Dialogue: Digital Culture Begins with Executive Intent

CESMII’s John Dyck shares why manufacturers must align culture, improve data quality and bridge IT and OT with clear intentionality.
Penelope Brown, MLC: Hello, everyone, and welcome to this month’s Executive Dialogue. Joining us today is John Dyck, the CEO of CESMII—the Smart Manufacturing Institute, and also a member of MLC’s Board of Governors.
You may have seen John on stage at an MLC event, or at any other number of industry events, sharing his insights around how manufacturers can best leverage their operational data. And that’s what we’re going to talk about a little bit more today.
John, thanks for joining us.
John Dyck, CESMII—the Smart Manufacturing Institute: It’s a pleasure to be here. Thanks for having me.
PB: So let’s get into this a little bit. MLC research shows that most manufacturers have comprehensive policies for data security and privacy, but far fewer of those companies have one for data quality. Do you believe it’s important for manufacturers to have a policy in place that covers data quality specifically?
JD: I think this is a really important question, and one that deserves a thoughtful response. The hallmark of OT, and sort of the progenitors of OT data or manufacturing operations data has been one of innovation, but it’s also been one of doing what it takes to get the job done, and that often comes without a lot of structure, without a lot of rigor, and without a lot of oversight or policy.
And so, with that said, as we become more data driven, as we look to the value creation held out as an Industry 4.0 digital transformation characteristic, I think, or I believe firmly, rather, that the answer is yes.

“If you want to drive value creation through digital transformation, it’s going to take a culture where leaders at every level are moving away from making assumptions about their operations.”
Among other reasons, this would drive focus and would shine the spotlight on the competencies and the tools and the workflows that are required to support and fulfill those policies.
And it would also highlight the gaps between current practices and the desire to better enable a data-driven and strategic decision support or decision making. This is how we pave the way to address them and actually reach the value creation that I think we’re all aiming for through digital transformation.
PB: Getting into that—where manufacturers are seeking to be more data-driven and really incentivizing that—there could be a lot of things in place that may or may not encourage that. But do you believe it’s important, then, for executives at manufacturing companies to have that operational data collection piece or KPIs become sort of a business imperative or something that’s maybe tied to their performance evaluation?
JD: So I think it’s unquestionably about this being a business imperative. A data-driven culture doesn’t happen by accident, and it won’t happen without top-down intentionality and the support to actually enable it to happen.
If you want to drive value creation through digital transformation, it’s going to take a culture where leaders at every level, actually from the frontline worker to the very top of the organization are moving away from making assumptions about their operations, about their constraints, about their quality, about their performance, about maintenance, and moving towards a data-driven culture. We’ve talked about that forever, but we’ve truly been constrained by the lack of an approach—a structured approach—to creating policies and expectations for repeatable and trusted data. Because without that trust, you’re not going to get people actually believing in and then using the data to make important decisions.
So this is absolutely about a cultural transformation. This is about leadership at every level asking for, requiring and then building the capabilities to make that happen.

“You’ve got to build the DNA—the muscle memory—into the processes that enables a digital, data-driven culture.”
PB: Yeah, it’s been interesting. I was doing some reading on, historically, how manufacturers have been looking at data or talking about data for about the last 20 or 25 years. Around the early 2000s, it was sort of this talk about, “Well, you know, businesses are losing a ton of money on their data.” There really was so much that was unknown at that time. And then fast-forward about 10 years talking about big data. And now it’s basically, how do you have data in place to take advantage of AI and some of these really new exciting technologies.
But a lot of manufacturers are hitting a roadblock on that journey because of their issues with their data quality and consistency, and, as you say, being able to be repeatable and trustworthy. So how can manufacturers create a roadmap or a good strategic plan for improving and guaranteeing their data quality?
JD: Yeah. So, again, this requires strategic intent. And this requires a journey. And this requires a clear understanding of where you are today.
I think one of the really interesting things that we found here at CESMII, the Smart Manufacturing Institute, is that—while virtually every business has a business strategy and mission—what they don’t have is a manufacturing strategy and a digital transformation strategy that aligns manufacturing operations with that intent or with that strategic mission or vision.
So from our perspective, we’ve identified that as a major gap and have tried to build the competencies, the tools, the assessments, the maturity models and the ecosystem—the actual people that can bring this about for manufacturers, small and medium and large. And so I think this is something that needs to be spotlighted. This is something that, again, back to our previous conversations, will only happen with the right combination of understanding at the grassroots level and the intent to drive a cultural transformation as well as the top-down leadership that’s going to push and support and provide both the insistence on data-driven behaviors and business processes and then provide the support to make sure that happens.
PB: There’s a ton of conversation around “so much data,” right? It’s so ever-present within a manufacturing ecosystem, and there’s so many things that could be collected and analyzed. How can manufacturers really be sure they’re on the right track and become confident that they’re really collecting the right data that’s going to have impact?

“Once you trust the data, you’re going to highlight or really underscore the gap between what you assume to be true and what really is true.”
JD: It’s a great question. And I think there’s a really simple answer.
There’s a highly effective way to get there. You identify a specific business process that will impact the business in a meaningful way and run sort of the current manual process—the manual workflows—in parallel with a new digital decision support process, a digitally enabled system and process. And you’ll highlight very quickly whether or not you’ve got the right data, whether it’s contextualized the proper way, and whether over time it’s trustworthy.
And you’ll highlight too, immediately, the distinction between what the assumptions are in today’s more manual culture or manual, data-driven, gut-feel instinctually driven decision making. And this new data-driven process.
Once you trust the data, you’re going to highlight or really underscore the gap between what you assume to be true and what really is true.
So this question about what must be true, and then driving the business processes to actually deliver that is a proven way to make that happen.
And, by the way, it’ll take a while, there’s going to be hiccups and struggles along the way. But that’s how you develop the rigor. That’s how you develop the competencies, the tools. You can’t give up quickly and just say, “That didn’t work. We didn’t have the right data. It worked for this shift, but it didn’t work for the previous shift.”
You’ve got to build the DNA—the muscle memory—into the processes that enables a digital, data-driven culture, and over time with the right stick-to-itiveness and with the right leadership support to understand the gaps and have patience with the process along the journey, you’ll get there.
PB: So just one more question. Talking about more of the team and people side of things, CESMII has been doing a little bit of content and work—and probably a lot of content and work—around this specifically.
But you know, a lot of manufacturers are still asking the questions of how they can bring together their IT and OT teams. You know two teams that historically have had some very different objectives and speak different languages. What are some ways that manufacturers can successfully bring together those teams, especially with a focus on building that strong data foundation?
JD: Your opening comment brought to mind an interesting discussion we had 20 years ago. I was the chairman of the board at Mesa International. We had an annual event, and we debated the theme of the event in 2005 as potentially being about OT/IT convergence. And at the time we decided not to, because we’d been harping on that for the previous two or three years, and we figured that by 2005 this was kind of passe.
But here we are, 2025, and fundamentally in the same spot, and I think it’s really important to understand the sort of root cause or the underlying systemic reasons for that.

“People are coin operated. People will do what they’re paid to do. And our current challenges that clearly exist between OT and IT are a function of those basic human natures.”
And it’s not surprising. But it kind of comes down to both organizational structure and incentive.
People are fundamentally going to do what they’re paid to do and what their leadership expects from them.
And in most cases still today, OT and IT each report to executives that come together at the CXO level. And they’re almost always incentivized in ways that drive them apart.
And until you realize that and understand that it’s more than just kind of taking a few folks from OT and from IT, and putting them together in an org chart, you really need a strategic look at your organizational structure, how that group is incentivized, and where the accountability for their success sits within an org chart.
It sounds trite, but it’s absolutely true. People are coin operated. People will do what they’re paid to do. And our current struggles, among other reasons, I think, first and foremost, our current challenges that clearly exist between OT and IT are a function of those basic human natures.
As you pointed out, those are a lot of the things that we’ve been working on within our membership and with our partners here to work on and drive focus to those important organizational structures, instead of incentivizing models and compensation models.
And then again, you need the leadership support that insists on solving this once and for all. There have been many attempts over the past few years to make this happen. Let’s learn from those and make sure the organizational expectation is for these two domains to be converged and work together to accomplish the organization’s desired outcomes.
PB: Maybe by the year 2045 we will have solved this.
Well, John, thank you so much for your time and your insights today. I really appreciated getting to talk to you a bit.
JD: My pleasure. Thanks for inviting me. M
Portions of this interview have been edited for clarity and length.
About the Interviewer:

