The Best of Executive Dialogue
A year of candid conversations with leaders on what it takes to lead in an era of digital transformation and rapid change

The pace of change in manufacturing leadership has never been faster, and 2025’s Executive Dialogue series captured that shift in real time. Across conversations with industry trailblazers, a clear theme emerged: the future of manufacturing will be defined not just by technology, but by the leaders who know how to harness it. From AI-driven operational excellence to workforce transformation and digital culture, this year’s Executive Dialogue interviews reveal how manufacturing leaders are navigating complexity with clarity, purpose and vision.
In this special best-of collection, hear how leaders are scaling Manufacturing 4.0 across global operations, building digitally fluent cultures, embracing new generations of talent, and preparing for the rise of agentic AI. Whether you’re accelerating your own digital roadmap or looking for breakthrough ideas to strengthen your organization, these interviews offer practical insights and a glimpse into the leadership mindset shaping manufacturing’s next era.
Dialogue: Finding the Human Edge in Manufacturing AI
Tim O’Neal, Dow, Inc. | February 2025
Dow’s Tim O’Neal discusses the intersection of talent, data and AI in manufacturing, sharing insights on how intentional leadership and digital innovation drive operational excellence. From predictive analytics to AI-powered decision-making, he explores the evolving role of technology in shaping the future of industrial performance.
Dialogue: Scaling Industry 4.0 at Eaton
Craig Sutton, Eaton Corporation | April 2025

How do you scale digital transformation across 200 global manufacturing plants? Craig Sutton, Vice President of Industry 4.0 at Eaton, shares how the company is driving Industry 4.0 adoption with a strategic focus on technology, culture and governance. In this conversation, he discusses the challenges of integrating digital tools across diverse operations, the importance of a strong tech stack, and why shifting mindsets is just as critical as deploying new solutions.
Digital Culture Begins with Executive Intent
John Dyck, CESMII | June 2025

CESMII CEO and MLC Board Member John Dyck shares why building a digital culture in manufacturing starts with executive intent. In this conversation with MLC’s Penelope Brown, Dyck explores the foundational role of data quality, the need for cultural transformation, and the importance of aligning IT and OT through strategic structure and incentives. He emphasizes that digital transformation requires more than tools—it demands leadership commitment, repeatable and trusted data, and a clear roadmap for change. Manufacturers, he says, must move beyond assumptions and build the organizational muscle to fully realize Industry 4.0’s value.
Dialogue: At Merck, It Takes a Digital Village
Besu Alemayehu, Merck & Co. | August 2025

Merck’s Besu Alemayehu, the Manufacturing Leadership Council’s 2025 Manufacturing Leader of the Year, says it starts with humility. “We think we know it all when we’ve been in the industry 30 years,” he says. “But this generation went to school with no textbooks. Their way of thinking about digital and technology and enablement is incredible.” Watch his full interview to hear how he’s helping shape a culture where fresh thinking and digital-native ideas can thrive.
Dialogue: Agentic AI Moves from Insights to Action
Prasoon Saxena, NTT DATA | October 2025

NTT DATA’s Prasoon Saxena sees agentic AI as the next leap in manufacturing—necessary to accelerate cycles, fill labor gaps, increase global competitiveness, and reshape how humans and AI work together. In this special Future of Manufacturing Project-focused Executive Dialogue, he shares why trust, governance and training are critical as manufacturers prepare for a future where humans and AI agents operate side by side.
About the author:

Jeff Puma is Content Director for the Manufacturing Leadership Council
The Best of Rethink 2025

