Resilient IT/OT Architectures: Protecting Against Cyber and Operations Risk

Manufacturers can follow strategic steps to build resilience across IT and OT environments while advancing their business objectives.
![]()
TAKEAWAYS:
● Manufacturers must engineer resilience through secure-by-design, standards-based architectures that future-proof operations against connectivity failures.
● Edge AI ensures operational continuity by eliminating cloud dependency and preserving real-time decision support during disruptions.
● Lasting cyber resilience requires commitment from IT and OT teams to collaborate and maximize risk reduction.
In today’s rapidly evolving business landscape, manufacturers must accelerate digital adoption to maintain a competitive edge. Embracing advanced technologies drives measurable value by minimizing waste, maximizing uptime, and reducing labor costs. This is achieved through the continuous flow of data across the manufacturing stack, accelerating performance, and unlocking new operational efficiencies. However, increased connectivity between systems introduces increased—and often insufficiently quantified—cybersecurity risk. While manufacturers have always managed threats such as physical access control, and even natural disasters, accelerated digital adoption now exposes operations to more frequent and sophisticated cyber threats than ever before. As these risks intensify each year, the imperative for manufacturers remains urgent and clear: innovate and grow, or lose ground to the competition.
The resulting reality for manufacturers is a conundrum: ambitions to scale and improve operations can appear at odds with security goals to safeguard assets and data and to maintain control. However, manufacturers can balance these objectives by adopting a secure-by-design, standards-based architecture that delivers resilience against cyber and operational disruptions while allowing for seamless connectivity. Because there is no one universal architecture, manufacturing leaders must assess the unique risks connectivity poses to their operations and ensure targeted redundancy planning in the event of disruption. Ultimately, the critical question every manufacturing executive must answer is: can your operations continue when systems go down?
This article outlines the first steps leaders should take to build resilience across IT and OT environments while advancing their business objectives.
First: Business Continuity Planning for Connected Operations
Determining the specifications for the right secure-by-design architecture for your connected operation begins with a business impact analysis (BIA). A BIA analyzes operational functions and the potential effects of a disruption without interrupting or modifying any systems. Mapping assets, systems, and processes into a plant hierarchy helps leaders understand which disruptions would have the greatest operational impact. A separate cybersecurity risk assessment then evaluates threats, vulnerabilities, exploitability, and existing controls for the most critical functions and zones.
During a BIA, leaders must continually ask which parts of the operation are production-critical; that is, which areas must be made resilient to connectivity failure through segmentation and/or redundancy? This analysis provides a clear picture of each asset’s criticality, how failures propagate, and whether existing controls already mitigate the risk. When performed correctly, a BIA will establish the foundation for an architecture tailored to your operations, helping your organization avoid settling for a one-size-fits-all solution that demands costly process changes to function.
Then: Explore Edge AI Architecture for True Resilience
Organizations use BIAs to identify business-critical systems that must remain resilient during disruptions. This drives interest in edge-based intelligence, which, when explicitly designed and governed, can sustain monitoring, control, and safe shutdown functions even when cloud connectivity or other dependent systems are unavailable. By enabling AI at the edge, organizations can shield the “brain” of their operations from disconnection and protect against downtime. This resilience stems from the ability to run AI on-premises. While most AI tools today—especially generative AI—operate in the cloud and can be powerful solutions for tasks like reporting, they are not resilient enough for production-critical tasks because they depend on stable connectivity, external vendors, and infrastructure. Consequently, a failed cloud connection severs the intelligence governing operations.
Unlike larger, general cloud-based AI models, tailored small language models (SLMs) can run directly on industrial PCs, edge gateways, and controllers. This ensures that key decision-support capabilities remain available even without cloud access. Furthermore, SLMs can be tuned more precisely than larger, more general models, allowing them to specialize in specific tasks and provide more efficient real-time troubleshooting and decision support.
“A separate cybersecurity risk assessment then evaluates threats, vulnerabilities, exploitability, and existing controls for the most critical functions and zones.”
Consider this hypothetical scenario: a manufacturing operation, responsible for a significant share of global supply, experiences a connection outage due to an outdated architecture. Because of the nature of its production, any lapse in connectivity, operator visibility, control, or remote support triggers the dumping of all product for safety reasons—an extremely costly and environmentally impactful emergency measure. However, if edge-based intelligence were enabled, it could continue to guide operators by interpreting alarms, troubleshooting issues, and explaining failure modes and safe shutdown or recovery procedures, potentially averting unnecessary product loss.
The challenge with AI lies in selecting the right platform from the many available. Because most AI vendors are cloud-first and lack a deep understanding of industrial edge environments, carefully selecting a partner with operating experience at the edge is the best way to achieve a solution that supports the specific requirements of your operation.
Don’t Forget: Build a Culture of Cyber Resilience
For new approaches to succeed, they must be adopted and sustained by your employees and organizational culture. Leaders can guide their organization’s culture to evolve alongside new technologies by fostering a security-first mindset, treating security as a continuous practice rather than a one-time milestone. Teams should also shift away from a traditional ROI mindset—where investments are justified by direct financial return—and instead prioritize risk, making year-over-year investments to reduce the likelihood and impact of disruptions.
Much of this cultural shift centers on IT and OT teams, which traditionally have had divergent priorities: confidentiality and integrity (CIA) versus safety and availability (SAIC), respectively. True resilience lies at the intersection of IT and OT domains; resilience can only be achieved when these teams collaborate on architecture decisions, risk assessments, incident response planning, and governance. This achievement is a shared responsibility.
Step by Step: What Leaders Can Do Now
Figure 1: Steps Leaders Can Take Toward Resilience
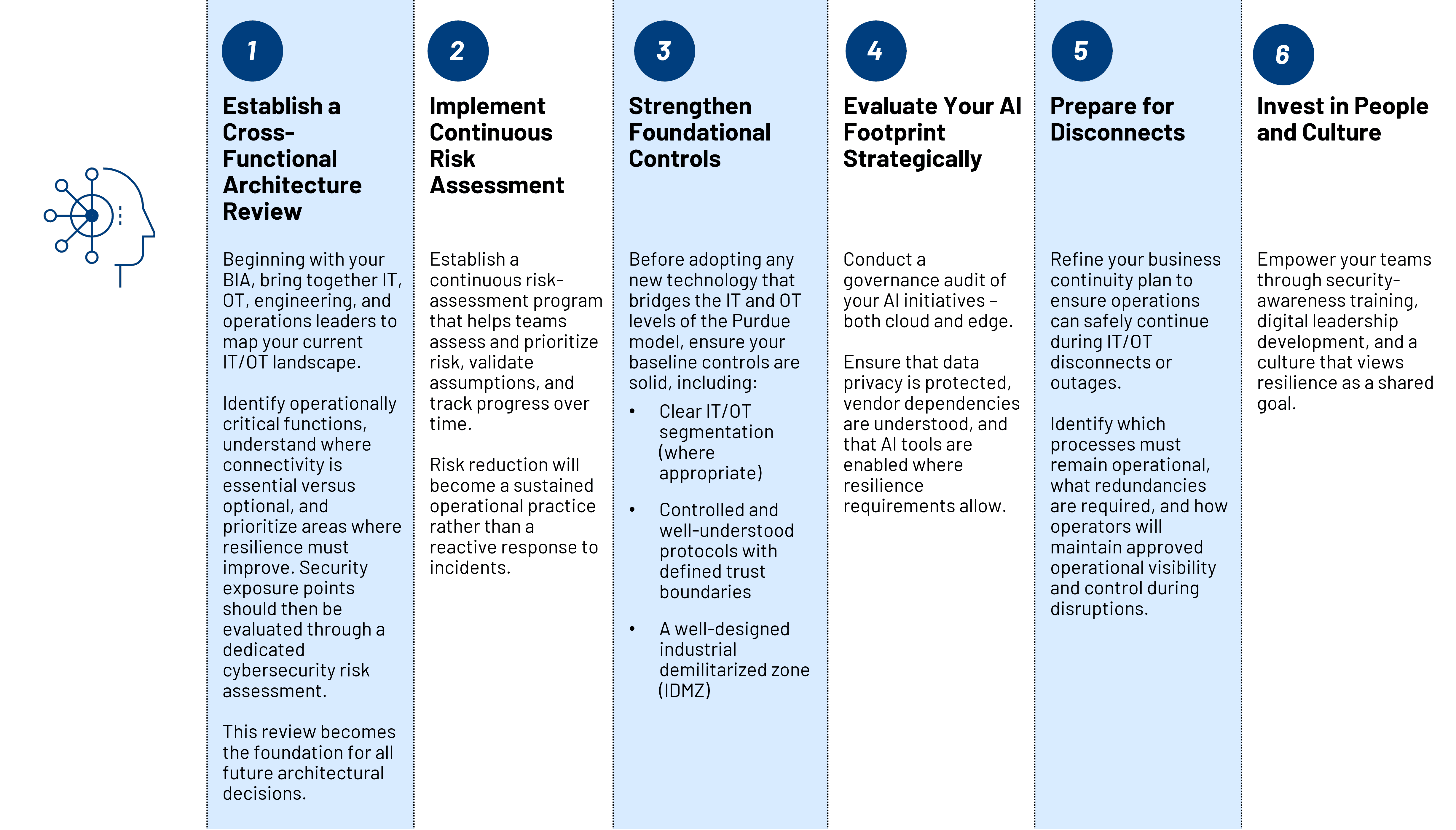
Building resilience is not a one-time initiative but an ongoing commitment (Figure 1). It requires a secure-by-design architecture, edge-ready intelligence, and a culture that treats cybersecurity as foundational to operational excellence. As connectivity deepens and threats evolve, leaders who invest in continuity planning, adopt technologies purpose‑built for the industrial edge, and unite IT and OT teams around shared responsibility will position their organizations for success. Resilience is no longer achievable through a default defense posture. Manufacturers can only confidently operate, grow sustainably, and field emerging threats in an increasingly connected world through bold innovation and strategic thinking. M
About the authors:

Chris Hamilton is a Digital Consulting Sr. Manager & Cybersecurity Platform Lead at Rockwell Automation Digital.