Penelope Brown is Senior Content Director for the NAM’s Manufacturing Leadership Council
The Business Case for Circularity

Product design, processes and partnerships optimize circularity to close the supply chain and manufacturing loop.
![]()
TAKEAWAYS:
● Consumers are demanding more circularity, so leading manufacturers are using circular models to reduce risk, unlock new revenue and build more resilient supply chains.
● Circular product design and digital twins are helping manufacturing optimize every lifecycle phase, from sourcing to end-of-life recovery.
● Collaboration across ecosystems is essential to scale circular operations and shared innovation.
What is a “Circular Economy” and why is it important now?
For more than 15 years, the Ellen McArthur Foundation has been working globally with businesses, academia, policymakers and institutions to accelerate the shift away from the traditional linear economy. As a global leader in this space, their definition of the core principles behind a circular economy are solid:
- Eliminate waste and pollution
- Circulate products and materials (at their highest value)
- Regenerate nature
All three are important, with the first two probably resonating the most with supply chain and manufacturing stakeholders. However, consumers are putting more pressure on organizations to focus equally on all three. This is part of why the circular economy today is an increasingly important topic; regardless of changing policy and regulation, the general global sentiment continues to drive buying behavior to brands and products that are focused on environmental stewardship.
Of course, pure operational issues are just as important, and that is what most of this article will focus on. Natural resources are being depleted at unsustainable rates, and governmental regulation (such as the EU’s Circular Economy Action Plan) are mandates that cannot be ignored. The circular economy has become a strategic imperative to compel manufacturers to rethink product design, operational models and value chain collaboration to maximize material value, reduce waste and regenerate natural systems.
Business case
Happily, implementing these core principles can unlock both economic advantage and sustainability leadership in increasingly resource-constrained (and competitive) markets.
Our previous linear model of “make-take-use-waste” was simple and efficient to follow, allowing for rapid industrialization and introduction of new products at low cost—a compelling list of benefits for manufacturers. However, while there are some additional costs in upfront investment in circular methods, many of the same benefits can still be realized while also achieving new sustainability and resiliency goals. For example:
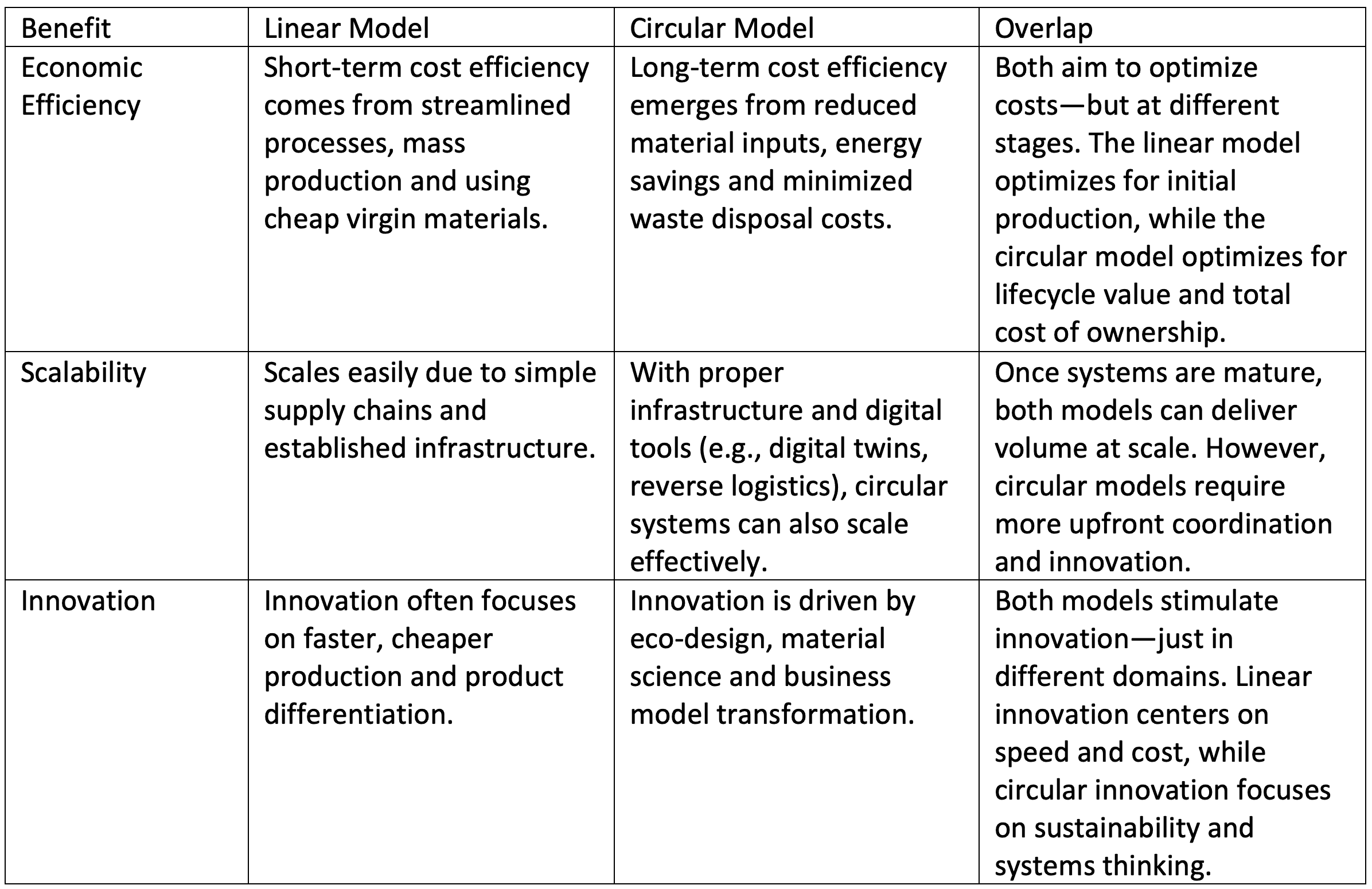
Although the results are similar, the drivers and (more importantly) the sustainability of the benefits are quite different. The linear model tends to focus on short-term benefit and is completely consumption-driven, compared to the longer-term benefit of the circular model, which is regenerative and systems-oriented.
In the last decade, there are many examples of companies, in all sorts of industries, developing new business models based upon this, such as HP’s closed-loop ink cartridge recycling, Caterpillar’s “Cat Reman” parts refurbishment, and Philips’ “lighting as a service” program.
Even disregarding mandates for change, the circular economy protects profitability and continuity by reducing dependency on volatile raw materials and turning waste into value. In short, it is not just good for the planet, it is a smart and resilient way to do business.
Key levers of change
There are many areas where manufacturers can start to transform operations from linear to circular. Each has pros and cons relative to the investment and outcomes, and many require collaboration across organizational departments and executive level commitment to change. However, they all represent areas where companies are already taking steps in leading the way to more sustainable operations.
1. Circular Product & Process Design
For most industries, this is the most important step to focus on. The vast majority of a product’s lifetime environmental footprint is “locked-in” during the design phase, long before the start of manufacturing.
Leading companies are focusing design efforts on durability and modularity during the “in-use” life of the product, and then disassembly and material separation at end-of-life. This has the potential to increase the cost and time attributed to design and engineering and might also increase manufacturing costs due to retooling. But there are also potential upsides for “long-tail” revenue related to spares or upgrade kits and, of course, the increasing brand equity with savvy consumers.
2. Responsible Material Sourcing & Substitution
The automotive Industry is a good example of historically straightforward supply chains becoming increasingly complex and dependent on rare-earth materials now that cars are becoming more electrified and electronic. Regulation on “responsible supply” is forcing manufacturers to put more focus on traceability of source and virgin raw materials.
Using supplier scorecards, manufacturers can see the impact of their sourcing decisions by the weighting of recycled content, renewable energy used in supply, and ethical and social responsibility of suppliers. Additionally, using AI to optimize supply based upon these criteria, manufacturers can lower exposure to supply volatility while also achieving higher gains in sustainability.
3. Zero-Waste, Resource-Efficient Operations
In metals and other heavy-industry segments, energy and materials represent a majority of the manufacturing costs of finished goods. Every kilogram of scrap is lost margin and an unnecessary increased environmental footprint.
Innovation in lean and digital manufacturing, and the use of next-generation manufacturing operation management systems, can have a dramatic impact on production quality and efficiency. Also, optimal scheduling of energy-intensive processes (heat treatment, ovens, etc.) can increase OEE while still maintaining customer service levels. These methods will likely require new investment in process controls and technology but deliver immediate cost reduction and sustainability benefits when in place.
4. Remanufacturing & Refurbishment Loops
There is still heavy debate about exactly how “green” EVs are. It should be noted, however, that this is a good industry to highlight the potential of remanufacturing. Tesla had a vision of old cars driving into one side of a factory and being refurbished into new cars driving out the other. While not quite a reality, most of the materials inside battery cells are recycled and repurposed, and restoring other types of industrial equipment can preserve up to 85% of the embedded material and energy, while also reducing new manufacturing costs and enabling potentially high-margin aftermarket business.
By implementing reverse flows of core material, building dedicated tear-down lines and requalification processes, manufacturers could see up to 65% cost savings in material. Additionally, while recycled inventory might be more uncertain, the benefit of near-zero lead times for supply could be substantial.
5. Reverse Logistics & Take-Back Infrastructure
The circular economy requires a circular logistics flow, and manufacturers need reliable ways to retrieve the products and materials at their end-of-life stage. For consumer products, there is the opportunity to provide drop-off kiosks or stage repair hubs at strategic locations. Alternatively, partnerships with existing carriers and 3PLs might provide easy ways for the return of salvageable items. It is also possible for manufacturers that own distribution to find ways to fill truck space without adding new logistics capacity.
Even with “coincidental” logistics capacity, there will be an increase in collection and handling costs, but also an opportunity to provide additional material feeds and stock via remanufacturing and refurbishment lines. This is also another highly visible area of operations that helps boost brand loyalty with consumers.
There are other, more transformational areas, such as new business models (product-as-a-service and sharing models) where manufacturers retain ownership of their assets. These methods are self-reinforcing because the profit incentive shifts from selling more units to maximizing asset life and recovery. This therefore drives further investment in better product and process design.
