All News & Insights

From Months to Minutes: How GenAI and AI Transform Product Design and Sourcing
GenAI is helping manufacturers cut product design time dramatically by combining historical data with simulations to optimize cost, carbon, performance, and sourcing. Eaton says it has reduced design time by nearly 90%.

Empower Your Workforce with Generative AI
Generative AI can boost manufacturing productivity by putting data-driven insight in workers’ hands, but success depends on strong governance, continuous training, and better data collection across the operation.
August 24 Template
Connected worker solutions combine MBD/E, IoT, and AR to give manufacturing workers real-time guidance and feedback. Benefits include greater agility, compliance, quality, efficiency, and employee empowerment.

Manufacturing in 2030: The Opportunity and Challenge of Manufacturing Data
Manufacturers see data as essential to competitiveness, but survey results show gaps in security, quality, access and analytics. Many still rely on spreadsheets even as data volumes surge toward smarter, more predictive operations.
Intertape Polymer Group, Cooley Named Top Winners in 2024 Manufacturing Leadership Awards
Daniel Dwight named Manufacturing Leader of the Year in awards program's 20th season
Cooley Group’s Daniel Dwight was named 2024 Manufacturing Leader of the Year, while Cooley won Small-Medium Enterprise Manufacturer of the Year and Intertape Polymer Group earned Large Enterprise Manufacturer of the Year for digital transformation and sustainability.
Change Management for an Agile, Innovative Workforce
A strong change management plan helps manufacturers reduce burnout, secure stakeholder buy-in and adapt to technology-driven change. Effective plans assess readiness, communicate clearly and build a change champion network.
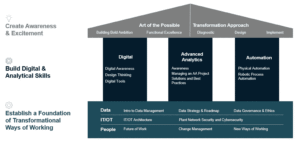
The Human Factor in Industry 4.0: Capability-Led Change
A global CPG company scaled Industry 4.0 across 20 business units by putting people first, aligning learning, governance, and KPIs to drive double-digit throughput gains.
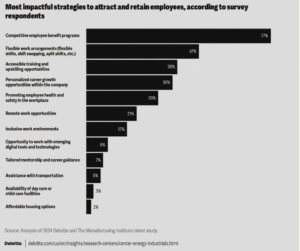
Technology as Manufacturing’s Skills and Applicant Solution
US manufacturing is growing fast, but talent shortages could leave 1.9 million jobs unfilled by 2033. Technology may help manufacturers attract, engage, and retain workers while boosting flexibility.
A Multi-Dimensional Approach to Managing Change
Manufacturing 4.0 technologies like connected devices, XR, and AI are empowering frontline workers, but adoption depends on overcoming cultural resistance with small, measurable pilots.

Executive Dialogue: David Brousell
MLC's founder reflects on 20 years of the MLC
Interview with David Brousell discussing manufacturing technology, digital transformation, and industry trends in an Executive Dialogue format.