Will Rosengarten is the Data Strategy & Architecture Lead at Rockwell Automation Digital.
Welcome New Members of the MLC February 2026
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Sthitie Bom
VP Global Manufacturing IT
Seagate

https://www.seagate.com/
![]()
https://www.linkedin.com/in/sthitie/

Tim Brown
VP, Information Technology
RYAM
![]()
https://ryam.com/
![]()
https://www.linkedin.com/in/timothy-brown-ba894013/
Jeff Elkin
SVP Information Technology
Marvin
![]()
https://www.marvin.com/
![]()
https://www.linkedin.com/in/jeff-elkin-16382b4/

Ed Maier
President and CEO
G.W. Lisk
![]()
https://www.gwlisk.com/
![]()
https://www.linkedin.com/in/edward-maier-b2b3051a/

Kerry McQuone
CMO
GrayMatter Systems
![]()
https://graymattersystems.com/
![]()
https://www.linkedin.com/in/kerry-mcquone-995a406a/

Danny Seigle
VP, Partnerships and Alliances
MaintainX
![]()
https://www.getmaintainx.com/
![]()
https://www.linkedin.com/in/dannyseigle/

Lance Whitacre
Senior Vice President, Manufacturing and Logistics
Andersen Windows & Doors
![]()
https://www.andersenwindows.com/
![]()
https://www.linkedin.com/in/lance-whitacre/

Alex White
Vice President, Strategic Engagements
Infor
![]()
https://www.infor.com/
![]()
http://linkedin.com/in/alexanderleewhite/
Survey: Smart Factories Enter the Execution Era

