast enough to realize your ambitions? www.ey.com/en_us/consulting/tech-horizon-survey
3. How adaptive skills can play a pivotal role in building the manufacturing sector of the future, www.ey.com/en_us/advanced-manufacturing/the-manufacturing-institute-adaptive-skills-study
4. How do you harness the power of people to double transformation success? www.ey.com/en_gl/consulting/how-transformations-with-humans-at-the-center-can-double-your-success
About the authors:

Manan Bawa: Senior Manager, Technology Consulting, Data & Analytics, EY
Manan Bawa is part of the data and analytics team with a strong focus on the advanced manufacturing and mobility sectors. With a 13+ year career in managing key products and technical transformations, Bawa has delivered superior results for billion-dollar projects and high-profile organizations. He is a proven, versatile leader known to spearhead emerging technologies, develop sustainable and smart factories, and produce cost-effective deliverables within the advance manufacturing, power and utilities, energy, CPG, oil and gas, tech, retail, and mobility sectors.

Robert Calloway: Americas Manufacturing and Mobility Technology Leader, EY
Robert Calloway brings 33 years of experience to help organizations develop and execute digital transformation journeys that leverage data and technology to both optimize business operations and create value and growth.

Zakir Hussain: Partner, Americas Data Leader, EY
Zakir Hussain leads a best-in-industry team to deliver technology implementations for his clients across sectors. For more than two decades, Zakir’s clients have benefited from his team’s experience and expertise in technology and data modernizations – uniquely positioning each to advance and accelerate their growth initiatives.

Greg Wagner: Data-Driven Manufacturing Solution Leader, EY
Greg Wagner is a transformation leader at EY who specializes in implementing data-driven manufacturing capabilities with clients. He possesses a background in Lean Six Sigma and quality, asset reliability and integrity, operational risk management and digital manufacturing. Wagner has more than twenty years of consulting and industry experience working in leadership, operations and technical functions within the chemicals, oil and gas and specialty manufacturing industries.
How Best Practices in Data Analytics Drive Maintenance Maturity

Insights that convert into actions can improve equipment reliability, span the enterprise, and boost the bottom line.
![]()
TAKE AWAYS:
● Using data and analytics for condition monitoring can eliminate unplanned downtime and allow for improved equipment reliability.
● Centralizing maintenance roles and utilizing remote support can help manufacturers alleviate labor scarcity and maximize their technical teams.
● Machine health monitoring can trigger corrective actions to be scaled across multiple production lines or multiple sites.
Manufacturers are acutely aware of how machine health affects production throughput, particularly plants operating in a throughput-constrained mode. Without sustainable equipment uptime, schedules are missed, orders go unfulfilled, revenue is lost, and unplanned labor and repair costs are incurred.
A significant factor impeding the achievement of operational goals is the widespread, protracted shortage of asset reliability and maintenance talent. Fortunately, technology can alleviate this challenge.
The burgeoning depth and breadth of condition monitoring analytics technologies offered by countless solution providers aims to eliminate unplanned downtime. The core value of machine condition monitoring is twofold: (1) drive best practices in reliability and maintenance; and (2) mitigate the skills gap now and into the future. Its primary goal is harvesting analytical insights directly from machines to identify the opportune time to service degrading critical equipment and components — not too early, nor too late.

“Gaining maximum value requires putting the data and analytics to good use.”
Mastering how the condition data is harnessed, analyzed, and operationalized is key. With digitalization boosted by the industrial IoT, such as wireless condition monitoring sensors, plants can collect and centralize for analysis unprecedented quantities of real-time, streaming asset condition and performance data, along with batches of intermittently connected or locally captured data. Gaining maximum value from this approach requires putting the data and analytics to good use.
Operationalizing Data Analytics
Many plants lack the internal resources to leverage machine condition monitoring for troubleshooting and repairs, let alone navigate the complexities of developing scalable analytics solutions. The prior model of staffing qualified, dedicated at every manufacturing facility is no longer sustainable.