From AI to digital resilience to autonomous operations, Rethink 2025 delivered the latest insights on Manufacturing 4.0.
Over the past two decades, Rethink: Accelerating Digital Transformation in Manufacturing has become a must-attend event for operations leaders. In 2025, attendees engaged in outstanding keynotes, insightful panel discussions, interactive Re(Think) Tanks, and more.
From a selection of outstanding sessions, here are a few standouts from last June.
Note: You will need to be logged into the MLC Member Portal to access these videos.
Keynote: Scaling Digital on Eaton’s Path for Growth
Craig Sutton, Vice President, Industry 4.0, Eaton Corporation
Scaling digital transformation across a global manufacturing enterprise requires more than just technology—it takes structure, strategy, and cultural change. Eaton is scaling its Manufacturing 4.0 journey from a single digital plant to a global network, using governance, process frameworks, and a tailored tech stack to drive real impact.
Case study: IPG’s Digital M4.0 Journey, from Big Data Analytics to AI/ML Implementation
Emmanuel Boullay, Senior Vice President, Operations, IPG
2024 Large Enterprise Manufacturer of the Year IPG shares its six-year transformative journey into Manufacturing 4.0. Taking a deliberate, step-by-step approach, IPG built its M4.0 foundation on plant-level employee engagement, a strong focus on quality, and measurable ROI. Their “clean data first” strategy enabled the development of diagnostic and prescriptive analytics, paving the way for advanced AI and machine learning models that deliver predictive insights and prescriptive capabilities.
Case study: Hershey’s Digital Factory – How Hershey is Driving Manufacturing Excellence
Will Bonifant, Vice President, Manufacturing and Engineering, The Hershey Company; Member, Board of Governors, Manufacturing Leadership Council
Christopher Gantz, Senior Manager, Digital Systems, The Hershey Company
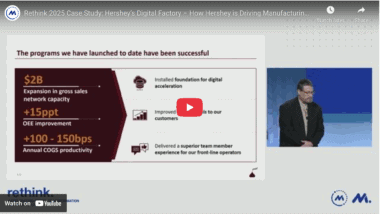
In 2024, Hershey set out to make its conversion cost improvement target best in class. To get there, the company devised a holistic strategy to digitally upgrade all work, bringing automation and advanced analytics to its frontline teams and automating repetitive physical tasks for workers. This session focuses on how technology and workforce transformation are ushering in a new phase of manufacturing excellence.
Panel discussion: Bridging the Digital Divide – Accelerating Transformation for Small and Medium Manufacturers
Chris Droney, Chief Operations Officer, Milo’s Tea Company
Dan Dwight, President and CEO, Cooley Group; Chair, MLC Board of Governors; Executive Committee, NAM Board of Directors; Winner of the 2024 ML Awards Small/Medium Manufacturer of the Year; Winner of the 2024 Manufacturing Leader of the Year
Joe Pfaff, Vice President, Global Business Technology, Husco
As digital transformation reshapes the manufacturing landscape, small and medium manufacturers face unique challenges in keeping pace with larger enterprises and global competitors. However, with the right strategies, SMMs can harness emerging technologies to drive efficiency, agility, and growth. This panel brings together industry leaders to discuss practical approaches for accelerating digital transformation in SMMs.
Power Panel: Handicapping the Global Digital Transformation Race
Julie Fraser, Vice President of Research, Manufacturing and Operations, Tech-Clarity
Matthew Littlefield, Co-Founder, President and Research Lead, LNS Research
Bob Parker, Senior Vice President, Worldwide Research, IDC
Craig Resnick, Vice President, ARC Advisory Group
Facilitator: David Brousell, Founder, Vice President and Executive Director, Manufacturing Leadership Council

Where are U.S. manufacturers on the digital transformation journey in comparison to companies in Asia, Europe, and other parts of the world? Are U.S. manufacturers ahead or behind? This panel of distinguished manufacturing industry analysts assesses the digital competitive landscape and what U.S. companies can do to accelerate the digitalization and modernization of the U.S. industrial base.
About the author:

Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
Smart Factories, AI, Supply Chains and Data: MLC’s 2025 Surveys

MLC’s 2025 research shows that operations leaders are resolved to continue scaling the digital maturity curve.
In 2025, the Manufacturing Leadership Council’s research efforts studied four areas that are formative to the current state of Manufacturing 4.0: Smart Factories and Digital Production; M4.0 Supply Chains, Artificial Intelligence, and Data Governance, Mastery, and Analytics.
In broad strokes, the surveys paint a picture of manufacturers moving up the digital maturity curve with strong expectations of continuing to advance. Operations leaders see the promise of digitalization, data and AI, but encounter roadblocks for access to capital investment, questions on the business case for technology deployment, and resistance from the workforce and sometimes the C-suite.
Here are the findings from MLC’s 2025 research surveys.