The other thing to consider is the dependency and symbiotic value of these areas. For example, better product design greatly improves the efficiency of remanufacturing. Similarly, better manufacturing operations can help with history and traceability of component materials for end-of-life reuse and refurbishment. Manufacturers should look at these as a total playbook that works together instead of as isolated initiatives.
Digital twins
Technology advances have greatly aided the circular economy’s scope and reality. In particular, the digital twin has become pivotal in developing digital models of products, production systems and supply chains.
The circular economy (like any new process) takes time and experimentation by manufacturers to turn ideas into reality. Digital twins have become the virtual universe where manufacturers can rapidly explore the art of the possible for new circular design, manufacturing and supply chain models.
Referring back to the previous example of circular product design, the digital twin of the product provides engineers unlimited ability to design products not only in the context of efficient manufacturing but also for efficient supply, re-manufacturing and disassembly. Manufacturers can compare dozens of different designs, integrated with the impact on sustainability, supply and production facilities, in hours instead of months. No previous generation of CAD/CAE has been able to orchestrate the processes that exist across the entire product lifecycle.
Because the digital twin represents the product and materials in precise detail, it is possible to experiment with modular design architecture and simulate how easily components can be removed and replaced. It is also possible to experiment with different materials that are recycled, using simulation to determine if the product strength and specs can still be achieved without using virgin-materials. Many manufacturers are already using digital twins for the “virtual build” process to validate manufacturability, so why not use the same process for “virtual disassembly” to ensure the material value can be reclaimed effectively at end-of-life?
The other significant capability of the digital twin is that it digitally documents the lifecycle of the product, using real-world data to help support circular methods and processes:
- Bill of Materials: to enable accurate sorting, recycling and reverse logistics
- Material Metadata: to highlight hazardous content, carbon footprint and compliance data
- Design Intent: to support virtual disassembly and remanufacturing
- Work Instructions: for both assembly and disassembly efficiency and safety
- In-Service Data: guides refurbishment and resale valuation
- Serial-Level Data: to support warranty management, digital passports and second-life usage
Besides the digital twin of the product, the digital twin of the production systems also contributes to the circular economy—especially in the area of waste and energy.
To evaluate new manufacturing methods that might be needed for different product designs or for recovery and disassembly, manufacturers can precisely simulate machinery, lines or entire facilities using precision virtual models to mitigate the risks involved in change. The level of detail in these models can include potential energy requirements, predictive maintenance that could reduce scrap and rework, and manufacturing process simulation to optimize the build and remanufacturing processes.
Without digital twins, true circular optimization across the entire product lifecycle would be impossible. The twin turns circular design from “best guess” to data-driven decision-making.
Making the circle bigger
Most of the previous examples are written in the context of what a manufacturer, alone, could consider or implement in its own business, but as manufacturers start to develop their own strategies, it is possible to see how new ecosystems could be formed, and provide benefits in different areas.
Shared Investment
Part of the circular ecosystems’ benefit is that some of the investment can be shared. Processes like reverse logistics can be particularly costly, and developing partnerships with shared infrastructure reduces per-unit costs and emissions and also improves route optimization and asset utilization.
For common materials, the cost of recycling processes can also be shared by manufacturers to reduce the need for individual capital investment.
Shared Resiliency
Circular networks are inherently less dependent on linear flows that are vulnerable to disruption (especially in global supply chains). Having nearby material flows enables manufacturers to operate more locally and develop better agility against change. That is also true for local disruption—for example, collaborative reverse logistics ensure material flow even if one node of the network is disrupted.
Generally, keeping materials “in-network” reduces the reliance on volatile global markets and enhances self-sufficiency. By collaborating and pooling within the network, all members benefit from a more resilient supply chain.
Shared Innovation
Remember the saying: “One person’s trash is another person’s treasure”? Cross-industry material flows are already a key part of the circular economy with many examples:
- Sugar cane waste -> bio-polyethylene for soda bottles
- Spent brewery grain -> livestock feed and skincare additives
- Recycled textiles -> natural fibers in car interiors
But shared innovation goes beyond making use of the known, it enables manufacturers to partner with different types of external businesses to collaborate on the design of products specifically developed for new circular economies. Shared innovation also leverages shared platforms that manage remanufacturing and resale and can share data tracking to help with regulatory compliance across industries.
Together, organizations can truly help to shape new business models and set standards on material tracking, digital passports and other innovation that helps everyone in the industry, while also promoting a company and its brand as a global leader.
Conclusion
There is a lot that manufacturers can do. Unlike innovation in digital manufacturing, where ROI has been documented and proven for a decade, circular economy initiatives can be more uncertain. The ROI can be a little “softer,” and moving from traditional linear models means tough changes in culture, process, systems, manufacturing and supply chains.
Manufacturers are not yet forced to move from the linear model, but the growing call for sustainable industrial operations is making it compelling for many, with increasing regulation and sentiment making it an urgent priority for some.
For those that are innovating, the benefits can be significant. Industry examples are helping to make the ROI more tangible and credible, and more companies innovating means more opportunities for collaborative ecosystems of circular economies.
As a key enabler, digital twin technology provides the tools for manufacturers to simulate and optimize every scenario and opportunity in the circular model. Many manufacturers embarking on the journey are facing new decisions and trade-offs between traditional operational metrics and sustainability metrics that they have likely not tracked before. The digital twin is the universe where unlimited questions can be asked and precise, rapid answers are given.
Finally, it is important to remove one’s business hat for a moment and focus purely on the third core principle of “regenerating nature.” After all, this is where the circular economy originated. It is much easier to be wasteful and consumptive, but there should be concern about the future generations that will inherit the results of decisions that are made today. The natural world faces increasing strain on land, air and oceans. Circular practices not only reduce harm, they aim to do more good. By regenerating soils, protecting biodiversity and enabling companies to operate in harmony with natural systems, conditions are created where business, humanity and the planet can all thrive.
To hear more on creating new value chains and optimizing material flows, listen to a brief “ask the expert” video from Dassault Systèmes, or even experience an interactive workflow that shows how optimized supply planning can enable sustainable operations. M
About the author:

Adrian Wood is strategic business development and marketing director for Dassault Systèmes.
Digital Tools for Manufacturing Resilience