Industrial service providers are responding to this reality by adapting and optimizing their own technology and methods, while developing new ways to provide actionable remote support to the factory floor. Over the past 12-15 years, the aging manufacturing talent pool and increasing demand for domestic manufacturing compelled leading service companies to refocus on centralizing core roles, such as predictive maintenance specialists, reliability engineers, and high-level positions.
This development is driving a cultural shift in manufacturing. Internal plant maintenance teams are not inherently inclined to ask for help, but once they begin accepting virtual support, they can transition from their singular plant focus and leverage their skills out to other locations.
Machine health monitoring is also a paradigm shift for the remote support providers, who now actively pull condition data for analytical insights and translate it into action on the factory floor. For instance, when an alert is received at a centralized technology center that an asset condition threshold has been breached at a certain plant, an expert can reach out to the appropriate individual on the factory floor to provide crucial guidance remotely, in layman’s terms.
“The core value of machine condition monitoring is twofold: (1) drive best practices in reliability and maintenance; and (2) mitigate the skills gap now and into the future.”
Rather than details such as the frequency, hertz, and amplitudes of the waveform, what a technician really needs to understand is, for example, that it looks like a specific coupling is coming loose. In this example, that would mean they need to take that machine out of service, validate that the motor is meeting its alignment specifications and everything is in safe working order, and then torque the coupling to its proper specification. Additional details or step-by-step instructions can be provided by the remote service expert to the asset-facing technician via a mobile device.
Moreover, this new approach to monitoring and analytics is driving significant innovation in maintenance automation processes. A simple example is instead of regularly pumping grease into an asset, data analytics from that piece of equipment can trigger a command to an auto-lubricating device bolted onto the machine to automatically inject the correct amount and type of grease into the equipment. This optimizes the process while also eliminating the need to involve a maintenance technician.
Figure 1 – Accelerating Maintenance Maturity
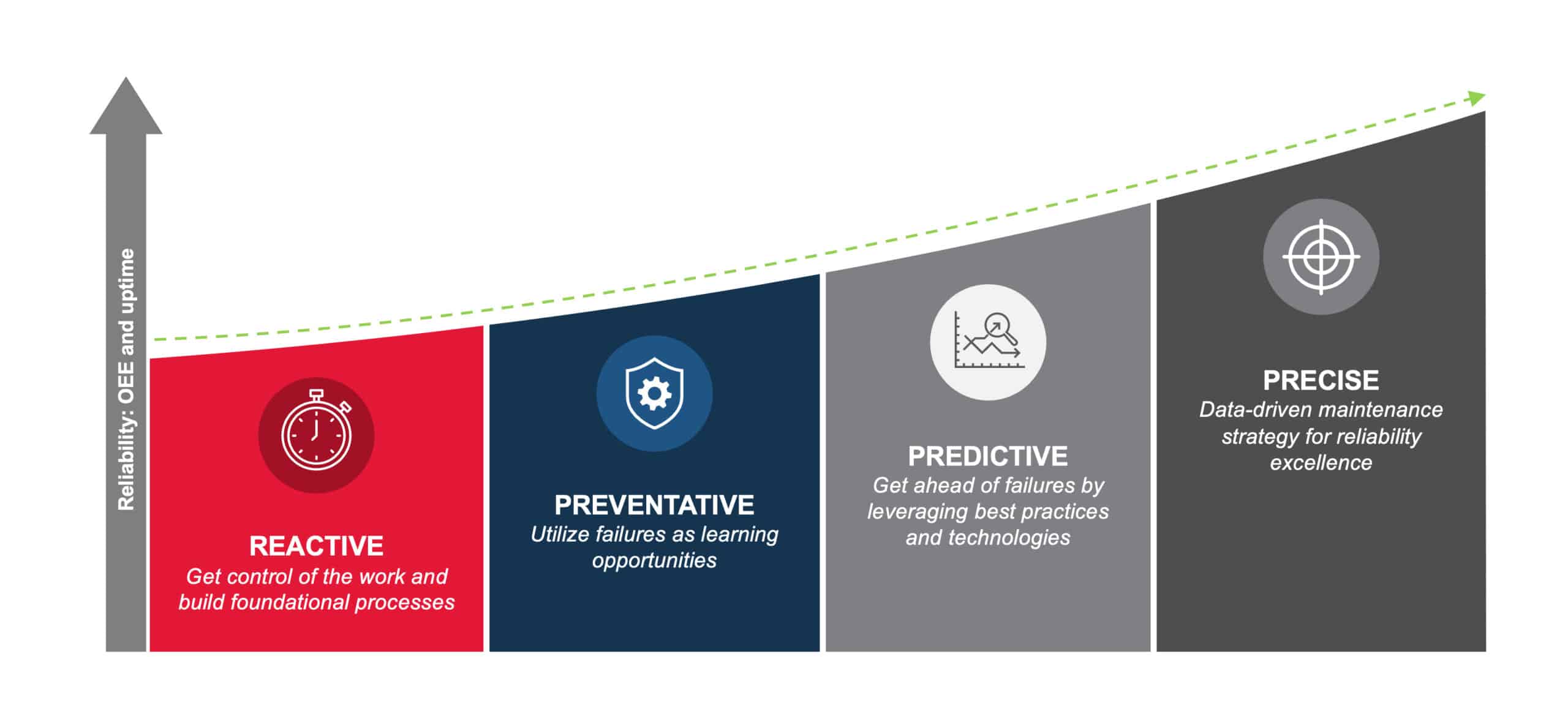
The Evolution of Maintenance Philosophies