Manufacturers push deeper into execution as smart factory strategies mature, AI advances and digital transformation gains as a competitive advantage.
![]()
KEY TAKEAWAYS:
● Smart factories have entered the execution era with manufacturers now wrestling with how to scale digital transformation efforts
● AI is maturing beyond experiment into value-driven, smart factory deployments
● Digital transformation is shifting from table stakes to a game-changing advantage
The Manufacturing Leadership Council’s 2026 Smart Factories and Digital Production Survey shows an industry that has moved beyond experimentation and into a more disciplined phase of execution, integration and operation. Manufacturers are increasingly committed to digital transformation and are now figuring out how to scale it.
While economic optimism and investment intent remain strong, the tone of this year’s survey reflects a more mature mindset. Expectations remain high for AI, automation and end-to-end digitization, but respondents also demonstrate a clearer understanding of the legacy, data and organizational challenges that accompany scale. Compared to 2025’s resurgence of momentum and 2024’s momentary hesitation, 2026 signals a new phase: steady progress, pragmatic confidence and a sharper focus on execution.
SECTION 1: Economic Outlook and Investment Trends
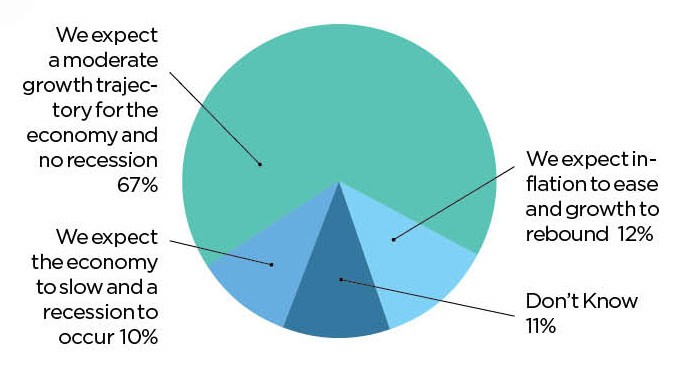
Manufacturers enter 2026 with cautious optimism about the broader economy. A strong majority (67%) expect moderate growth, while only 10% anticipate a significant downturn (Chart 1). These numbers remain similar to the 2025 survey results where 69% expected moderate growth while 8% expected an economic slowdown.
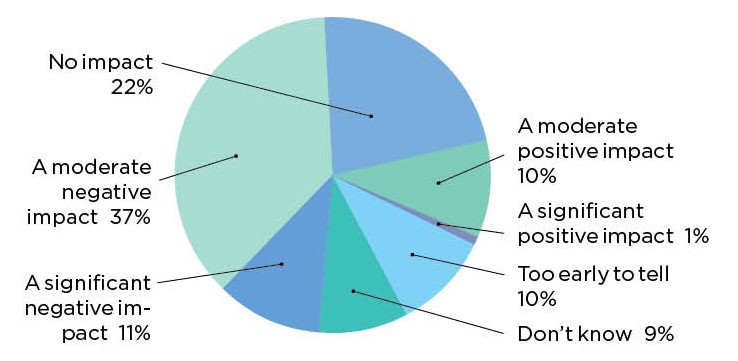
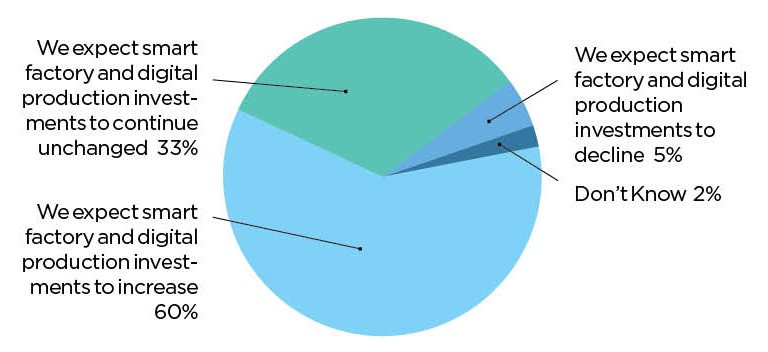
Meanwhile, nearly half of the respondents (48%) say U.S. tariffs are having a moderate or significant impact on their smart factory implementation (Chart 2). While those sentiments are worth watching going forward, the tariff negatives are not enough to undermine Manufacturing 4.0 digital investments. More than 90% of respondents say they expect to maintain or increase smart factory and production technology investments in 2026, with a sizable share planning increases rather than flat spending (Chart 3). The data suggests that digital investment has become embedded in long-term operating plans rather than driven by short-term economic sentiment.
1. Strong majority expect moderate economic growth ahead
Q: What is your company’s outlook for the economy in 2026? (Select one)
2. Nearly half experiencing negative impact from U.S. tariffs
Q: What impact are U.S. tariffs having on your company’s smart factory implementation? (Select one)
3. More than 90% plan to maintain or increase smart factory investments
Q: How do you expect your company’s outlook for the economy to influence M4.0 smart factory and production technology investments for 2026? (Select one)
SECTION 2: Smart Factory Maturity and Adoption
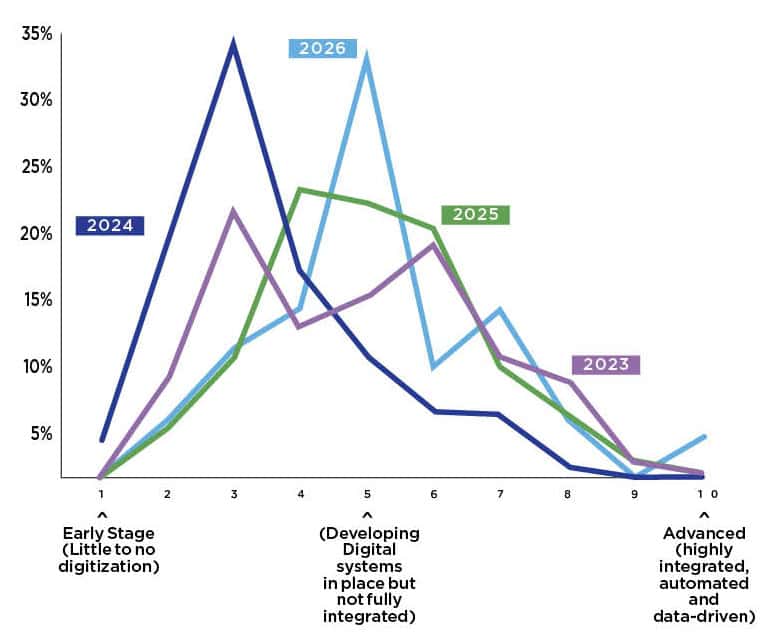
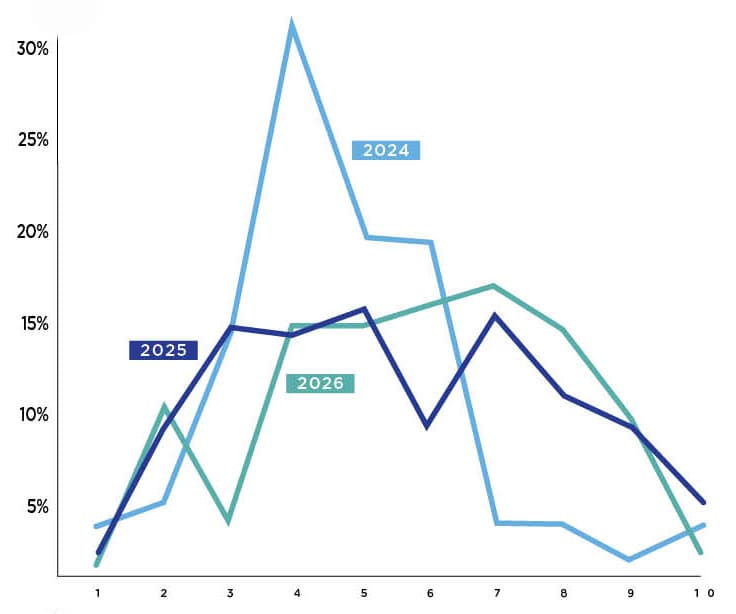
Smart factory maturity is a moving target. When new transformative technologies, like generative AI in 2022 and 2023, find their way into factories, it is natural for manufacturers to reassess how mature they truly are. This is one possible cause for the dip in maturity that our 2024 survey unveiled. As manufacturers have gotten more comfortable with GenAI and other emerging technologies, they’ve been able to find their footing and move forward on the maturity scale, and our survey saw a strong rebound in 2025 that remains consistent in 2026.
The vast majority still place themselves at a mid-level maturity (72% in 2026 vs. 75% in 2025), but our survey shows that those placing themselves firmly at the middle level, or a 5, has hit a high-water mark. This year, more than one-third of respondents say they are at a 5, compared to 22%, 11% and 16%, in 2025, 2024 and 2023, respectively. Growth at the highest maturity levels (8-10) remains incremental—rising from 9% in 2025 to 10% in 2026—reinforcing that advanced smart factories are still the exception rather than the rule. (Chart 4)
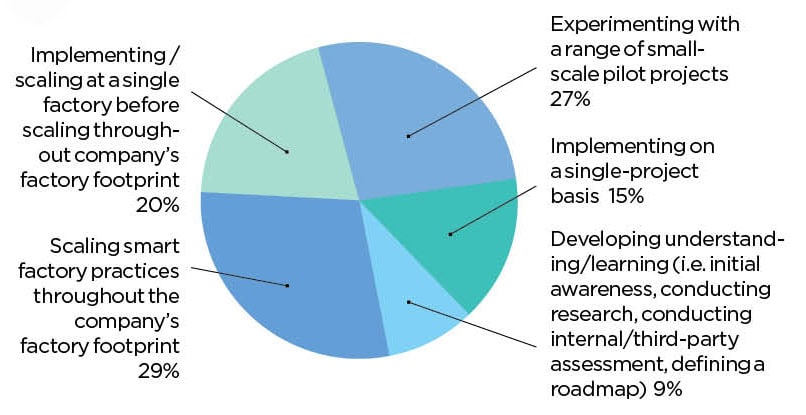
This pattern is echoed in how manufacturers describe their digital activities. Fewer than 10% of respondents report being in the learning stage. Meanwhile, a nearly equal number report that their company is scaling at either a single factory or rolling out initiatives across multiple sites (49%) compared to those in the learning or experimental stages (51%). (Chart 5)
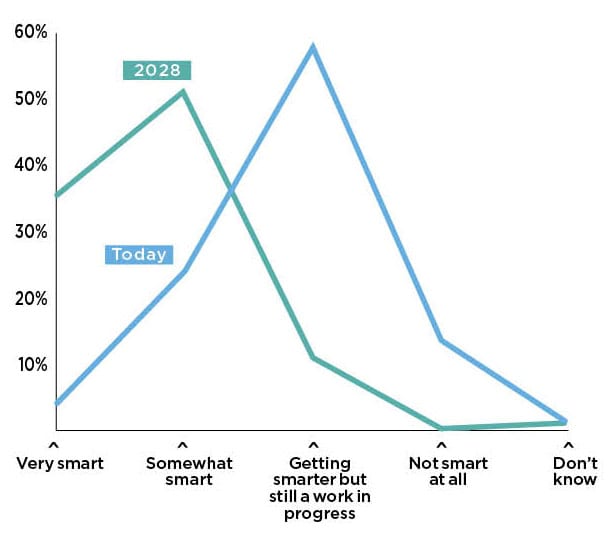
Looking ahead, confidence in future progress remains strong. While only a minority (28%) consider their factories very or somewhat smart today, a substantial majority (88%) expect to reach those levels by 2028. (Chart 6)
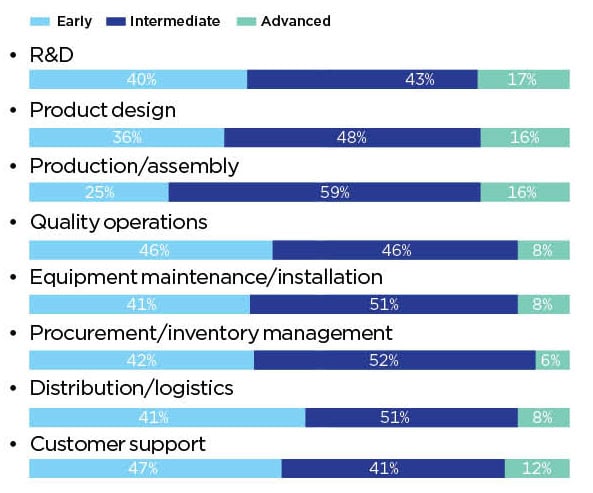
The data suggests that manufacturers believe the foundation is now in place, and they are heading toward the destination. Diving into the digital adoption of specific functions bears this out. It is clear that digital efforts are still a work in progress. Only product design, production/assembly and R&D rise above 15% of respondents reporting that these functions are at an advanced level for their company. The good news is that more than 40% of respondents say they are at least at an intermediate level for every single function we asked about in our survey. (Chart 7)
4. Smart factory maturity continues to advance
Q: How would you assess the maturity level of your smart factory journey? (Scale of 1–10, with 10 being the highest level of digital maturity)
5. Those scaling nearly equal to those in the experimentation and learning stages
Q: Which activity best describes the primary stage of your company’s M4.0 digital efforts today? (Select one)
6. Manufacturers expect smarter factories ahead
Q: How “smart” do you consider your factory and plant operations to be today, and what do you anticipate they will be by 2028?
7. Advanced digital adoption remains a work in progress across functions
Q: At what stage of digital adoption are the following functions in your company? (Rate as early, intermediate, or advanced)
SECTION 3: Digitization and Automation Growth
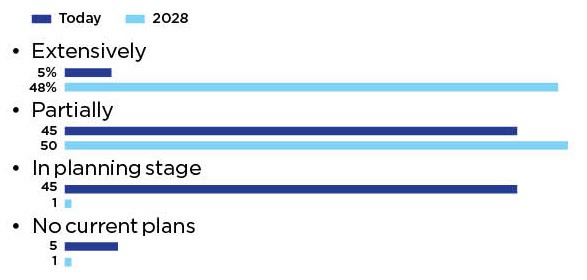
Digitization across factory operations is currently mixed. When considering production, maintenance, quality, planning scheduling and support functions, an equal number of respondents report partial end-to-end digitization or that end-to-end digitization is in the planning stage (45% each). At the extreme ends of the spectrum, 5% say they are extensively digitized or have no plans to digitize. But there are reasons for optimism, with 98% saying that their factory operations will be extensively or partially digitized end-to-end by 2028. (Chart 8)
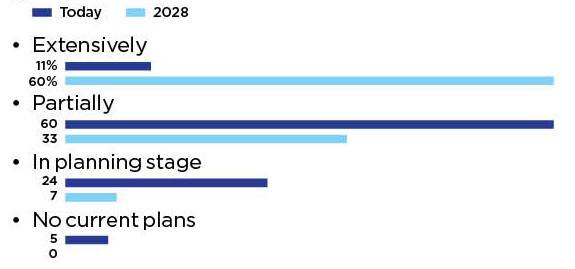
Production and assembly processes remain the focal point of digital efforts today. While extensive digitization is still limited to 11% today, expectations for the future are strikingly high, with most respondents anticipating at least partial digitization by 2028. (Chart 9)
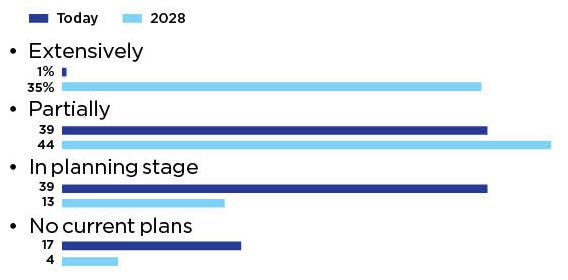
Integration beyond the factory, however, continues to lag. Digital integration with suppliers and customers shows improvement but remains well behind internal digitization efforts. This gap highlights both the complexity of ecosystem integration and a major opportunity for future value creation. (Chart 10)
8. End-to-end factory digitization expected to accelerate
Q: Thinking about your overall factory operations (production, maintenance, quality, planning, scheduling, support functions, etc.), to what extent are they fully digitized end-to-end today, and to what extent do you anticipate they will be by 2028? (Select one for today and one for 2028)?
9. Assembly process digitization on the horizon
Q: Focusing specifically on your core production and assembly processes (activities taking place on the manufacturing line), to what extent are these processes digitized today, and to what extent do you anticipate they will be by 2028? (Select one for today and one for 2028)
10. Customer and supplier digital integration lags behind other functions
Q: To what extent are your production functions digitally integrated with customers and suppliers today, and what do you anticipate they will be by 2028? (Select one for today and one for 2028)