Investments in technology can help manufacturers navigate economic uncertainty and geopolitical challenges
![]()
TAKEAWAYS:
● Despite economic uncertainty, tech spending is rising. Some U.S. manufacturers are increasing their investment in cloud, GenAI, 5G and other technologies to drive ROI and resilience.
● Digital tools are helping to build resilience. Supply chain planning software and simulation technologies are helping manufacturers optimize processes and adapt faster.
● Workforce strategies are increasingly going digital. New tools support digital talent management and targeted upskilling.
Some U.S. manufacturers have continued investing in digital technologies over the last several years despite economic uncertainty, rising costs and a challenging business climate. For instance, technology investments made by manufacturing companies accounted for 30% of their operating budget in 2024, compared with 23% in 2023, with cloud, GenAI and 5G being the top three technologies with the greatest ROI.
Furthermore, some manufacturers are increasingly turning to digital tools to help enhance resilience, improve supply chain visibility and address workforce needs, which could be particularly important in the current dynamic environment. According to Deloitte’s 2025 Manufacturing Industry Outlook, manufacturers anticipate a complex business climate for the remainder of 2025 due to high costs, potential policy changes following global elections and the potential for ongoing geopolitical uncertainty. Raw material costs are expected to rise further, and policy shifts related to trade, tariffs and adjustments to legislation could impact supply chains and investments. Digital technologies have emerged as tools to help navigate these complexities, including in these three areas:
- Supply chain planning and visibility
- Simulation
- Workforce management
Supply Chain Planning and Visibility
Manufacturers are expected to face continued supply chain risks, disruptions, potential delays and elevated costs due to several contributing factors. Ongoing labor shortages from production to transportation to warehousing could contribute to delays and higher costs throughout the value chain. Rising input costs and potential trade policy changes further complicate supply chain management. In recent years, these and other factors have led some organizations to shift their supply chain strategy from cost minimization to balancing cost optimization with resilience. To help achieve this, several manufacturers have reconfigured their supply chains by reshoring portions of their production, nearshoring and growing trade with countries offering cost advantages.
Focused investment in digital tools that enable advanced supply chain planning techniques, better collaboration with suppliers, simulation and enhanced visibility may provide an additional boost. In a recent study, 78% of manufacturers surveyed indicated that they have implemented or are planning to invest in supply chain planning software.
Partnering closely with suppliers, which digital tools can help support, may also be important to increase domestic capacity and improve resilience. Not only can it facilitate knowledge transfer and enhanced visibility, but it could be particularly important in cases where suppliers need to make investments in new technology, equipment, workers or even expand their facility. In a similar vein, industry leaders are expected to evolve their digital applications for supply chain visibility to resolve issues ranging from parts and labor shortages to concerns with quality and reliability of parts.
Simulation
The use of simulation in the manufacturing industry could also continue to grow, especially given the potential for business disruptions, the need to control costs, and the continued proliferation of AI tools. Simulation technologies such as causal AI can support production line simulation, process simulation and business scenario simulation, which appear to be increasingly important for optimizing workflows, reducing bottlenecks and enhancing decision-making.
For instance, business scenario simulation allows manufacturers to use an enterprise model to simulate challenges—such as employee absences, raw materials that arrive with quality issues and supply chain disruptions—and identify potential actions to optimize the response. The AI/ML and digital revolution can also help to revamp sustainment and aftermarket practices, with an emphasis on enhancing both operational efficiency and customer experience.
Upskilling and Retaining the Workforce Necessary to Support Reshoring
The makeup of the U.S. manufacturing industry, with its increasing focus on advanced manufacturing and push toward smart operations, requires technical expertise and advanced training. A 2024 study conducted by Deloitte and The Manufacturing Institute found that roles that require higher-level skills could grow the fastest between 2022 and 2032, and that a combination of technical manufacturing, digital and soft skills will likely be required. The study also underlines the role of digital tools to help meet workers’ changing expectations, reduce turnover and plan for demand volatility.
Companies seem to be increasingly focusing on leveraging digital tools that offer advanced talent planning and workforce management capabilities. These tools can also support manufacturers taking a skills-based approach, which may be increasingly important for broadening the talent pool. AI-based management of employee skills and deployment is emerging as a core capability, utilizing skills matrices and demand forecasting to optimize workforce planning and identify upskilling needs. A recent study indicates that by 2030, AI-based management of employee skills and how people are deployed to meet business needs will be a core capability. If gaps are identified, companies could offer upskilling opportunities for existing employees, which can increase retention, or work within the talent ecosystem to find and develop workers with the requisite skills. Taking this approach could also enable tailored upskilling that helps prepare employees for future work, for example, working alongside advanced technology such as GenAI.
Conclusion
Manufacturers are expected to navigate a challenging and uncertain business climate in 2025 due to high costs, potential policy changes from global elections, and continued geopolitical uncertainty. Focusing on supply chain visibility, simulation and digitally enabled workforce strategies can help companies build resilience, optimize operations and work toward competitiveness for the remainder of 2025 and beyond. By strategically leveraging digital tools, manufacturers can turn challenges into opportunities and position themselves for success in a changing industrial landscape. Moreover, digital transformation, automation and smart operations can help with cost reduction and may be important to offset potential impacts of tariffs. M
About the authors

Kate Hardin is the executive director of Deloitte’s Research Center for Energy and Industrials.

John Morehouse is the research leader for industrial products manufacturing in the Deloitte Research Center for Energy & Industrials.

Kruttika Dwivedi is a manager for the Deloitte Research Center for Energy and Industrials.

Anuradha Joshi is a senior research analyst at the Deloitte Research Center for Energy & Industrials.
This article contains general information only and Deloitte is not, by means of this article, rendering accounting, business, financial, investment, legal, tax, or other professional advice or services. This article is not a substitute for such professional advice or services, nor should it be used as a basis for any decision or action that may affect your business. Before making any decision or taking any action that may affect your business, you should consult a qualified professional advisor.
Deloitte shall not be responsible for any loss sustained by any person who relies on this article.
Why Smart Manufacturers Are Betting on Sustainability