Maintenance philosophies have changed markedly over the years (Figure 1). For a long time, maintenance meant running equipment until it breaks, and then fixing it, though this caused excessive unplanned downtime. When preventive maintenance practices emerged, time- and usage-based plans and routes were developed to keep the equipment in better condition, though the risk of downtime from over- or under-maintenance was still a concern.
Condition-based maintenance practices flourished when skills gaps intensified the need for labor efficiency. Having sensors continuously monitor and measure machine condition parameters and trigger alerts when a given threshold is met allows scarce labor to be applied to situations that actually need attention.
“Internal plant maintenance teams can utilize virtual support to transition from a singular plant focus and leverage their skills out to other locations.”
The latest realm of maintenance maturity is predictive maintenance — applying condition analytics and prognostics to predict when an asset is likely to fail, forecast the asset’s remaining useful life, and plan maintenance processes, people, and parts with precision to get the maximum life out of the equipment and components. Ideally, this approach leverages not only real-time condition monitoring data, but also historical trends and contextual information such as environmental conditions, process output, and maintenance histories.
Continuous condition monitoring analytics are central to the highest level of maintenance maturity, known as precision maintenance. It allows the work to be predicted and stretched out for as long as possible, maximizing the utilization of time and labor while maintaining the highest asset availability and throughput opportunity.
Extending Maintenance Optimization
Condition monitoring analytics enable plants to optimize their asset maintenance practices and migrate to an enterprise-wide predictive maintenance philosophy. Even non-critical assets that remain on route-based preventive maintenance schedules can benefit from predictive analytics. This is because manufacturing facilities frequently operate identical or similar types of equipment across multiple lines within a plant, and across any number of sister plant locations.
Specifically, any machine health finding that triggers a corrective action can be leveraged across other assets that have, or are developing, a comparable condition. Additionally, the knowledge gained from condition analytics and root cause identification can help to refine maintenance plans and intervals for all equivalent equipment. Extrapolating the findings to additional equipment in this manner optimizes both preventive maintenance schedules and predictive maintenance activity, further reducing unplanned downtime and extending the mean time between failures.
“The knowledge gained from condition analytics and root cause identification can help to refine maintenance plans and intervals for all equivalent equipment.”