SECTION 4: Future Factory Models and AI-Driven Operations
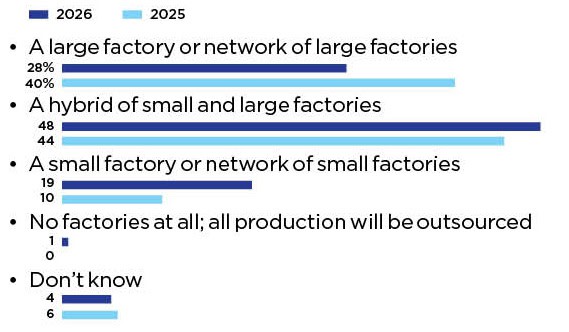
Manufacturers continue to envision a hybrid future for their factory networks. Most expect a mix of large-scale facilities and smaller, more specialized sites, balancing efficiency with flexibility. Compared to 2025, the biggest shifts occurred around the size of the future factory footprint. In 2025, 40% expected their future factory model would be a large factory or network of large factories, compared to just 28% in 2026. Meanwhile, the expectation to have a small factory or network of small factories grew from 10% in 2025 to 19% in 2026. (Chart 11)
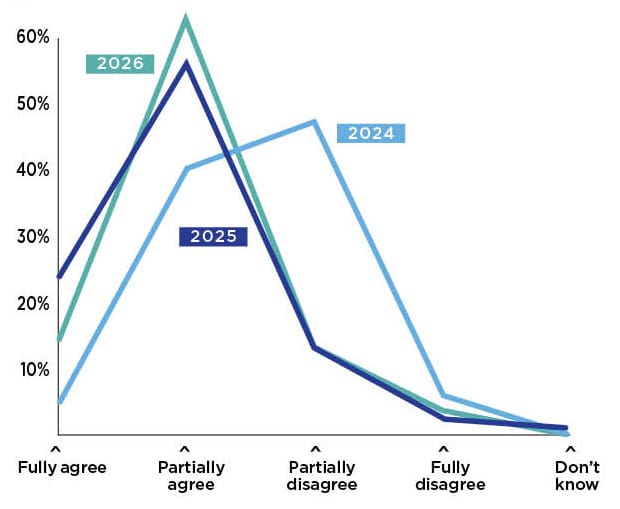
Confidence in AI-driven operations has remained steady. In 2026, 79% of respondents tell us they fully or partially agree that factories will evolve into self-managing, self-learning facilities. This aligns closely with last year’s survey where 80% fully or partially agreed. In both years, it’s important to note that those who partially agree far outweigh those who fully agree. This outlook has increased significantly since 2024, reflecting a more informed outlook that is, perhaps, shaped by leaders’ early experiences with AI technologies. (Chart 12)
11. Hybrid factory model remains dominant future strategy
Q: As you think about your factory footprint in the future, what is the expected future state of your factory model? (Select one)
12. Most partially or fully agree that tomorrow’s factories will be self-managing/learning
Q: Thinking about the impact of technologies such as AI and machine learning, to what extent would you agree or disagree with the following statement: “Tomorrow’s factory will evolve to be a self-managing and self-learning facility.” (Select one)
SECTION 5: Technology Adoption and Priorities
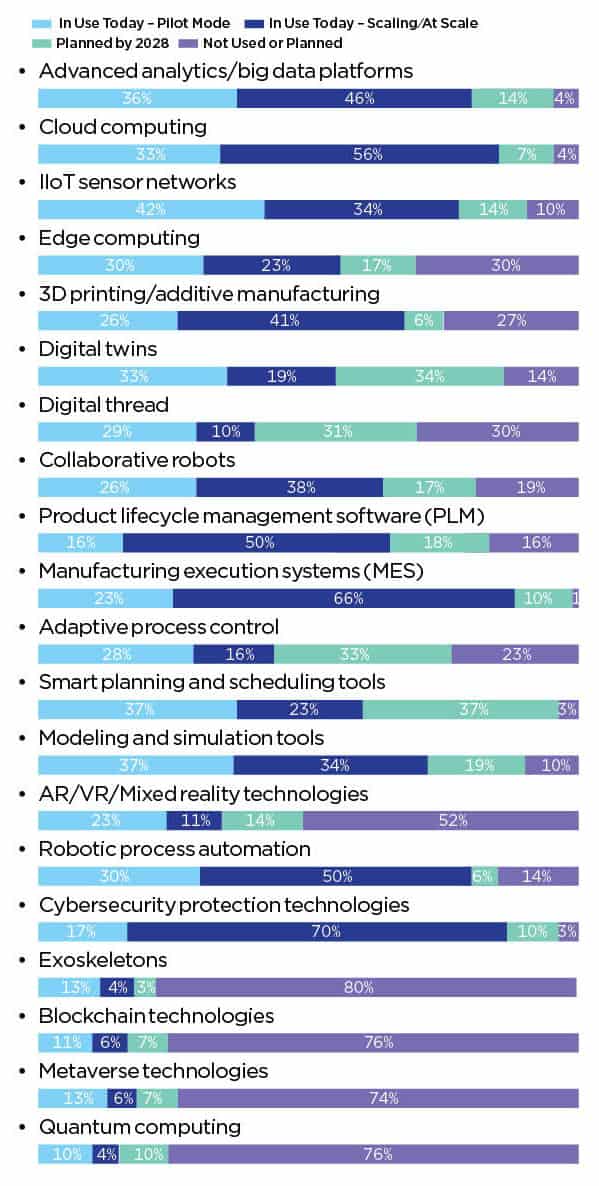
To that end, technology adoption in production operations continues to expand. Cybersecurity, manufacturing execution systems (MES), cloud computing, product lifecycle management software (PLM) and robotic process automation are the highest technologies deployed at scale today. These technologies are increasingly viewed as foundational rather than optional. Looking ahead to 2028, smart planning and scheduling tools, adaptive process control, digital twins, and digital thread are poised to make the largest leap forward. (Chart 13)
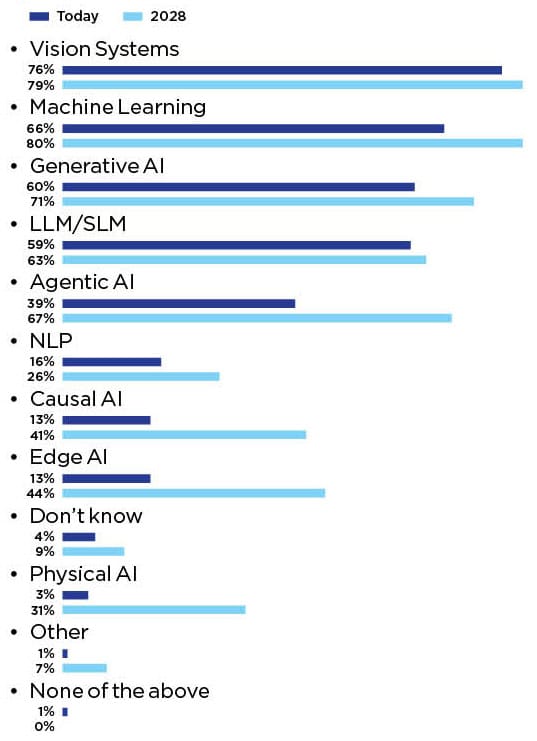
AI adoption is also advancing, with at least two-thirds of manufacturers reporting active deployment of traditional AI tools like vision systems (76%) and machine learning (66%). Across the board, every AI solution we asked about is expected to grow in its usage by 2028. Edge AI, causal AI and physical AI are expected to see the largest increases in use in that timeframe, while machine learning is expected to just surpass vision systems to become the most deployed AI solution. (Chart 14)
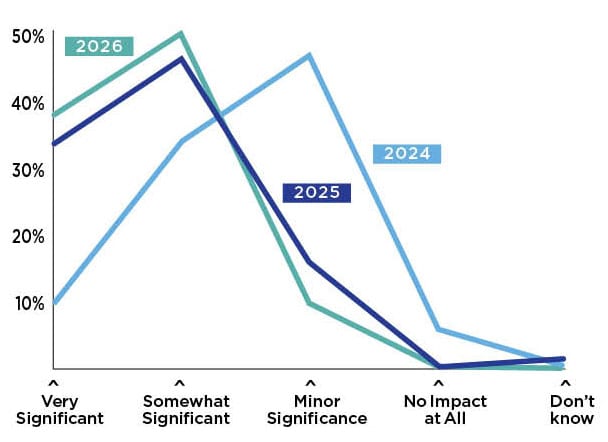
This measured pace is reflected in perceptions of AI’s impact. A growing percentage of respondents describe AI’s future impact on production as very significant (39%), continuing the upward trend from 2025 (34%) and 2024 (10%). (Chart 15)
Together, these findings suggest AI has moved beyond hype, entering a phase of value-driven deployment.
13. Multiple production operation technologies now surpass 50% scaling mark
Q: Where does your company stand in regard to the following technologies in its production operations? (Select one answer per technology)
14. Future growth ahead for every type of AI solution
Q: What types of AI solutions are you using today? (Select all that apply)
15. AI expected to have significant impact on production operations
Q: Looking ahead over the next few years, how significant an impact will AI have on your production operations? (Select one)
SECTION 6: Challenges and Benefits of Digital Transformation
As digital transformation matures, so do the challenges manufacturers face. Legacy equipment remains the most frequently cited obstacle, though this concern has dropped slightly from 2025’s survey. Meanwhile, there has been a sharp increase in those identifying data interoperability as a roadblock to their smart factory strategy. In 2025, only 22% of respondents identified data issues as a primary roadblock, but that has increased to 37% in 2026. Only cybersecurity had a larger increase. In a sign of progress, five roadblocks fell by at least seven percentage points from 2025 to 2026: lack of leadership buy-in, organizational structure or culture that resists change, lack of a roadmap, difficulty moving from pilot to scale, and lack of skilled employees. (Chart 16)
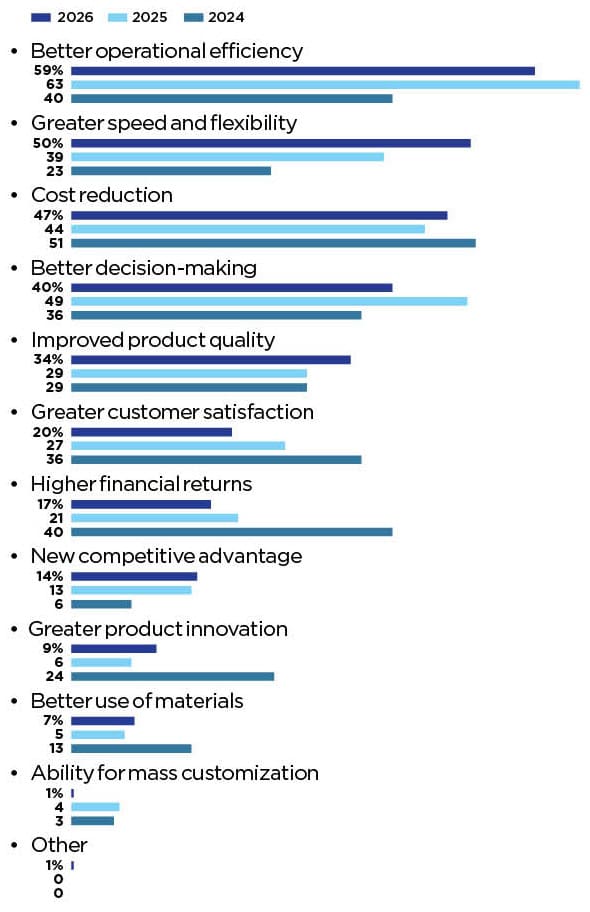
At the same time, perceptions of benefit continue to strengthen. Operational efficiency remains the top expected outcome, with greater speed and flexibility and cost reduction close behind. These results reinforce the growing belief that digital transformation is about more than technological advancement—it delivers measurable business value. (Chart 17)
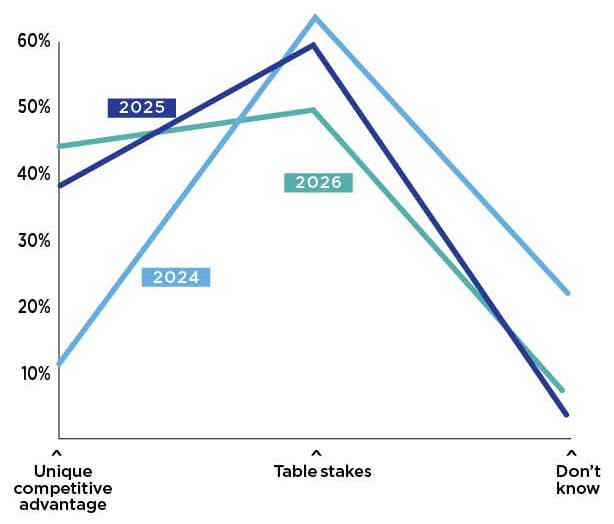
Importantly, while the largest group of manufacturers continue to believe that digital transformation is table stakes to stay in the game, 43% now view digital transformation as a competitive advantage—the highest percentage in the past three years. Because different companies progress on their digital transformation journey at different paces and with different success rates, those who are more successful are seeing a competitive advantage arise. While table stakes still dominate, the momentum is unmistakable. (Chart 18)
16. Legacy equipment, data and workforce are top roadblocks
Q: What do you feel are your company’s primary roadblocks to implementing your smart factory strategy? (Select top three)
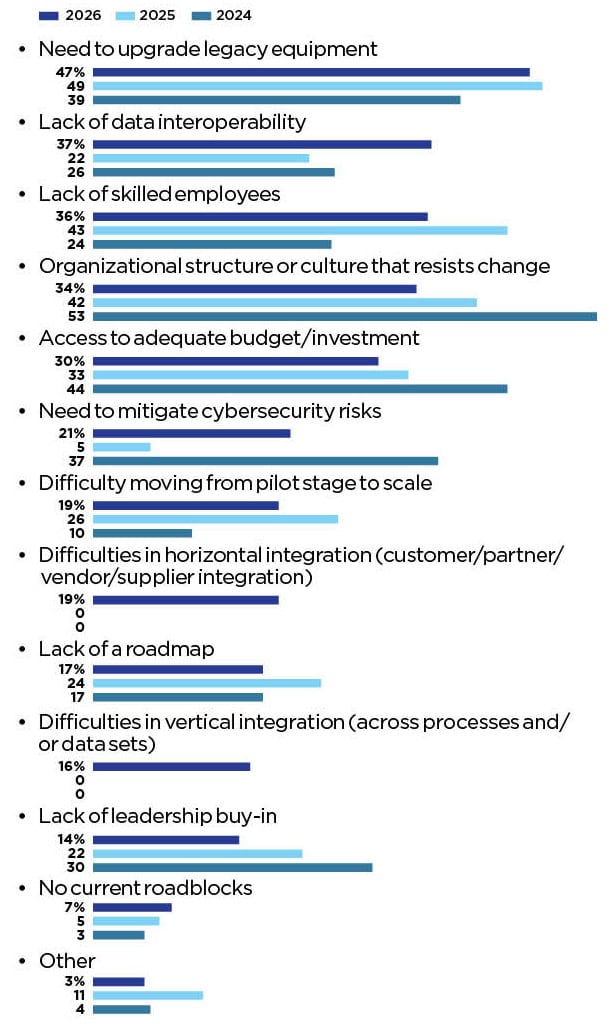
Note: horizontal and vertical integration difficulties were not included on 2025 or 2024 surveys
17. Better operational efficiency remains top benefit of smart factories
Q: What are the most important benefits and opportunities your company hopes to realize from embracing a smart factory strategy? (Select top three)
18. Digital transformation seen as table stakes by nearly half
Q: Do you believe that digital transformation of your company’s manufacturing operations will create a unique competitive advantage for your company or is it merely table stakes to remain in the game?
SECTION 7: The Strategic Value of Digital Transformation
Manufacturers’ views on the strategic importance of digital transformation remain overwhelmingly positive. Perhaps that is why we have seen an increase in those reporting better integration of their smart factory strategy with their company’s overall business strategy. In 2026, 58% say they have passed the midway point (6 or higher) on their integration journey. That is up 11 percentage points from 2025 and a full 30 percentage points from 2024. (Chart 19)
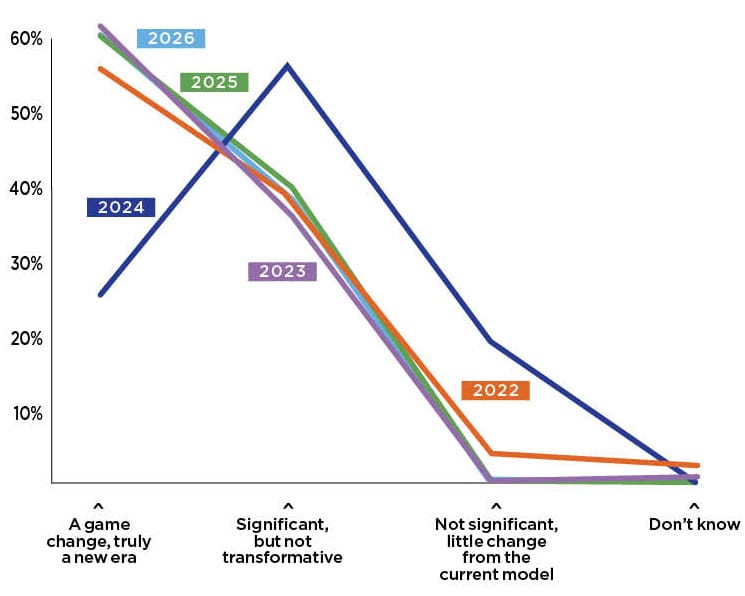
As digital transformation becomes more aligned with overall business strategy, it is not surprising that a clear majority believe digital transformation represents a fundamental shift in the manufacturing industry. Consistent with sentiment seen in 2025 and well above the dip recorded in 2024, 61% of respondents tell us that digital transformation is a game changer, indicating a truly new era for manufacturers. (Chart 20)
19. Smart factory strategy shows stronger alignment with business goals
Q: To what extent has your smart factory strategy been integrated with the company’s overall business strategy? (Scale of 1–10, where 10 is fully integrated)
20. Optimism around digital transformation impact remains steady
Q: Ultimately, how significant an impact will digital transformation have on the manufacturing industry?
The Bottom Line
What has changed is tone. The 2026 survey reflects less exuberance and more resolve. Digital transformation is shifting from proving its value to delivering on it. As manufacturers move deeper into execution, the 2026 Smart Factories and Digital Production Survey confirms that Manufacturing 4.0 has entered perhaps its most consequential phase yet. The leaders of the next decade will be defined by who executes best on the new technologies available to manufacturers. M
About the author:

Jeff Puma is content director at the NAM’s Manufacturing Leadership Council.
Future of Manufacturing Project: The Digital Leader’s Playbook

For tomorrow’s manufacturing leaders, technological expertise, agility to thrive in flatter organizations, and the ability to orchestrate across functions won’t be optional—they’ll be the baseline.
Good morning, everyone, and welcome to the fifth annual Future of Manufacturing Project event.
In the months preceding the launch of the Project in December of 2021, MLC undertook an in-depth research project to examine the economic, demographic, and technological trends that would shape manufacturing by 2030.
What resulted was a 52-page white paper entitled “The Next Phase of Digital Evolution” that laid out a set of decision points for the manufacturing industry in the years ahead. Whether it was the strategic use of data, the challenge of defining the human-machine relationship in the age of AI, the prospect of autonomous operations, or the emergence of digitally-driven business ecosystems, one imperative stood out across all trends – the importance of enlightened leadership.
Since its formation in 2005, MLC has believed that enlightened leadership is the key to successful digital transformation. MLC’s definition of enlightened leadership has three main components:
- The ability of manufacturing leaders to understand the potential of advanced technologies to reshape how things are made, how people work, and how operations can be made more efficient, productive, and faster.
- The ability of manufacturing leaders to manage and orchestrate change in flatter, more collaborative and cross functional organizational structures characterized by data-driven decision-making processes and information-empowered workers.
- The ability of leaders to adopt and practice a digital first mindset that emphasizes continuous organizational learning, agile response to change, the ability to form and manage multi-constituent networks, and a heightened willingness to take risks.
Of course, all of these digitally inspired skills, competencies, and behaviors need to be layered on a set of basic business competencies that are eternal. Every manufacturing leader needs to understand the business they are in, what their customers want, how to motivate people, and how to make a profit. They need stamina and passion, and even a sense of humor, particularly in times of disruption. They need to inspire, create a culture of trust and fairness, and always wonder what’s next.
All of these basic things are true and will remain so.
***
Our task today is to try to understand how digital leadership might change in the years ahead. I pose it this way because this is not a question. It is a certainty. Our jobs are about to become more complicated and challenging, but also more exciting.
To understand what digital leadership will need to look like in the years ahead, we need to take a page from that MLC white paper I mentioned and think anew about the larger trends shaping our world.
Contrary to what some would wish for, the world is getting more interdependent, not less.
In an essay last month entitled “Welcome to Our New Era. What Do We Call It?” New York Times columnist Tom Friedman said that old binary left-right concepts and systems have given way to multiple, interconnected ones.
We had thought of the world as a set of binaries – East/West, Communist/Capitalist, North/South, Aligned/Non-Aligned. Communities had been defined by a single ethnicity or faith and are now what he calls “polyglot, polychromatic, and polyreligious.” National economies were based on bilateral trade of discrete goods between countries with clear borders and self-contained industries.
Today, our economy is “an interdependent web of knowledge, skills, technology, and talent”.
Take, for example, the chip in your smart phone. The essay points out that the chip was “imagined in California, designed using software from the US and Europe, manufactured in Taiwan using Dutch lithography machines and material science innovations from Japan and Silicon Valley, and delivered by a global logistics network”.
A similar wave of interconnectedness and interdependency is playing out in our companies as Manufacturing 4.0 matures.
The years we have spent trying to implement digital manufacturing, and the challenges that have arisen as a result, have shown us that a holistic, cross-functional approach to digital manufacturing that leads to full organizational integration is required to achieve true game-changing results.
As an article in the Harvard Business Review in October, by Herminia Ibara and Michael G. Jacobides, said “Failure to capture value from technology is typically about failing to align technology to the value proposition and missing the opportunity to leverage technology to change the organization.”
Organizational alignment, adapting processes to take advantage of what technology has to offer, and rethinking how people, teams and functional domains work are key orchestration challenges facing manufacturing leadership today and in the future. You can’t manage digital transformation effectively in a linear fashion.
According to former MLC Board member Pietro D’Arpa of P&G, there are three types of orchestrations manufacturing leaders need to master. They are:
- Technical orchestration: bringing together IT, OT, data, and AI into a coherent and manageable whole;
- Organizational orchestration: aligning roles, incentives, workflows, and governance with the way digital operations actually work;
- Ecosystem orchestration: working more closely with suppliers, customers, institutions, and technology partners in a world that is becoming more interconnected.
***
If that isn’t enough, things are about to get more complicated as the age of AI unfolds.
As AI, which MLC calls a pervasive technology, is incorporated into the many systems used to run factories and plants, and as it increasingly augments human activities from complex data analysis to report writing, manufacturing leaders need to address serious and consequential questions surrounding the human-machine relationship.
To what extent should we allow intelligent machines to act? What types of decisions should they be empowered to make? Should they be trusted? Can they be co-equal partners with human beings? How shall we define the status of AI-powered intelligent machines in relation to human beings? And to what extent do we want to embrace autonomous manufacturing?
It is incumbent upon us as manufacturing leaders to define where the lines are of what is permissible and desirable and where the guard rails should be even as the AI technology matures and becomes more powerful and capable. This is a moving target, and it is accelerating.
Without trying to be hyperbolic, I think this is the existential challenge we face as manufacturing leaders in the years ahead. Just about all else pales in comparison.
***