“M4.0 Appears Poised for a Significant Leap”, MLJ February 2025
MLC’s Smart Factories and Digital Production survey showed manufacturers are accelerating their digital transformation, with 60% calling it a defining shift and 75% rating their digital maturity as mid-level. Many companies expect to scale digitization rapidly by 2027—particularly in production, AI-driven operations and smart-factory integration. However, legacy equipment, lack of skilled workers and weak supplier/partner connectivity remain key hurdles.

“Tariff Tumult Roils Supply Chains”, MLJ April 2025 – A For MLC’s M4.0 Supply Chains survey, manufacturers said that the Trump administration’s shifting tariff policies created significant supply chain disruption, with 43% experiencing negative impacts at the time of the survey and rising costs cited as the most damaging effect. Nearly half say it is still too early to fully assess the long-term impact, but uncertainty and business strain are widespread. In response, companies are accelerating the use of digital tools—especially supply chain analytics—to improve visibility and resilience in the face of ongoing trade turbulence.
“Shaping the AI-Powered Factory of the Future”, May 2025 – The 2025 Future of Manufacturing Project survey found 68% of manufacturers believe AI will be foundational and most expecting increased investment and adoption over the next two years. While enthusiasm is high, AI use in operations is still limited, and many companies are only beginning to formalize governance and strategy. Significant barriers—including poor data quality, skill gaps, and legacy systems—remain, making steady, iterative progress the key to scaling AI successfully across the industry. Note that you must be logged into the MLC member portal or complete a contact form to access this survey.

“Manufacturers See Data, Lack Strategy”, October 2025 – MLC’s Data Governance, Mastery, and Analytics survey found that manufacturers increasingly recognize data as a critical asset for digital transformation, driving measurable improvements in cost reduction, efficiency, quality, and decision-making. However, many companies still face significant obstacles, including disparate systems, legacy equipment, limited AI-ready data, and insufficient governance, with nearly half lacking a corporate-wide data strategy. Despite these challenges, firms that effectively harness and validate their data are seeing tangible business benefits and are laying the groundwork for more strategic, data-driven operations. M
About the author:
Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
Welcome New Members of the MLC December 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Michelangelo Canzoneri
Global Head of Smart Manufacturing,
Merck Group/EMD
![]()
https://www.emdgroup.com/en
![]()
https://www.linkedin.com/in/mcanzoneri/?locale=en_US

Marc Fuentes
Vice President Commercial
Eclipse Automation
![]()
www.eclipseautomation.com
![]()
https://www.linkedin.com/in/marcfuentes/

Kevin Hannigan
CEO
InflexionPoint
![]()
https://inflexionpoint.ai/
![]()
https://www.linkedin.com/in/kevinehannigan/

Jon Hobgood
Global Head of Smart Manufacturing
GE Healthcare
![]()
www.gehealthcare.com
![]()
https://www.linkedin.com/in/changeagentnow/

Mark Lamoncha
CEO
Humtown Products
![]()
https://humtown.com/
![]()
https://www.linkedin.com/in/mark-lamoncha-0792b114/

John McGee
VP, Supply Chain and Operations
Watts Water Technologies
![]()
https://www.watts.com/
![]()
https://www.linkedin.com/in/john-l-e-mcgee/n
2025 in Photos at the MLC

It was a year for top-flight plant tours, a record-setting Rethink, and a glittering awards gala.
United Scrap Tour