Industrial leaders are turning to digital technologies to drive profits and cut emissions.
![]()
TAKEAWAYS:
● Advanced technologies enable manufacturers to make informed, data-driven decisions that promote sustainability and energy savings.
● Sustainability in manufacturing involves reducing emissions and waste while creating business models that ensure long-term resilience.
● Manufacturers that embed sustainability into their business growth strategies will surpass their competitors.
The mandate is clear: manufacturers must become more efficient, resilient, and sustainable—all at once. This challenge collides with new opportunities as emerging technologies provide the means to transform operations, reduce waste, and gain visibility across the value chain that was not possible in the past. As a result, sustainability is becoming a priority in industrial operations and digital transformation agendas.
In a recent Kalypso survey of sustainability executives, 96 percent indicated that digital transformation is essential for meeting their environmental goals, with nearly half describing it as business-critical.
Technology as a Catalyst for Sustainability
Technologies such as artificial intelligence (AI), machine learning, and advanced analytics are enabling manufacturers to optimize resource use, increase throughput, and reduce emissions—all while enhancing operational performance.
Implementing these technologies can yield several improvements:
- Streamlined production processes
- Increased volume with less energy
- Retention of more raw materials
- Gained insights on consumption and output
These advancements not only lead to significant energy savings but also create a pathway for achieving greater sustainability through smarter, data-driven decisions.
Demystifying Net Zero
Net zero refers to the balance between the amount of greenhouse gases (GHGs) produced and the amount removed from the atmosphere (Figure 1).
Figure 1: What are Scope 1, 2, and 3 Emissions?
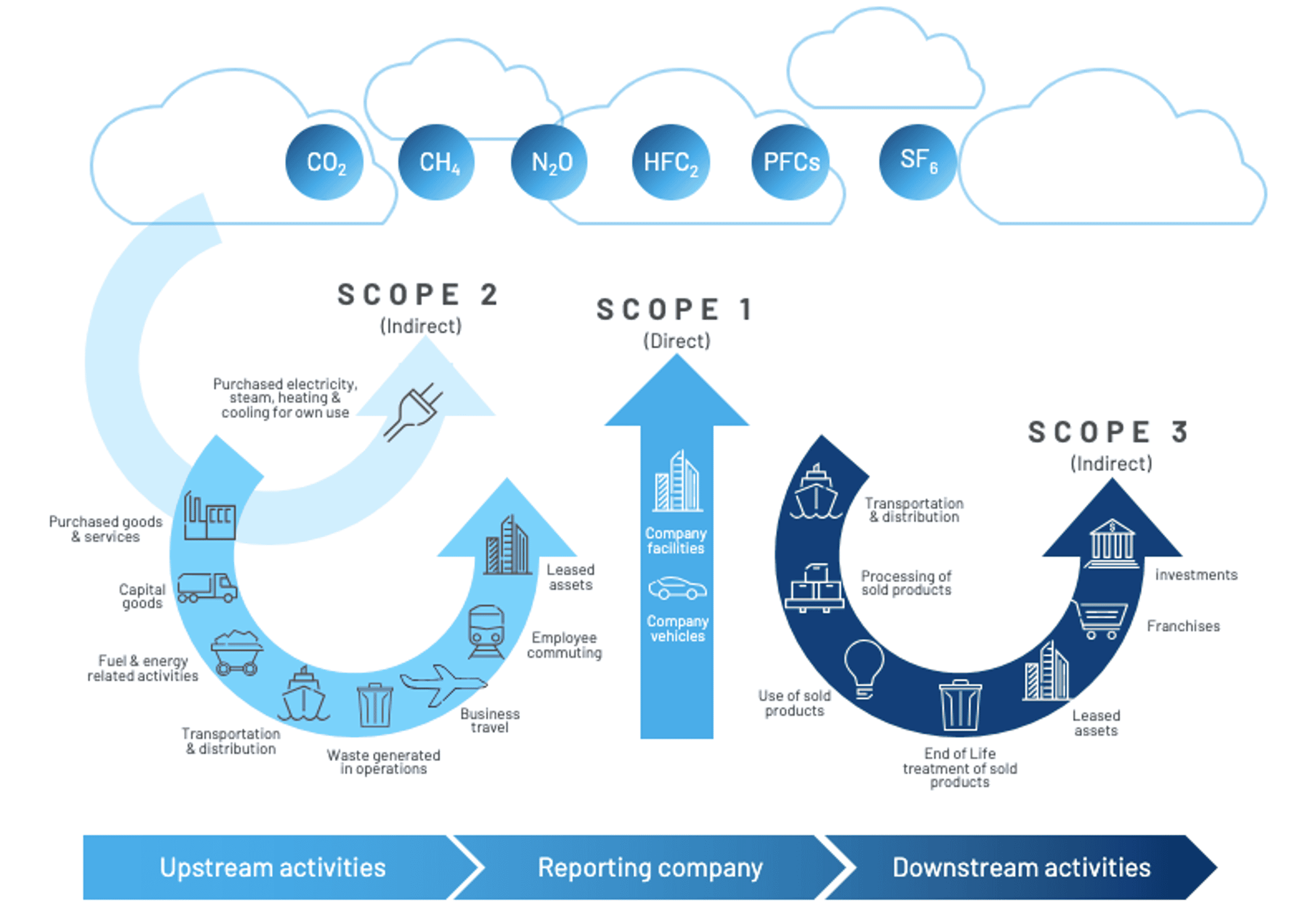
The Greenhouse Gas Protocol categorizes GHG emissions into three categories:
- Scope 1: Direct emissions from owned or controlled sources such as fuel combustion and company vehicles.
- Scope 2: Indirect emissions from the generation of purchased electricity, steam, heating, and cooling consumed by the reporting company.
- Scope 3: Indirect emissions from purchased services and materials, including raw materials, components, and consumables.
Reducing emissions across all three categories requires end-to-end traceability, real-time data, and system-wide optimization—capabilities that only advanced digital technologies can deliver at scale.
Sustainability and the Digital Thread
A powerful enabler of this transformation is the digital thread, which provides a continuous flow of data connecting every stage of the product life cycle. By embedding sustainability into this thread, manufacturers can enhance visibility, traceability, and control throughout the value chain. This integration facilitates effective decarbonization across Scopes 1, 2, and 3.
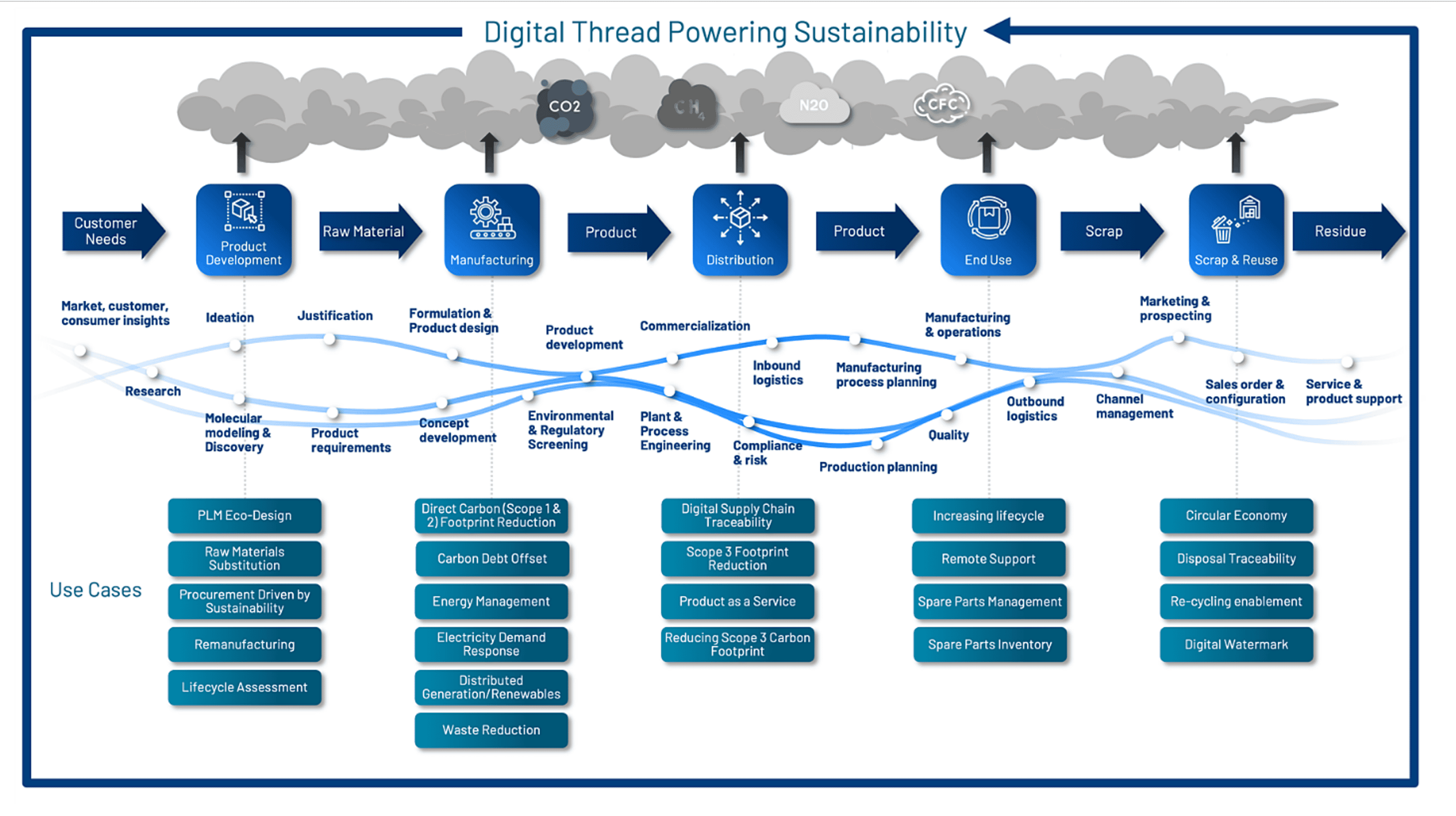
Although the concept of the digital thread is not new, the technologies that support it—such as cloud computing, edge computing, and AI—make energy savings more attainable and scalable than ever before. Several key sustainability use cases enabled by these technologies are illustrated (Figure 2).
Figure 2: Digital Thread Powering Sustainability
Case Study: Impactful Smart Facilities Management
In the quest for more efficient energy management, integrating IT and OT systems has proven to be a game changer. Smart building technologies optimize energy usage, leading to significant reductions in energy costs. Let’s examine an example from our collaboration with a major steel manufacturer to enhance its utility system and relieve pressure on its energy grid.
Previously, the company’s data collection method was tedious and manual. It involved downloading information from meters and the utility company, then correlating it with historical data and hypotheses based on past research. This backward-looking approach was not only time-consuming but also limited the company’s ability to derive actionable insights.
Recognizing the need for a more dynamic solution, we assisted the steel manufacturer in transitioning to a smart facilities management system. This new approach involved deploying a real-time energy management system that meticulously tracked the generation and consumption of water, air, gas, electricity, and steam (WAGES) across the plant. The redesigned infrastructure provided real-time insights that enabled the company to optimize energy usage, reduce costs, and ensure that production line assets operated efficiently and at full capacity.
The steel manufacturer realized several benefits:
- The real-time data allowed for immediate adjustments and optimizations, leading to a more responsive and efficient energy management process.
- It was able to identify and address inefficiencies promptly, resulting in substantial cost savings.
- The improved performance of production line assets contributed to a smoother and more reliable operations, further enhancing overall productivity.
The manufacturer attributed its improved performance to financial benefits and a positive return on investment. This case study underscores the transformative impact of smart facilities management and the critical role of IT/OT convergence in driving energy efficiency and cost savings.
Creating Sustainable Business Models and Ecosystems
The push for sustainability in manufacturing and across the value chain is not just about reducing emissions or waste; it’s also about creating business models that support long-term resilience and growth. A sustainable business model requires a holistic approach that considers environmental impact alongside economic and social factors.
Circular business models design products and operations for reuse, recycling, and remanufacturing, with the goal of keeping materials in circulation for as long as possible.
Digital technologies play a central role in this transition. AI and data analytics can pinpoint inefficiencies, predict maintenance needs, and guide product design for easier disassembly or reuse. Machine learning can help identify new opportunities for circular innovation.
Digital Transformation and Sustainability
Digital transformation and sustainability are no longer separate agendas; together, they are reshaping how industrial businesses create value. The convergence of AI, cloud computing, edge computing, and data analytics allows manufacturers to optimize production, reduce emissions, and improve margins.
Sustainability isn’t just about compliance or brand reputation; it’s about cost optimization, operational agility, and growth.
In the critical pursuit of net-zero goals, the technology integration is transforming industrial operations, improving efficiency, and reducing waste and emissions. By using tools like machine learning and data analytics, manufacturers can optimize resource use and streamline production, leading to energy savings and better material retention. Advanced digital technologies also enhance visibility throughout the supply chain, helping organizations decarbonize across Scopes 1, 2, and 3, and attain compliance with emerging regulations such as the Digital Product Passport.
The time to get started is now. Companies that address sustainability’s role in their business growth will outpace the competition. M
About the authors:

Rodrigo Alves is senior manager and lead of Kalypso’s Energy Management and Sustainability services.

Austin Locke is principal and global lead of Kalypso’s Data Science practice.
In Mexico, Schneider Electric Showcases “Lighthouse” Accomplishments
 Founded in 1836 when two brothers, Adolphe and Joseph-Eugene Schneider, took over the Le Creusot foundry in Burgundy, France, Schneider Electric today is a €38 billion energy management and automation provider with 150,000 employees doing business in more than 100 countries.
Founded in 1836 when two brothers, Adolphe and Joseph-Eugene Schneider, took over the Le Creusot foundry in Burgundy, France, Schneider Electric today is a €38 billion energy management and automation provider with 150,000 employees doing business in more than 100 countries.
The company manufactures its broad array of electrical and automation products at 200 factories around the globe, seven of which have achieved the distinction of being awarded World Economic Forum Lighthouse status. The WEF Lighthouse program measures adoption of advanced 4IR technologies, the financial and operational accomplishments, and its set of transformation enablers. There are 189 Lighthouses worldwide.
Approximately 100 Manufacturing Leadership Council members and guests toured one of Schneider Electric’s Lighthouse facilities earlier this month in Monterrey, Mexico. Known as Monterrey Plant 1, the seven-year-old, 450,000-square foot facility makes, warehouses, and distributes electrical products such as circuit breakers, panel boards, and numerous electrical distribution products.
The Monterrey factory’s digital management backbone is Schneider’s EcoStruxure platform, described by the company as an open, Internet-of-Things-based system that combines embedded connectivity, intelligence, and standard communication protocols to generate operational data, analyze that data, and make control decisions.
The EcoStruxure system has enabled the Monterrey plant to reduce downtime by 25% while achieving a 29% reduction in energy consumption. Schneider Electric says the Monterrey factory is the first factory in Mexico to achieve zero waste to landfill. The factory’s sustainability effort is part of Schneider Electric’s corporate goal to achieve Net Zero by 2050.
The tour for MLC members consisted of 10 stops on the factory floor. At each stop, Schneider Electric team members explained how they work, the systems they use, and how their particular work area fits into the factory’s overall flow. Among these stops, visitors witnessed data center resiliency, the company’s Lean Digitization System, deep learning vision for quality, IoT and machine learning for metal finishing operation uptime, and standardized MES for panel board assembly operations. Advanced MPH was also on display with the use of drone technology for warehouse cycle count and AGV utilization.
After the tour, a panel discussion with plant management, moderated by MLC, was held to allow MLC members to ask questions about what they had seen on the plant floor. Breakout sessions on brownfield plants, the Schneider supply chain, and the WEF’s Lighthouse program were also held during the day.
The MLC’s next plant tour will take place at United Scrap Metal on August 12-13, 2025 in Cicero, Illinois. Register for this tour and learn more about all of MLC’s plant tours: https://manufacturingleadershipcouncil.com/event/plant-tours.
About the Authors:
David R. Brousell is founder, vice president and executive director of the Manufacturing Leadership Council
Steven Moskowitz, Ph.D., is the senior director, event content at the Manufacturing Leadership Council.
Laying the Foundation for More Circular Manufacturing Supply Chains