In researching the literature on digital leadership as I was preparing this speech, I was struck by how often the word “agility” appears in the many lists of recommendations on how to lead in the digital era. The literature abounds with titles such as “5 Digital Leadership Skills”, “8 Components for Being an Effective Digital Leader”, “5 Critical Skills Leaders Need in the Age of AI”, and the “5 Cs, 3 Ls and 4 Ps of Leadership.” Almost all of them mention agility as a key competency, usually married to the phrase “in times of disruption.”
Frankly, disruption has been a part of the human condition since we began to stand upright. What’s changed, and what I think underlies the emphasis on agility in times of disruption, is the almost instantaneous communication of change we have today.
So, when things speed up too much, leaders need to slow them down and allow time for careful consideration. A proper reaction, the solution to a problem, a change in strategy may not at first be obvious or clear. As Peter Drucker once famously said: “In times of disruption, it is not the disruption that matters. It is acting with yesterday’s logic.”
The point about agility leads me to some other thoughts about the requirements for digital leadership in the future. Here are a few recommendations:
- Craft a Digital Vision – Establishing an idea of what your business could be in the digital age is critical to give the organization and the people in it a sense of destination, of where you are going – with the understanding that the direction and ultimate destination can and probably will change over time as technological developments occur. And support the vision with no more than three goals. Focus is key.
- Keep Up with Technology – I know this is easy to say but hard to do. MLC research has shown for years that staying abreast of new technological developments is one of the biggest challenges operational executives say they face. But, going back to what I said about the three main components of enlightened leadership, understanding the potential of new technologies will help you avoid a “Kodak moment” of surprise and even disintermediation. How do you do this? Task a person or a team to function as a kind of lab or investigative unit. Put them off on the side and let them run.
- Diversify the Bench – As you think about and plan your leadership team for the future, in conjunction with your HR people, think about hiring in an unconventional manner. Consider hiring people with degrees in philosophy, the arts, in literature. Think about brain power not in a linear or binary fashion, but in a network fashion. There is great strength in diversity and in our increasingly poly world we need all we can get. And always be recruiting for the best minds you can find whether you have a job opening at a particular moment in time or not.
- Have the Courage of Your Convictions – Success with digital requires seemingly endless communications with multiple constituencies inside and outside the organization. The ability to communicate clearly, comprehensively, and persistently Is at a premium in our complex age. What becomes key is what Pietro D’Arpa calls Narrative Agility, the leader’s ability to frame and reframe the meaning of change as technology continues to reshape the business. Helping people understand why shifts are happening, what they imply, and how they fit into the organization’s evolving purpose is increasingly essential in a fast-moving environment.
And this needs to be done in a collaborative environment where a leader often must function more as a coach, often employing Socratic technique. But decisiveness and responsibility are also important. People need to know where the buck stops, as Harry Truman once said. And this is where courage comes in. Have the courage of your convictions.
-
- Increase Your Stamina – Success, or victory, in the digital age may be less dependent on skill and talent than the wherewithal to see things through. The ability to persevere through wins and losses, good times and bad, often determines winners and losers. We know there is no finish line in the digital journey. Never give up.
- Mitigate Complexity – I’ve talked about this one before, but it bears repeating. We are building complex structures of IT and OT technologies in our companies, layer after layer of software and systems to run every aspect of operations and the business. Now, the AI wave is about to engulf us. Find ways to beat back complexity, to simplify wherever you can.
- Lastly, Maintain a Sense of Humor – This shouldn’t just be all work. Let’s have some fun with digital transformation. After all, we are in the process of creating a better future for manufacturing. Let’s celebrate and enjoy it! M
Photos by David Bohrer / National Assoc. of Manufacturers
The Best of Executive Dialogue
A year of candid conversations with leaders on what it takes to lead in an era of digital transformation and rapid change