The Manufacturing Leadership Council hosted four plant tours in 2025, including this one August 12-13 at United Scrap Metal in Cicero, IL. More than 70 Council members toured the company’s 50-acre headquarters site, where millions of tons of recycled scrap metal is processed into usable commodity materials for mills, foundries, and casting.
United Scrap Tour

In addition to making stops at key operational locations at United Scrap Metal’s site, attendees also took part in breakouts that covered digital systems, company culture, and safety and sustainability practices.
General Motors Tour

In September, MLC members took the Cadillac of plant tours – literally, at General Motors’ Spring Hill, TN, plant, where Cadillac’s electric LYRIQ and VISTIQ and internal combustion XT5 and XT6 vehicles are produced.
General Motors Tour

The Spring Hill factory has a long history within the GM portfolio, originating as a Saturn plant from 1990 to 2007. It has also produced models from Chevrolet and GMC in more recent times and will begin production of the Chevy Blazer in 2027.
Rethink

Emmanuel Boullay, Senior Vice President, Operations, at Intertape Polymer Group, was on the main stage at Rethink 2025 to share how IPG created an M4.0 foundation that has scaled to create data-first operations. IPG was the 2024 Large Enterprise Manufacturer of the Year for the Manufacturing Leadership Awards.
Rethink

MLC Founder David Brousell (left) moderates Handicapping the Global Digital Transformation Race, a panel at Rethink 2025 with leading industry analysts, including (from left) Bob Parker, Senior Vice President, Worldwide Research at IDC; Craig Resnick, Vice President at ARC Advisory Group; Matthew Littlefield, Co-Founder, President and Research Lead at LNS Research; and Julie Fraser, Vice President of Research, Manufacturing and Operations at Tech-Clarity.
Rethink

Will Bonifant, Vice President, Manufacturing and Engineering at The Hershey Company and a member of MLC’s Board of Governors, leads a case study session at Rethink 2025 titled Hershey’s Digital Factory – How Hershey is Driving Manufacturing Excellence. Bonifant shared how Hershey digitally upgraded its production, utilizing automation and advanced analytics alongside frontline teams to drive world-class results.
Manufacturing Leadership Awards Gala

Merck & Co. Senior Vice President, Digital Manufacturing and Chief Digital and Technology Officer Besu Alemayehu, right, was named the Manufacturing Leader of the Year at the Manufacturing Leadership Awards Gala, which took place on June 17 in Marco Island, FL. From left, David Brousell, MLC Founder, Vice President, and Executive Director, and National Association of Manufacturers CEO Jay Timmons look on during Alemayehu’s acceptance speech.
Manufacturing Leadership Awards Gala

The Pure & Gentle team, including Lea Green, center, and Darin Klaehn, left, react with joy to hearing their company announced as the Transformational Business Cultures winner in the Manufacturing Leadership Awards. More than 400 attendees gathered at the 2025 gala, with 116 projects and 49 individuals recognized as finalists.
About the author:
Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
The Best of the Manufacturing Leadership Journal 2025

Celebrating expert insights from a year of manufacturing innovation and leadership.
As manufacturers confronted another year of rapid technological acceleration and shifting competitive pressures, the Manufacturing Leadership Journal has been a consistent source of clarity, context and forward-looking insight. Across 2025’s bi-monthly issues, contributors explored the industry’s most urgent themes: from the rise of AI-driven production and digital supply networks to the growing imperative for sustainability, data mastery and smarter manufacturing. The result is a roadmap of ideas that reflect both the disruptive forces shaping the sector and the practical strategies leaders are using to create value.
Each article published in the Manufacturing Leadership Journal delivers value that helps manufacturers of all sizes progress on their digital journal. In this special best-of collection, we revisit 10 such articles from the past year.
Learn how manufacturers are deploying digital twins to unlock operational excellence, collaborating across supply ecosystems to boost competitiveness, and embracing sustainability as a business driver. Explore the pivotal moment AI now represents for industrial performance and the essential role of data governance in preparing for the next wave of intelligent production. Whether you’re refining your digital strategy, strengthening your supply network or building the foundation for an AI-enabled future, these pieces offer the insights needed to lead with confidence in an era of transformation.
FEBRUARY / MARCH 2025
SMART FACTORIES AND DIGITAL PRODUCTION
AI-Driven Factories of the Future: It’s a Lot More than Just Autonomy
By Brian Legan
The future of manufacturing is about intelligently blending autonomous operations, augmented intelligence and flexibility to redefine production.
Unlocking Manufacturing Excellence with Digital Twins
By Jason Hehman
Manufacturing leaders can leverage digital twin technology to drive operational transformation while ensuring sustainable, long-term value creation.
APRIL / MAY 2025
M4.0 SUPPLY NETWORKS
The Foundations of Enabling an M4.0 Supply Network
By John Barcus