Fostering collaborative partnerships, incentivizing customer engagement, and assessing global risk all play important roles in improving circularity.
![]()
TAKEAWAYS:
● Advanced technologies can provide industrial companies and their networks with more precise information to plan inventory levels effectively.
● Companies must find ways to communicate to customers that sustainability and reuse are priorities.
● Mapping out supplier networks is essential for identifying areas in the chain that may be most vulnerable to disruption.
Manufacturers seeking to develop more circular supply chains face numerous challenges—both behavioral and structural. These challenges include consumer behavior, nuances in supply chain networks, limited economic incentives, restricted sourcing options for key materials, and geopolitical shifts.
But industrial companies can take tangible steps to make progress, even if the journey toward completely circular operations is still distant (for instance, achieving zero-waste production may be a more achievable initial goal). To work toward circular supply chains, manufacturers can design products with circularity in mind, foster collaborative partnerships, establish reverse logistics infrastructure, engage and educate customers, and map out supply chains to minimize waste.
Advanced technologies—such as Internet of Things-enabled devices, additive manufacturing, advanced recycling technologies, and digital twin simulations—will play a critical role in all these efforts.
Partnerships: Key to Understanding Product Life Cycles
Mapping out the entire product life cycle is usually an effective way to assess a product’s environmental impact, from material sourcing to end-of-life, while identifying opportunities to incorporate circularity and reduce waste throughout the chain.
Partnerships are vital for diagramming these life cycles. Manufacturers can collaborate with suppliers and distributors to determine the following:
- Opportunities to use more sustainable alternative materials that enhance recycling or that are less affected by global supply chain disruptions;
- How to make designs more modular, standardized, and easier to assemble, reassemble, reuse, and repair;
- Technologies to track various parts and components throughout their supply chain journeys;
- Improvements to production and distribution processes that reduce waste and embed circularity, including mapping out reverse logistics infrastructure;
- Effective methods for collecting specific items from customers at the end of their useful life, as well as companies that can assist with remanufacturing and materials recovery;
- Implementation of more efficient recycling practices throughout the supply chain; and
- Estimating and communicating the value of circular products to customers, and tailor distribution systems, customer rebates, and warranties to encourage participation in circular practices.
In most, if not all, these areas, harnessing advanced and emerging technologies will be crucial. For example, Internet of Things-enabled devices on the factory floor and integrated into inventory tracking systems can provide manufacturers and their suppliers with visibility into key metrics, equipping all relevant parties with product traceability data.
Digital twin simulations and additive manufacturing may be particularly beneficial for manufacturers and their suppliers working together to model scenarios and potential changes needed for a more circular environment before making specific investments, such as redesigning for modular components that can be easily removed, replaced, or refurbished. Simulations can also help identify waste in production and distribution and propose solutions to optimize those areas. Modeling supply and demand can equip companies with the information needed to scale back production of certain items, addressing excess inventory issues.
“Modeling supply and demand can equip companies with the information needed to scale back production of certain items, addressing excess inventory issues.”
The balance of supply and demand will always be delicate, especially as manufacturers have reevaluated their approaches to just-in-time inventory in recent years. Technologies can provide industrial companies and their networks with precise information to plan inventory levels effectively.
Companies can enhance their return on investment by collaborating with their supplier networks; operating in isolation is not a viable strategy for progressing toward zero-waste goals.
Customer Engagement
In addition to strengthening supplier partnerships, manufacturers will increasingly need to view customers as partners to facilitate greater circularity in the supply chain. For many companies, a significant hurdle is incentivizing customers to engage more actively in the value chain; this may require rethinking business models, shifting from traditional sales to product-as-a-service or subscription-based models.
In some industries, this shift is already occurring through leasing arrangements and battery return programs. Such initiatives give businesses more control over the second life of their products and can enhance production efficiency on the front end, particularly concerning critical minerals, such as those used in electronics and electric vehicle batteries.
“Increasing the recycling and reuse of certain materials to reduce the need for reliance on raw inputs on the front end of production can help mitigate some of these [volatility and geopolitical] challenges.”
Beyond return programs, education will be foundational. Companies will need to explore ways to communicate their commitment to sustainability and reuse, as well as develop incentives that promote recycling at the end of a product’s life. Methods might include discounts, rebates, or replacements for participating customers, or deals on other products in collaboration with third-party companies. This is yet another area where digital twin simulations can assist manufacturers in evaluating the financial implications of various scenarios before committing to a specific program.
Assessing Global Risk
Many US manufacturers are navigating the impacts of a volatile trade environment and constant shifts in geopolitical considerations regarding material sourcing. Increasing recycling and reuse of certain materials to reduce reliance on raw inputs can help mitigate some of these challenges. While many manufacturers may not be able to completely sever ties with suppliers in Asia, Africa, and elsewhere for critical components like semiconductors and minerals, there are steps companies can take now to bolster their resilience against geopolitical risks.
Mapping out supplier networks down to the nth tier is essential for identifying areas in the chain that may be most susceptible to disruption. Digital twin simulations and/or third-party risk assessments can aid manufacturers with these tasks:
- Visualizing multiple layers deep into the supply chain to analyze potential geopolitical, operational, and other risks;
- Identifying risk mitigation strategies across the supply chain;
- Evaluating areas of improvement regarding sustainability-related metrics; and
- Modeling various tariff scenarios and their implications for planning.
Equipped with information from simulations and assessments, manufacturers can decide whether to seek alternative sourcing for materials from regions with high geopolitical risk or to increase their goals for sourcing production inputs from recycled materials. Organizations that collect and reuse materials already within their value chains may be better insulated from certain geopolitical supply shocks.
The Takeaway
Manufacturers that take action now to enhance the circularity of their supply chains will be better positioned for the future, especially given the growing focus on sustainability among various stakeholders. To achieve more circular manufacturing supply chains, industrial companies will need a strong economic imperative. In some areas, this is already happening; the European Union’s Circular Economy Act—currently under development and expected to be published in 2026—will impact companies operating there. Additionally, incentives originating in the EU often influence other countries, potentially signaling future trends for US manufacturers.
“To achieve more circular manufacturing supply chains, industrial companies will need a strong economic imperative.”
In assessing the economic feasibility of circular operations and weighing costs against benefits of relative investments, companies should consider savings from waste reduction and recycling, as well as potential new revenue streams, market share growth, and access to new markets by offering more sustainable products.
Building fully circular manufacturing supply chains is a monumental task that will likely take companies years to achieve. However, prioritizing sustainability is here to stay, and there are numerous ways to embark on that journey. M
About the authors:

Jon Caforio is a principal at RSM US LLP.