The pace of change in manufacturing leadership has never been faster, and 2025’s Executive Dialogue series captured that shift in real time. Across conversations with industry trailblazers, a clear theme emerged: the future of manufacturing will be defined not just by technology, but by the leaders who know how to harness it. From AI-driven operational excellence to workforce transformation and digital culture, this year’s Executive Dialogue interviews reveal how manufacturing leaders are navigating complexity with clarity, purpose and vision.
In this special best-of collection, hear how leaders are scaling Manufacturing 4.0 across global operations, building digitally fluent cultures, embracing new generations of talent, and preparing for the rise of agentic AI. Whether you’re accelerating your own digital roadmap or looking for breakthrough ideas to strengthen your organization, these interviews offer practical insights and a glimpse into the leadership mindset shaping manufacturing’s next era.
Dialogue: Finding the Human Edge in Manufacturing AI
Tim O’Neal, Dow, Inc. | February 2025
Dow’s Tim O’Neal discusses the intersection of talent, data and AI in manufacturing, sharing insights on how intentional leadership and digital innovation drive operational excellence. From predictive analytics to AI-powered decision-making, he explores the evolving role of technology in shaping the future of industrial performance.
Dialogue: Scaling Industry 4.0 at Eaton
Craig Sutton, Eaton Corporation | April 2025

How do you scale digital transformation across 200 global manufacturing plants? Craig Sutton, Vice President of Industry 4.0 at Eaton, shares how the company is driving Industry 4.0 adoption with a strategic focus on technology, culture and governance. In this conversation, he discusses the challenges of integrating digital tools across diverse operations, the importance of a strong tech stack, and why shifting mindsets is just as critical as deploying new solutions.
Digital Culture Begins with Executive Intent
John Dyck, CESMII | June 2025

CESMII CEO and MLC Board Member John Dyck shares why building a digital culture in manufacturing starts with executive intent. In this conversation with MLC’s Penelope Brown, Dyck explores the foundational role of data quality, the need for cultural transformation, and the importance of aligning IT and OT through strategic structure and incentives. He emphasizes that digital transformation requires more than tools—it demands leadership commitment, repeatable and trusted data, and a clear roadmap for change. Manufacturers, he says, must move beyond assumptions and build the organizational muscle to fully realize Industry 4.0’s value.
Dialogue: At Merck, It Takes a Digital Village
Besu Alemayehu, Merck & Co. | August 2025

Merck’s Besu Alemayehu, the Manufacturing Leadership Council’s 2025 Manufacturing Leader of the Year, says it starts with humility. “We think we know it all when we’ve been in the industry 30 years,” he says. “But this generation went to school with no textbooks. Their way of thinking about digital and technology and enablement is incredible.” Watch his full interview to hear how he’s helping shape a culture where fresh thinking and digital-native ideas can thrive.
Dialogue: Agentic AI Moves from Insights to Action
Prasoon Saxena, NTT DATA | October 2025

NTT DATA’s Prasoon Saxena sees agentic AI as the next leap in manufacturing—necessary to accelerate cycles, fill labor gaps, increase global competitiveness, and reshape how humans and AI work together. In this special Future of Manufacturing Project-focused Executive Dialogue, he shares why trust, governance and training are critical as manufacturers prepare for a future where humans and AI agents operate side by side.
About the author:
Jeff Puma is Content Director for the Manufacturing Leadership Council
The Best of Rethink 2025

From AI to digital resilience to autonomous operations, Rethink 2025 delivered the latest insights on Manufacturing 4.0.
Over the past two decades, Rethink: Accelerating Digital Transformation in Manufacturing has become a must-attend event for operations leaders. In 2025, attendees engaged in outstanding keynotes, insightful panel discussions, interactive Re(Think) Tanks, and more.
From a selection of outstanding sessions, here are a few standouts from last June.
Note: You will need to be logged into the MLC Member Portal to access these videos.
Keynote: Scaling Digital on Eaton’s Path for Growth
Craig Sutton, Vice President, Industry 4.0, Eaton Corporation
Scaling digital transformation across a global manufacturing enterprise requires more than just technology—it takes structure, strategy, and cultural change. Eaton is scaling its Manufacturing 4.0 journey from a single digital plant to a global network, using governance, process frameworks, and a tailored tech stack to drive real impact.
Case study: IPG’s Digital M4.0 Journey, from Big Data Analytics to AI/ML Implementation
Emmanuel Boullay, Senior Vice President, Operations, IPG
2024 Large Enterprise Manufacturer of the Year IPG shares its six-year transformative journey into Manufacturing 4.0. Taking a deliberate, step-by-step approach, IPG built its M4.0 foundation on plant-level employee engagement, a strong focus on quality, and measurable ROI. Their “clean data first” strategy enabled the development of diagnostic and prescriptive analytics, paving the way for advanced AI and machine learning models that deliver predictive insights and prescriptive capabilities.
Case study: Hershey’s Digital Factory – How Hershey is Driving Manufacturing Excellence
Will Bonifant, Vice President, Manufacturing and Engineering, The Hershey Company; Member, Board of Governors, Manufacturing Leadership Council
Christopher Gantz, Senior Manager, Digital Systems, The Hershey Company
In 2024, Hershey set out to make its conversion cost improvement target best in class. To get there, the company devised a holistic strategy to digitally upgrade all work, bringing automation and advanced analytics to its frontline teams and automating repetitive physical tasks for workers. This session focuses on how technology and workforce transformation are ushering in a new phase of manufacturing excellence.
Panel discussion: Bridging the Digital Divide – Accelerating Transformation for Small and Medium Manufacturers
Chris Droney, Chief Operations Officer, Milo’s Tea Company
Dan Dwight, President and CEO, Cooley Group; Chair, MLC Board of Governors; Executive Committee, NAM Board of Directors; Winner of the 2024 ML Awards Small/Medium Manufacturer of the Year; Winner of the 2024 Manufacturing Leader of the Year
Joe Pfaff, Vice President, Global Business Technology, Husco
As digital transformation reshapes the manufacturing landscape, small and medium manufacturers face unique challenges in keeping pace with larger enterprises and global competitors. However, with the right strategies, SMMs can harness emerging technologies to drive efficiency, agility, and growth. This panel brings together industry leaders to discuss practical approaches for accelerating digital transformation in SMMs.
Power Panel: Handicapping the Global Digital Transformation Race
Julie Fraser, Vice President of Research, Manufacturing and Operations, Tech-Clarity
Matthew Littlefield, Co-Founder, President and Research Lead, LNS Research
Bob Parker, Senior Vice President, Worldwide Research, IDC
Craig Resnick, Vice President, ARC Advisory Group
Facilitator: David Brousell, Founder, Vice President and Executive Director, Manufacturing Leadership Council

Where are U.S. manufacturers on the digital transformation journey in comparison to companies in Asia, Europe, and other parts of the world? Are U.S. manufacturers ahead or behind? This panel of distinguished manufacturing industry analysts assesses the digital competitive landscape and what U.S. companies can do to accelerate the digitalization and modernization of the U.S. industrial base.
About the author:

Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
Smart Factories, AI, Supply Chains and Data: MLC’s 2025 Surveys

MLC’s 2025 research shows that operations leaders are resolved to continue scaling the digital maturity curve.
In 2025, the Manufacturing Leadership Council’s research efforts studied four areas that are formative to the current state of Manufacturing 4.0: Smart Factories and Digital Production; M4.0 Supply Chains, Artificial Intelligence, and Data Governance, Mastery, and Analytics.
In broad strokes, the surveys paint a picture of manufacturers moving up the digital maturity curve with strong expectations of continuing to advance. Operations leaders see the promise of digitalization, data and AI, but encounter roadblocks for access to capital investment, questions on the business case for technology deployment, and resistance from the workforce and sometimes the C-suite.
Here are the findings from MLC’s 2025 research surveys.

“M4.0 Appears Poised for a Significant Leap”, MLJ February 2025
MLC’s Smart Factories and Digital Production survey showed manufacturers are accelerating their digital transformation, with 60% calling it a defining shift and 75% rating their digital maturity as mid-level. Many companies expect to scale digitization rapidly by 2027—particularly in production, AI-driven operations and smart-factory integration. However, legacy equipment, lack of skilled workers and weak supplier/partner connectivity remain key hurdles.