A good case in point is when a specific lubrication issue at a plant was identified as the root cause of unplanned downtime. A little digging into their maintenance processes revealed that the preventive maintenance plans did not include the appropriate tasks to prevent the lubrication condition. That deficiency affected not just that single piece of equipment, but all equipment of that type, across all facilities. The results of that initial finding led to adjusting all the maintenance plans for 26 pieces of equipment across 12 facilities, increasing efficiency and preventing similar failures.
Reaping Strategic Benefits
The advantages of mastering this strategy are manifold. Consider a plant that purposely overheats aggregate to make sure it is completely dry. It may consume twice as much natural gas than is really needed to properly manufacture the product. From a financial perspective, passing that extra cost onto the consumer creates some competitive challenges for the manufacturer. From a sustainability perspective, excess emissions and gas transport requirements create a larger carbon footprint. With proper temperature monitoring, such challenges can be avoided.
Here are three of the primary benefits of operationalizing condition monitoring analytics:
- Planning and scheduling: Having access to machine health data analytics enables data-driven prioritization of work planning and scheduling for consequential labor and cost efficiencies. Online condition monitoring allows issues to be addressed as they arise, based on detectable early warning signs, with well-planned and strategically timely corrective actions. Since time- and cycle-based maintenance plans are conducted regardless of an asset’s actual condition, changes go undetected between routes, and random failures are routinely missed.
- Equipment reliability: Continuous machine health monitoring allows plants to move quickly on resolving predicted failures, maximizing uptime rather than reactively repairing failed equipment or components. Monitoring can reveal sudden large changes such as those attributed to a process change or machine crash, or gradual changes over time, including micro trends. By implementing AI and machine learning algorithms based in statistical process control, the degree of change can be tracked on an ongoing basis, and insights can be gleaned to determine reliability engineering needs and root causes.
- ESG and sustainability: Actively monitored and well-maintained equipment tends to operate in a highly efficient and effective manner. Likewise, when environmental conditions such as humidity, temperature, and cleanliness of the air are continuously monitored and proactively maintained, the benefits to human and machine health are great. Conversely, improperly maintained equipment running under production load is more prone to energy waste, raw material waste, scrap, quality defects, minor stops, equipment outages, or catastrophic failure.
Consider Monitoring as a Service
Many plants want to move to a condition-based mindset but lack the engineering and development capabilities in maintenance and IT to pull together a robust package on their own. Choosing remote condition monitoring as a service may be the answer for plants that are short on time and internal technical talent.
Industrial service providers with extensive experience in predictive technologies are adept at designing, implementing, and managing fully integrated condition monitoring analytics solutions. Those with the added capability of providing centralized, remote support for hundreds of manufacturers in multiple industries are uniquely well versed in operationalizing analytics in plants and across plant sites. M

About the author:
Micah Statler is the Director of Operations at Advanced Technology Services
Operationalizing Analytical Insights
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
AB InBev Uses Smart Manufacturing for Award-Winning Results

What does it take to be a digital transformation champion? Anheuser-Busch InBev can tell you.
The world’s largest brewer won four Manufacturing Leadership Awards in 2022, including the highly coveted Manufacturer of the Year. (The honors are given annually by the Manufacturing Leadership Council, the NAM’s digital transformation arm.) The MLC chatted with AB InBev Global Vice President Marcelo Ribeiro recently to get his insights on the processes, technologies and strategies driving the company’s success.
Business transformation drivers: “We have a dream at ABI, which is ‘to create a future with more cheers,’” said Ribeiro. “[That means] a clear strategy to lead and grow, to digitize and monetize our ecosystem and to optimize our business.” Here are a few ways AB InBev is pursuing that dream:
- Developing and delivering products that give consumers what they want, when they want it
- Making sure the supply chain can adapt quickly to consumer needs
- Increasing capacity without compromising safety, quality or sustainability
Rising to challenges: “The future is becoming less predictable,” Ribeiro said. “We need to prepare for that, so we have to build a more resilient, flexible supply chain.” Additional opportunities include:
- Moving from transactional relationships with vendors and suppliers to partnerships
- Looking beyond operations and across the entire supply chain to meet sustainability goals
- Creating a collaborative manufacturing ecosystem that fosters the sharing of ideas
Meeting the digital future: Ribeiro says that ABI’s digital strategy has three key aspects:
- Making data more accessible and available to frontline workers
- Creating a template for digital technology that can be easily tailored to the unique needs of each business
- Using advanced analytics to contextualize data and discover where it can best be applied to aid decision making
Leaders required: Ribeiro noted that leadership is essential for making this vision a reality.