Today’s competitive supply networks are digitalized, responsive and flexible enough to adapt rapidly to changing markets, challenges and opportunities.
How to Boost Competitiveness Through Supplier Collaboration
By Ashutosh Dekhne, Chetan (Chet) Trivedi

Leading organizations consider their supplier networks for their contributions to innovation and overall value, not just cost.
JUNE / JULY 2025
SUSTAINABILITY AND THE CIRCULAR ECONOMY
Building a Practical Sustainability Management System for Manufacturers
By Steven Moskowitz, Ph.D.

Success with sustainability requires a new, strategic way of thinking about and managing the business.
Why Smart Manufacturers Are Betting on Sustainability
By Rodrigo Alves, Austin Locke

Industrial leaders are turning to digital technologies to drive profits and cut emissions.
AUGUST / SEPTEMBER
AI IN MANUFACTURING
Maximizing Continuous Improvement with GenAI
By Saeed Haq, Brian Zakrajsek

Generative AI tools have the potential to raise continuous improvement to a new level – continuous intelligence.
The AI Divide: Manufacturing’s Pivotal Moment is Here
By Danny Smith

As artificial intelligence reshapes manufacturing competitiveness, organizations must act decisively or risk falling permanently behind their AI-enabled competitors.
OCTOBER / NOVEMBER 2024
DATA GOVERNANCE, MASTERY AND ANALYTICS
The Industrial Data Foundation Imperative: Building Manufacturing’s AI Future
By Ashtad Engineer

Manufacturing leaders must prioritize industrial data readiness and governance now, as the gap between data-ready organizations and laggards threatens future AI competitiveness.
5 Key Questions on the Path to Industrial DataOps
By Patricia Henderson, Rohini Prasad

Industrial DataOps enable manufacturers to be more agile, improve continuously, and move toward smart manufacturing.
About the author:
Jeff Puma is Content Director for the Manufacturing Leadership Council
The Best of Rethink 2025

The 20th anniversary of Rethink brought together thought leaders and manufacturers to share digital transformation best practices and lessons learned.
MLC members celebrated Rethink’s 20th anniversary by doing what they’ve done at the past 19 summits: learning about the technology, leadership, and organizations driving Manufacturing 4.0 forward. Over the course of three days, more than 60 speakers shared their insights during keynotes, case studies, panel discussions, (Re)Think Tanks, fireside chats, lightning rounds, and executive interviews.
Here are a few of the exceptional sessions Rethink participants experienced.
Access to the MLC Member Portal is required to view the videos.
Opening Address: What’s Next?
David R. Brousell, Founder, Vice President and Executive Director, Manufacturing Leadership Council
Over the past 20 years, the manufacturing industry has worked hard to understand and adopt the digital model of production, learning much along the way. But as new technologies emerge, the proverbial finish line continues to move, leading to new possibilities, aspirations, and opportunities as well as challenges. MLC’s founder shares his views on what manufacturing might look like by mid-century.
Case Study: 25 Years of Transformation—Triumphs and Pitfalls from a Manufacturing Digital Native
Robert Bodor, CEO and President, Protolabs, Winner of the 2022 ML Awards Small/Medium Enterprise Manufacturer of the Year
Protolabs began as a company aimed at filling a specific manufacturing need: injection molded parts really fast. As one of manufacturing’s original “digital natives,” that speed was a result of automation and digitizing a once-traditional process. Since those early days, the company has expanded its offerings and experienced significant growth. The ongoing digital transformation that followed over the next 25 years as a custom components manufacturer has provided a case study in digital evolution comprised of technology advancements, key acquisitions, difficult trade-offs, and even a few hard lessons learned along the way. Learn more about the company’s ongoing Manufacturing 4.0 journey that has driven its mission to serve customers on the forefront of innovation.
Panel Discussion: Next-Generation Leaders
Angela Accurso, Director of Workforce Programs, MxD
Marlon Alberto Gonzalez Martinez, Storage Order Management Fulfillment Team Leader, IBM
Megan McCarthy, Business Process Manager for Global Manufacturing Electrical, General Motors
Jonathan Miller, Automation and OpEx Manager, Saint-Gobain Life Sciences
Facilitator: Penelope Brown, Senior Content Director, Manufacturing Leadership Council