“Tariff Tumult Roils Supply Chains”, MLJ April 2025 – A For MLC’s M4.0 Supply Chains survey, manufacturers said that the Trump administration’s shifting tariff policies created significant supply chain disruption, with 43% experiencing negative impacts at the time of the survey and rising costs cited as the most damaging effect. Nearly half say it is still too early to fully assess the long-term impact, but uncertainty and business strain are widespread. In response, companies are accelerating the use of digital tools—especially supply chain analytics—to improve visibility and resilience in the face of ongoing trade turbulence.
“Shaping the AI-Powered Factory of the Future”, May 2025 – The 2025 Future of Manufacturing Project survey found 68% of manufacturers believe AI will be foundational and most expecting increased investment and adoption over the next two years. While enthusiasm is high, AI use in operations is still limited, and many companies are only beginning to formalize governance and strategy. Significant barriers—including poor data quality, skill gaps, and legacy systems—remain, making steady, iterative progress the key to scaling AI successfully across the industry. Note that you must be logged into the MLC member portal or complete a contact form to access this survey.

“Manufacturers See Data, Lack Strategy”, October 2025 – MLC’s Data Governance, Mastery, and Analytics survey found that manufacturers increasingly recognize data as a critical asset for digital transformation, driving measurable improvements in cost reduction, efficiency, quality, and decision-making. However, many companies still face significant obstacles, including disparate systems, legacy equipment, limited AI-ready data, and insufficient governance, with nearly half lacking a corporate-wide data strategy. Despite these challenges, firms that effectively harness and validate their data are seeing tangible business benefits and are laying the groundwork for more strategic, data-driven operations. M
About the author:
Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
Welcome New Members of the MLC December 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Michelangelo Canzoneri
Global Head of Smart Manufacturing,
Merck Group/EMD
![]()
https://www.emdgroup.com/en
![]()
https://www.linkedin.com/in/mcanzoneri/?locale=en_US

Marc Fuentes
Vice President Commercial
Eclipse Automation
![]()
www.eclipseautomation.com
![]()
https://www.linkedin.com/in/marcfuentes/

Kevin Hannigan
CEO
InflexionPoint
![]()
https://inflexionpoint.ai/
![]()
https://www.linkedin.com/in/kevinehannigan/

Jon Hobgood
Global Head of Smart Manufacturing
GE Healthcare
![]()
www.gehealthcare.com
![]()
https://www.linkedin.com/in/changeagentnow/

Mark Lamoncha
CEO
Humtown Products
![]()
https://humtown.com/
![]()
https://www.linkedin.com/in/mark-lamoncha-0792b114/

John McGee
VP, Supply Chain and Operations
Watts Water Technologies
![]()
https://www.watts.com/
![]()
https://www.linkedin.com/in/john-l-e-mcgee/n
2025 in Photos at the MLC

It was a year for top-flight plant tours, a record-setting Rethink, and a glittering awards gala.
United Scrap Tour

The Manufacturing Leadership Council hosted four plant tours in 2025, including this one August 12-13 at United Scrap Metal in Cicero, IL. More than 70 Council members toured the company’s 50-acre headquarters site, where millions of tons of recycled scrap metal is processed into usable commodity materials for mills, foundries, and casting.
United Scrap Tour

In addition to making stops at key operational locations at United Scrap Metal’s site, attendees also took part in breakouts that covered digital systems, company culture, and safety and sustainability practices.
General Motors Tour

In September, MLC members took the Cadillac of plant tours – literally, at General Motors’ Spring Hill, TN, plant, where Cadillac’s electric LYRIQ and VISTIQ and internal combustion XT5 and XT6 vehicles are produced.
General Motors Tour

The Spring Hill factory has a long history within the GM portfolio, originating as a Saturn plant from 1990 to 2007. It has also produced models from Chevrolet and GMC in more recent times and will begin production of the Chevy Blazer in 2027.
Rethink

Emmanuel Boullay, Senior Vice President, Operations, at Intertape Polymer Group, was on the main stage at Rethink 2025 to share how IPG created an M4.0 foundation that has scaled to create data-first operations. IPG was the 2024 Large Enterprise Manufacturer of the Year for the Manufacturing Leadership Awards.
Rethink

MLC Founder David Brousell (left) moderates Handicapping the Global Digital Transformation Race, a panel at Rethink 2025 with leading industry analysts, including (from left) Bob Parker, Senior Vice President, Worldwide Research at IDC; Craig Resnick, Vice President at ARC Advisory Group; Matthew Littlefield, Co-Founder, President and Research Lead at LNS Research; and Julie Fraser, Vice President of Research, Manufacturing and Operations at Tech-Clarity.
Rethink

Will Bonifant, Vice President, Manufacturing and Engineering at The Hershey Company and a member of MLC’s Board of Governors, leads a case study session at Rethink 2025 titled Hershey’s Digital Factory – How Hershey is Driving Manufacturing Excellence. Bonifant shared how Hershey digitally upgraded its production, utilizing automation and advanced analytics alongside frontline teams to drive world-class results.
Manufacturing Leadership Awards Gala

Merck & Co. Senior Vice President, Digital Manufacturing and Chief Digital and Technology Officer Besu Alemayehu, right, was named the Manufacturing Leader of the Year at the Manufacturing Leadership Awards Gala, which took place on June 17 in Marco Island, FL. From left, David Brousell, MLC Founder, Vice President, and Executive Director, and National Association of Manufacturers CEO Jay Timmons look on during Alemayehu’s acceptance speech.
Manufacturing Leadership Awards Gala

The Pure & Gentle team, including Lea Green, center, and Darin Klaehn, left, react with joy to hearing their company announced as the Transformational Business Cultures winner in the Manufacturing Leadership Awards. More than 400 attendees gathered at the 2025 gala, with 116 projects and 49 individuals recognized as finalists.
About the author:
Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
The Best of the Manufacturing Leadership Journal 2025

Celebrating expert insights from a year of manufacturing innovation and leadership.
As manufacturers confronted another year of rapid technological acceleration and shifting competitive pressures, the Manufacturing Leadership Journal has been a consistent source of clarity, context and forward-looking insight. Across 2025’s bi-monthly issues, contributors explored the industry’s most urgent themes: from the rise of AI-driven production and digital supply networks to the growing imperative for sustainability, data mastery and smarter manufacturing. The result is a roadmap of ideas that reflect both the disruptive forces shaping the sector and the practical strategies leaders are using to create value.
Each article published in the Manufacturing Leadership Journal delivers value that helps manufacturers of all sizes progress on their digital journal. In this special best-of collection, we revisit 10 such articles from the past year.
Learn how manufacturers are deploying digital twins to unlock operational excellence, collaborating across supply ecosystems to boost competitiveness, and embracing sustainability as a business driver. Explore the pivotal moment AI now represents for industrial performance and the essential role of data governance in preparing for the next wave of intelligent production. Whether you’re refining your digital strategy, strengthening your supply network or building the foundation for an AI-enabled future, these pieces offer the insights needed to lead with confidence in an era of transformation.
FEBRUARY / MARCH 2025
SMART FACTORIES AND DIGITAL PRODUCTION
AI-Driven Factories of the Future: It’s a Lot More than Just Autonomy
By Brian Legan
The future of manufacturing is about intelligently blending autonomous operations, augmented intelligence and flexibility to redefine production.
Unlocking Manufacturing Excellence with Digital Twins
By Jason Hehman
Manufacturing leaders can leverage digital twin technology to drive operational transformation while ensuring sustainable, long-term value creation.
APRIL / MAY 2025
M4.0 SUPPLY NETWORKS
The Foundations of Enabling an M4.0 Supply Network
By John Barcus

Today’s competitive supply networks are digitalized, responsive and flexible enough to adapt rapidly to changing markets, challenges and opportunities.
How to Boost Competitiveness Through Supplier Collaboration
By Ashutosh Dekhne, Chetan (Chet) Trivedi

Leading organizations consider their supplier networks for their contributions to innovation and overall value, not just cost.
JUNE / JULY 2025
SUSTAINABILITY AND THE CIRCULAR ECONOMY
Building a Practical Sustainability Management System for Manufacturers
By Steven Moskowitz, Ph.D.

Success with sustainability requires a new, strategic way of thinking about and managing the business.
Why Smart Manufacturers Are Betting on Sustainability
By Rodrigo Alves, Austin Locke

Industrial leaders are turning to digital technologies to drive profits and cut emissions.
AUGUST / SEPTEMBER
AI IN MANUFACTURING
Maximizing Continuous Improvement with GenAI
By Saeed Haq, Brian Zakrajsek

Generative AI tools have the potential to raise continuous improvement to a new level – continuous intelligence.
The AI Divide: Manufacturing’s Pivotal Moment is Here
By Danny Smith

As artificial intelligence reshapes manufacturing competitiveness, organizations must act decisively or risk falling permanently behind their AI-enabled competitors.
OCTOBER / NOVEMBER 2024
DATA GOVERNANCE, MASTERY AND ANALYTICS
The Industrial Data Foundation Imperative: Building Manufacturing’s AI Future
By Ashtad Engineer

Manufacturing leaders must prioritize industrial data readiness and governance now, as the gap between data-ready organizations and laggards threatens future AI competitiveness.
5 Key Questions on the Path to Industrial DataOps
By Patricia Henderson, Rohini Prasad

Industrial DataOps enable manufacturers to be more agile, improve continuously, and move toward smart manufacturing.
About the author:
Jeff Puma is Content Director for the Manufacturing Leadership Council