- “It is critical to empower the front line,” he said. “Leaders should be focused on providing the resources to allow people to do the work and achieve excellence themselves. In the end, people are key for any business transformation.”
Find additional insights into AB InBev’s digital transformation in DIALOGUE: AB InBev’s Award-Winning Dream, or make plans to attend Rethink, where Ribeiro will present a keynote address on “Building Your Enterprise into a Digital Transformation Champion.”
Related



AI in Manufacturing: 11 Focus Areas to Consider
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
E-Cycling Helps Manufacturers Generate Business Value

Electronic waste is a big problem.
In 2019, the world generated a record 53.6 million metric tons of discarded electronic and electrical devices, according to a Global E-waste Monitor report. That’s an increase of 21% in just five years. But there’s more: The figure is expected to double by 2050, hitting 120 million tons annually.
The good news is that manufacturers can be an active part of the solution. Though their bread and butter has typically been bringing new products to market, manufacturers are now also developing end-of-life processes for goods to mitigate environmental impact, according to Bright Machines Vice President of Industrial Solutions Adam Montoya, writing in the Manufacturing Leadership Council’s Manufacturing Leadership Journal. (The MLC is the digital transformation division of the NAM).
The challenge: complex components. Disassembling a product is not nearly as straightforward as assembling it, according to Montoya. Take a server, for example. A company might know what’s inside it based on its original configuration, but memory or processor upgrades could have changed over the course of its life.
- When a lot of change has taken place, the dismantling process is unique to each server, making it complex and difficult to automate.
The solution: intelligent disassembly. Improving the end-of-life process for electronics requires intelligent disassembly, a combination of smart technology and a different way of thinking, says Montoya. Here’s how it works:
- Automation technology that uses AI and advanced vision systems interprets the contents of a particular component and compares it against the original blueprint.
- Next, the system assesses the presence and location of components within the unit.
- It then sorts, separates and removes components so they can be reclaimed or recycled.
The bottom line: Manufacturers stand to realize many benefits from intelligent disassembly. Components with sensitive data can have machine-driven proof of destruction. Systems with usable parts can be repurposed rapidly.
- Ultimately, it’s an important way for manufacturers to collectively reduce carbon footprints and electronic waste while delivering business value, says Montoya.
For more on this topic, read Rethinking End-of-Life Technology Value in the Manufacturing Leadership Journal. And to learn more about how manufacturing leaders are undertaking digital transformations, join the MLC at its Rethink conference in Marco Island, Florida, on June 26–28.
New Members of the MLC
Introducing the latest new members to the Manufacturing Leadership Council.
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Davos 2023: Takeaways for Manufacturing
A personal perspective by Augury CEO Saar Yoskovitz on his most important takeaways for manufacturers from the World Economic Forum’s annual meeting in Davos last month.
This year’s World Economic Forum’s (WEF) Annual Meeting at the Swiss resort of Davos was both intense and inspiring. Among the many attendees, world leaders in government, business, and social institutions were present. Speaking to them and hearing their thoughts is a unique opportunity as those conversations can shed light on global problems and innovative solutions. And since the previous WEF Annual Meeting last May, the mood has shifted.
Last year, during Davos 2022, the world was in the midst of a recession, the Russia-Ukraine War had just started, supply chains were at risk, and “de-globalization” was one of the most used words at the event. Any discussion about the environment or financial support for sustainability seemed hollow in those conditions.
This year, things appear to be considerably more stable: Ukraine is holding up, the energy crisis has been avoided in most countries, the world’s inflation appears to be under control, and supply networks are expanding. All these together made it possible to have a far more fruitful discussion on how to address the main problems manufacturers are currently facing.