What’s on the minds of the next generation as they develop into tomorrow’s leaders? This panel discussion examines the hopes, aspirations, and visions for the future from some of 2024’s top finalists for the Manufacturing Leadership Awards Next-Generation Leadership award.
Case Study: Hardwiring Innovation Processes from Tech Into a 155-year-old Company
Craig Slavtcheff, Executive Vice President and Chief R&D and Innovation Officer, Campbell Soup Company

The pace and scope of innovation demanded in food by consumers continues to be high, driven by a range of macrotrends including food exploration and nostalgia, ag-tech, and sustainability. To keep pace, food companies have to innovate on how they innovate, focused on the three drivers of “speed to insight,” “speed to design,” and “speed to execution”. Campbell has looked to the world of tech, including machine learning and AI, as inspiration to transform its innovation processes, building on its 150+ year old history of inventing delicious, nutrition, safe, and affordable foods.
Case Study: Making the World a Better Home through M4.0
Regan Gallo, Director of Operations, Coated Abrasives NA, Saint-Gobain North America

With more than 145 manufacturing locations across North America alone and several acquisitions in the past few years, Saint-Gobain faces steep challenges when it comes to deploying a unified digital strategy across the organization. With takeaways applicable to manufacturing companies of any size, learn where the company has found success, where it needed to make pivots, and the progress it has made as it works to meet its mission – making the world a better home.
About the author:
Jeff Puma is Content Director for the Manufacturing Leadership Council
The Best of 2025 Decision Compass Calls

MLC’s special interest Decision Compass calls deliver real insights from manufacturing leaders
The MLC’s Decision Compass meetings continue to offer members a space to cut through the noise surrounding digital transformation and Manufacturing 4.0. These special interest group sessions delivered practical, unfiltered guidance on the issues shaping modern manufacturing. From data governance and autonomous operations to supply chain evolution and circularity, Decision Compass calls are a trusted forum for leaders seeking clarity, community and actionable next steps.
This best-of selection highlights four standout conversations from 2025. Explore how companies are building data-literate workforces, deploying smarter automation, leveraging emerging technologies to strengthen supply networks, and advancing circular business models that deliver both sustainability and competitive advantage. Whether you’re refining your strategy or looking for inspiration from leaders navigating similar challenges, these sessions capture the insights that matter most to today’s manufacturing decision-makers.
Note: These recordings are archived in the MLC content library, an exclusive benefit for MLC members. Members can log in to view the recordings. Nonmembers will be asked to complete an information form to gain access.
DC Group: Data Mastery, Governance and Analytics
Data Literacy in Manufacturing
Topic leaders: Curt Winegar, Senior Data Analytics Strategist, Pella Corp.
Ada Safak, Advanced Analytics Analyst, Worthington Enterprises
In this panel moderated by the MLC’s Steven Moskowitz, Ph.D., our guests discuss what data literacy is, why it is such an important part of an overall data program, what works, and what can be improved in current deployments.
DC Group: Automation and Operational Excellence
Autonomous Optimization in Manufacturing
Topic leader: Maurice O’ Brien, Director, Industrial Automation Motion and Power Control, Analog Devices
Automation is becoming smarter, more connected, and capable of making more decisions autonomously. New architectures and technologies like decentralized control, sensor fusion, and edge AI enable machines to work more efficiently and create valuable OEE data sets for continuous process improvements. Join us to discover how Analog Devices technologies are enabling the next step towards smarter, more autonomous factories.
DC Group: Resilient Supply Networks
The Role of Emerging Technologies in Supply Chain Evolution
Topic leaders: Jonathan Whitaker, Managing Director of Supply Chain Consulting, NTT DATA and Steve Sarbey, Director Supply Chain Consulting, NTT DATA
To navigate the transformation that emerging technologies are bringing to supply chain management, organizations should begin with proven use cases. To successfully build a roadmap for technology integration, it is essential to identify key pain points, select appropriate technologies, and ensure continuous alignment with strategic objectives.
DC Group: Sustainability and the Circular Economy
Breaking Linear Models: Saint-Gobain Circular Economy Solutions
Topic leader: Anirban Ghosh, Senior Manager of Circular Economy Business Development and Strategy, Saint-Gobain

In this case study, learn how Saint-Gobain Circular Economy Solutions is working to identify new circularity growth areas, incubate new waste-to-value business models, and support and develop their circularity roadmaps, specific projects, reporting and foundational competencies
About the author:
Jeff Puma is Content Director for the Manufacturing Leadership Council
Exploring Digital and Physical Convergence at Eclipse Automation

From immersive tech demos to shop-floor innovation, MLC members got an exclusive look at how Eclipse Automation is turning digital transformation into real-world results.
Eclipse Automation opened the doors to its Cambridge, ON facility for MLC members and guests, showcasing the latest innovations in factory automation, digital twins and the omniverse.
The event included a tour of the 200,000 square foot facility, presentations, a panel discussion and opportunities for manufacturers leaders to network and discuss digital and physical convergence and the factory of the future.
Eclipse delivers advanced systems that help manufacturers accelerate production, improve quality and strengthen resilience across industries—from life sciences and transportation to consumer products and electronics. The company’s Cambridge facility serves as both a hub of engineering innovation and a showcase for its latest advancements in smart automation.
Innovation in Action at Eclipse

The day began with a welcome from Cambridge Mayor Jan Liggett and an opening keynote by the MLC’s Steven Moskowitz, Ph.D., setting the stage for a day dedicated to digital and physical convergence. Eclipse Automation’s newly appointed president, Michael Fisher, delivered a corporate overview “assembling physical and digital momentum.” Attendees were then immersed in a hands-on Omniverse demonstration, offering a glimpse into the collaborative power of augmented and virtual reality. Using an Apple Vision Pro attached to a projector, participants saw how digital twins and real-time modeling can streamline design decisions and accelerate project timelines.
Inside iPort
The highlight of the morning was the guided tour of Eclipse’s iPort facility, where attendees visited three immersive stops.
- At the Gaussian Splatting Galleria, guests stepped into a virtual workspace that erased physical barriers, revealing new ways to collaborate and problem-solve in real time.
- The Factory Automation Galleria offered a behind-the-scenes look at Eclipse’s innovation process—where ideas move rapidly from concept to prototype to production and projects are derisked.
- Finally, at the Eclipse Experience in Motion stop, visitors walked the active shop floor to observe how Eclipse’s multidisciplinary teams bring complex systems to life.
The tour concluded with a stop at the Technology Galleria, where technology partners demonstrated the tools and platforms shaping where factory automation is going.
Where Digital Meets Physical
In the afternoon, attendees participated in thought leadership presentations and discussions. Breakout sessions covering Smart Manufacturing Playbooks and Generative AI at the Edge were followed by a panel discussion where tour participants were able to ask questions about digital transformation, automation and workforce innovation to a panel of experts.
The tour offered a rare glimpse of the technologies and strategies that are redefining the future of the factory.
Photos and video by Ryan Dentinger, Eclipse Automation
Digital Manufacturing in Action at GM’s Cadillac Plant in Tennessee