In It Together
The first key takeaway was that manufacturers are increasingly coming together as the challenges smaller and mid-size companies are experiencing look very similar to those that some of the world’s largest companies are battling with at the moment. Everyone is looking for signs of economic certainty over the next couple of years. Leaders of all types of companies are trying to balance the need for expansion with wise resource management.
Simultaneously, global issues such as sustainability, workforce change, efficiency, and the effectiveness of a global industrial and manufacturing base are all being considered seriously by manufacturers big and small, with workforce and skills-related topics being top of mind. Businesses of all sizes now understand that progress and growth still depend on the fundamentals: people coming together to work out the details, agree on a course of action, and put in a genuine effort to bring about change.
Technology’s Coming of Age
Each annual meeting brings a rush of studies on a range of topics. This year these included how the circular transformation of industries is unlocking new value, how over a hundred WEF Lighthouse Factories are showing the way forward to a more sustainable future, and how various industrial clusters are using technology to move towards Net Zero. What’s good about these reports is how they’re starting to focus more on what’s actually happening, rather than what should be done.
The next stage of this involves scaling those world-leading Lighthouses, highlighting the unique cases of transformational success that shine brightly across manufacturing. In many ways, this represents the next step in building a global society in which the combined efforts of humans and machines improve the quality of life in all respects.
Enter Glocalization and Friendshoring
While “de-globalization” was last year’s big word, in 2023 it was replaced by “glocalization”. This captures the idea that while our supply chains are becoming more localized, they still need to be internationally connected. Glocalization strategies can help manufacturers become more resilient, a trend that is also happening naturally as part of the global energy transition. Alternative energy sources are typically closer to home and more difficult to move. For example, solar energy is produced during the day and wind energy during windy conditions in multiple locations but, at the moment, neither the bulk storage nor transportation methods exist for these two types of energy to be easily transferred any significant distance, which naturally leads to more decentralization. Factories will tend to be located where the cheapest and cleanest energy is available, as previously happened with data centres.
Friendshoring was another emerging term at the WEF this year. It is swiftly replacing the traditional strategy of offshoring and reflects how manufacturers are now turning towards countries that share similar values and have more compatible trading approaches. Friendshoring can also help reduce reliance on a single source. This is especially evident in the semiconductor sector where approaches like the US/EU IRA and CHIPS laws represent a significant step forward.
Circular Supply Chains
Larger organisations are also giving more sustainable and circular supply chains top priority as a result of impending regulations around carbon reporting, like Scope 3. This reporting looks at a product’s whole footprint by taking into account the upstream and downstream environmental impacts of its supply chain.
Some people have already called such developments “a nightmare.” It can definitely be hard. Many companies are doing their best to track supply chain emissions effectively, but there is a severe lack of the necessary frameworks or tools to do so. To make matters worse, Scope 3 also varies depending on the manufactured product. For example, Scope 3 only accounts for 6% of the emissions from a cement factory, but it might account for 80% of emissions in the automobile or food sectors. As a result, manufacturers need to come together as an industry to make the reductions needed to their overall carbon emissions.
Talent and Talent Again
Access to talent is still a hot topic, but with a new twist. Now, companies are shifting their focus from Labour Cost Arbitrage to Skills Arbitrage when making investments in new geographies. In other words, people are asking themselves about the locations of the best talent that can make better use of automation and digital tools to increase productivity. This shift towards skills is expanding the talent pool.
A Way Forward
In short, this year’s WEF leaves space for optimism. Manufacturers have more clarity on the challenges that lie ahead, they understand more about how to overcome them, and they have the right tools to do so. It certainly won’t be easy, but by working together, manufacturers, governments, and wider industries, have a better chance than ever to make a difference and chart a clearer path forward for the future.
 Saar Yoskovitz is Co-Founder and CEO of machine health company Augury.
Saar Yoskovitz is Co-Founder and CEO of machine health company Augury.
Dialogue: Yokogawa’s Autonomous Ambition
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.