Robotics, AI and people work together to shape the future.
Henry M. Leland, who founded Cadillac in 1902, believed in creating superior products. Cadillac’s early slogan, “The Standard of the World”, reflected his philosophy of establishing a mark of excellence in the automotive industry.
Over the years, Cadillac delivered on that philosophy with innovations that included the pioneering development of interchangeable parts, the first fully enclosed automobile cabin and first electric starter, the first mass produced V8 engine, fuel injection, and many other accomplishments.
The famous Cadillac Crest symbolized Leland’s philosophy. Featuring mythical birds called merlettes, which are derived from the family crest of Antoine de la Mothe Cadillac, the founder of Detroit whom Leland named his automobile after, the crest symbolized a constant striving for excellence. The crest has undergone more than 30 redesigns and even though the merlettes are no longer used in the logo—they do appear as an “Easter Egg” on the LYRIQ’s dashboard—the message of excellence remains.
Today, Cadillac, which General Motors acquired in 1909, remains the premier brand of its $187 billion parent, and is leading GM’s charge in the electric vehicle market. In early September, nearly 100 members of the Manufacturing Leadership Council toured GM’s 11 million-square-foot, 4,000-employee Spring Hill, TN, Cadillac factory to see how Cadillac’s electric LYRIQ and VISTIQ and internal combustion engine-based XT5 and XT6 vehicles are manufactured. The factory will begin building the Chevy Blazer in 2027.
On the Factory Floor
 What MLC members saw was a highly automated and digitalized factory that uses robotics and artificial intelligence to improve safety, quality, and efficiency on the manufacturing floor.
What MLC members saw was a highly automated and digitalized factory that uses robotics and artificial intelligence to improve safety, quality, and efficiency on the manufacturing floor.
As one example, GM has a joint venture with LG Energy Solutions to make Ultium cell batteries in Spring Hill.
The batteries are inspected in error proofing stations using cameras and laser stations that check connections. AI is used to detect problems. Together with GM’s Avantguard system, which tracks work sequences and steps, these stations have resulted in a significant drop in warranty issues for customers.
In the assembly operation, MLC members witnessed a GM first—a robot installing a seat in a car on a moving conveyor without human involvement. The operation relies on a vision system and Light Detection and Ranging (LiDAR), a remote sensing method that uses pulses of laser light to measure distances and create 3D models, to align the seat and place it in the precise location while also maneuvering through the door holes.
MLC members also saw how GM mixes vehicle types on the same production line. All five vehicle types produced in the factory, including both EV and internal combustion engine vehicles, are assembled on the same line. Automated mobile robots deliver the proper chassis to each vehicle body as the unfinished cars move down the line. With five different models moving down the line at the same time, the company has paired automation and AI with a surprisingly simple way for workers to identify each vehicle model. A color-coded temporary overlay on the vehicle’s fender signals which vehicle they’ll be working on next.
Beyond the Factory Floor
Breakout session topics included supply chain management and manufacturing optimization. In the supply chain session, tour participants learned that the company’s focus is on simplifying and streamlining supply chain operations so that it can achieve more flexible operations. To improve efficiency, their guiding principle is to fit one more part in every box and move that box one less foot.
In the optimization session, GM shared that the company’s automation rationale is based on three factors: safety, continuous quality improvement, and efficiency.
According to GM, the best manufacturers know how to get the most out of their technology, equipment, and people—noting that each brings something valuable to the table. The key now is to select the projects that deliver the most ROI while staying true to Cadillac founder Henry Leland’s quest to be the standard of the world.
Photos by David Bohrer/National Assoc. of Manufacturers