Irina Im is a senior manager at RSM Canada.
Profit by Design

AI helps manufacturers turn sustainability into bottom-line advantage.
![]()
TAKEAWAYS:
● By integrating generative and agentic AI, a product’s life cycle can become far more intelligent, adaptive, and circular.
● Circular supply chains lower emissions, build resilience, and can serve as a protective strategy against global trade disruptions.
● Circularity, initially a sustainability imperative, is now a competitive one.
Circularity and AI are converging to define the next generation of manufacturing. At the heart of this convergence is an understanding that smarter resource use is not only a sustainability strategy but also a source of economic value. By integrating AI into core operations—especially generative AI (GenAI) and agentic AI—manufacturers can unlock new efficiencies, such as extending product life cycles, reducing waste, and delivering measurable bottom-line impacts alongside environmental, social, and governance (ESG) gains. This is part of the reason NTT DATA’s recent global GenAI survey found that 94 percent of manufacturers plan to increase GenAI investments over the next two years. The goal is intelligent, adaptive, and circular ecosystems that yield both environmental and financial returns.
AI Is Making Circularity a Business Imperative
Every transformation begins with a shift in perspective, and circularity is no exception. AI is reshaping the fundamental principles of circularity in manufacturing. While traditional approaches focus on end-of-life recovery, today’s circular models are increasingly proactive and data-driven. AI transforms what were once linear and consumption-driven supply chains into adaptive resource ecosystems capable of tracking and optimizing material flows, enabling smarter strategies for reuse, repair, and repurposing throughput of a product’s entire life cycle.
The urgency for this shift is growing. Information technology now contributes nearly 4 percent of global CO₂ emissions—twice that of the aviation sector. With AI workloads and data center demands rising exponentially, that figure could surpass 10 percent within a few years. Consequently, the challenge is both immediate and significant. However, AI-enabled techniques such as predictive modeling, real-time diagnostics, and advanced asset tracking provide manufacturers with the ability to better determine when equipment truly needs replacing and when it can be refurbished or repurposed instead.
By embedding intelligence into infrastructure and operations, manufacturers are redefining what it means to be efficient. Circularity, once viewed as a constraint, is becoming a driver of resilience, cost control, and strategic advantage.
Evolving the Product Life Cycle
Once we’ve redefined the problem, the next step is to reshape the product’s life cycle from a straight line to a circle. Manufacturers have long viewed life-cycle management through the lens of maintenance schedules and product recalls. But when we integrate GenAI and agentic AI, the life cycle becomes far more intelligent and adaptive. What emerges is a circular model that learns, anticipates, and evolves new ways to reduce waste and generate value at every stage.
AI-powered modeling tools can now map carbon hotspots across products and systems, revealing opportunities to reduce environmental impact from the earliest stages of design. These insights support choices like designing for disassembly or selecting materials that are easier to reuse. Such actions can simultaneously reduce both emissions and downstream costs. One example of this is digital twins—virtual replicas of physical assets that help monitor real-world conditions to anticipate wear and failure. A strategy based on predictive maintenance enables manufacturers to reduce energy use, avoid unnecessary replacements, and prolong asset life without compromising performance or productivity.
Nevertheless, information gaps often derail circularity, particularly concerning complex remanufacturing, reverse logistics, or component reuse. This is where generative AI steps in. It can reconstruct lost documentation, automate parts mapping, and generate service manuals on the fly. These capabilities extend utility, preserve revenue, and keep materials in productive use, reclaiming value that might otherwise be written off.
Manufacturers Are Already Realizing Returns
Theory meets practice in the real world, where manufacturers apply, adapt, and validate the utility of circular principles. A compelling example of AI-enabled circularity comes from NTT DATA’s work with a global technology company seeking to decommission aging servers. AI helped identify downstream use cases as alternatives to sending servers to scrap. The client was able to repurpose some servers as thin clients, finding a second life in applications with lighter performance demands, such as ATMs and point-of-sale systems. Even components at their true end-of-life were recycled back into the OEM value chain, reducing the need for virgin materials.
The results were tangible: lower embedded carbon emissions, reduced capital outlay, and extended life-cycle utility that contributed to both sustainability goals and bottom-line performance. This is what circular intelligence looks like in practice. It’s about keeping materials out of landfills and designing systems that learn from every step, adapt to changing conditions, and deliver value long after their first use.
Predictive, Efficient, and Circular Supply Chains
Even if a particular application of circularity principles proves successful, no life cycle functions in isolation. Behind every product is a supply chain, and circularity begins well before end-of-life, at the source. This is particularly evident in the supply chain. Traditionally designed for speed and cost, most supply chains are reactive: they respond to disruptions after they happen. AI is flipping that model, enabling supply chains to become increasingly sustainable, intelligent, efficient, and economically resilient.
By leveraging real-time data with intelligent algorithms, manufacturers can anticipate material flows, track embedded emissions, and dynamically adjust procurement to favor reused or recycled inputs. AI consolidates and contextualizes key data points about products that might otherwise be siloed—such as the origins of components, manufacturing processes, and future applications. These insights lead to better sourcing on the front end, reduced waste later in the product life cycle, and smarter ongoing inventory decisions.
Agentic AI, which can autonomously act on behalf of humans, plays a pivotal role here. It can automate supplier communications, flag opportunities to repurpose aging components, and identify high-impact redesigns for circularity. This represents an evolution beyond automation for efficiency into value-driven orchestration of sustainability and supply continuity.
“Circularity, once viewed as a constraint, is becoming a driver of resilience, cost control, and strategic advantage.”
The result is optimized emissions tracking and decision-making that steers purchasing toward suppliers with lower-carbon or circular offerings. It involves designing disassembly pathways from the outset and optimizing logistics for both material recovery and delivery speed.
Smart disassembly and AI-guided recycling are especially critical when it comes to rare earth elements. These materials are essential to electronics but are expensive, environmentally damaging to extract, and often sourced from geopolitically sensitive regions. By recovering them from end-of-life products, manufacturers can reduce risk, lower material costs, and enhance supply security.
Circular supply chains lower emissions and build resilience. They can also serve as a protective strategy against global trade disruptions, such as those caused by tariffs, as maximizing the utility of existing equipment can mitigate the impact of higher import prices. In this way, they unlock economic benefits—from reducing exposure to price volatility to more efficient capital use. By tightening the loop between procurement and recovery, companies gain greater control over costs and create supply models that are agile by design.
Shift from Energy Use to Material Intensity
If reducing energy use was a first target, the next focus should be the materials that shape our industrial landscape. Foundational industries like steel, cement, and chemicals account for more than a sixth of global CO₂ emissions. Any serious push toward decarbonization must address how we power production, what we’re producing, and how often it’s discarded. It must also consider how efficiently we extract value from every unit of material consumed.
AI plays a crucial role in this shift. Manufacturers can use advanced modeling and simulation to design products that deliver the same performance with less material. They can track real-world usage to identify components suitable for reuse or remanufacture. They can even predict potential degradation patterns and take preemptive actions before waste occurs, thereby reducing both environmental impact and unnecessary reinvestment in materials and equipment.
“The benefits of circularity are often framed in environmental terms, but for manufacturers, the strategic upside is equally compelling.”
Some of the most exciting gains are happening at the intersection of different sub-verticals. Cross-industry data sharing, enabled by AI, allows manufacturers to treat waste as a raw material. A striking example comes from the Royal Mint, which recovers gold from discarded electronics—a process informed and optimized by AI. That gold, once considered unrecoverable, is now part of a revenue-generating circular flow.
In this model, circularity moves beyond compliance to encompass collaboration. With closed loops and interconnected networks, waste in one industry becomes a feedstock for another. AI acts as the matchmaker, identifying those opportunities at scale and in real time, and helping convert what was once a loss into lasting economic utility.
Circular Intelligence Is a Strategic Differentiator
What began as a sustainability imperative is rapidly becoming a competitive one. The benefits of circularity are often framed in environmental terms, but for manufacturers, the strategic upside is equally compelling. AI-enabled circular strategies improve agility, reduce dependence on volatile supply chains, and enable businesses to maintain continuity in a world of disruption.
Manufacturers that embed circular intelligence into core operations are better positioned to respond to shocks such as sudden spikes in commodity prices, new emissions regulations, or shifts in customer expectations. Circular models encourage a focus on modular design, easier traceability, and tighter control over materials—choices that support compliance and improve margins, reduce downtime, and build customer loyalty.
AI identifies patterns, flags opportunities, and supports decisions that reduce risk and unlock new value. It helps manufacturers rethink product longevity and customer relationships, resulting in a smarter, more flexible business.
Defining Efficiency by Intelligent Resource Use
When efficiency evolves into circularity, innovation transitions from being extractive to regenerative. The takeaway is that AI-enabled circularity does more than just cut waste: it creates new value from it. This represents a new kind of intelligence that learns from what was previously discarded, sees potential in overlooked resources, and responds to constraints with creativity. M
Learn more by visiting NTT DATA Sustainability services.
About the authors:

Paul Schuster is managing director North American Sustainability, NTT DATA.
MLC Announces Finalists of Manufacturing Leadership Awards
 The Manufacturing Leadership Council, the NAM’s digital transformation division, has announced its list of finalists for the Manufacturing Leadership Awards—an honor given to world-class manufacturing companies and leaders who are revolutionizing the industry’s digital capabilities.
The Manufacturing Leadership Council, the NAM’s digital transformation division, has announced its list of finalists for the Manufacturing Leadership Awards—an honor given to world-class manufacturing companies and leaders who are revolutionizing the industry’s digital capabilities.
The big reveal: All finalists will be celebrated at the ML Awards gala on June 18 in San Marco Island, Florida, where the winners will be announced.
- The awards given include the Future of Manufacturing Award, the Manufacturing Leader of the Year, the Small/Medium Enterprise Manufacturer of the Year and Large Enterprise Manufacturer of the Year.
- Manufacturers can also win awards in several categories, including artificial intelligence vision and strategy, business model transformation, collaborative ecosystems and more.
- Award nominations were judged by a distinguished group of manufacturing leaders from across the industry.
Rethink: Ahead of the Awards gala, the MLC will be hosting Rethink, where manufacturing leaders gather to learn best practices and make connections. The star-studded lineup includes:
- A keynote address on digital transformation from Siemens USA President and CEO Barbara Humpton;
- A talk on “How Wall Street Views Digital Transformation in Manufacturing” by Goldman Sachs Managing Director, Technology, Media and Telecommunications Group Jack Anstey;
- An inside look at Hershey’s digital factory, featuring The Hershey Company Vice President of Manufacturing and Engineering and MLC Board of Governors member Will Bonifant; and
- Numerous case studies, best practice sessions, networking opportunities and more.
The last word: “In times of business uncertainty, manufacturers find that investments in digital technology can pay off for improving efficiency and overall performance and innovation,” said MLC Founder, Vice President and Executive Director David Brousell. “In our 21st season of recognizing excellence in Manufacturing 4.0, it is remarkable to witness the innovative methodologies that manufacturers are continually developing to propel their digital transformation initiatives.”
Join us: If you’d like to learn more about Rethink or register for the conference, go here.
2025 Manufacturing Leadership Awards Finalists Recognized for Achievements in Digital Transformation
June 18 gala will recognize companies and individuals for accomplishments with AI, smart factories, digital production, and more
Washington, D.C. — The Manufacturing Leadership Council, a division of the National Association of Manufacturers, today revealed the list of world-class manufacturing companies and individual leaders recognized as finalists for the 2025 Manufacturing Leadership Awards.
“In times of business uncertainty, manufacturers find that investments in digital technology can pay off for improving efficiency and overall performance and innovation,” said David R. Brousell, Founder, Vice President and Executive Director of the Manufacturing Leadership Council. “In our 21st season of recognizing excellence in Manufacturing 4.0, it is remarkable to witness the innovative methodologies that manufacturers are continually developing to propel their digital transformation initiatives.”
All finalists will be recognized on stage at the Manufacturing Leadership Awards Gala, taking place at 7:00 p.m. EDT on June 18, 2025, at the JW Marriott Marco Island Beach Resort in Florida. Also to be announced at the gala will be category winners for all project and individual categories, winners of the Future of Manufacturing Award, the Manufacturing Leader of the Year, the Small/Medium Enterprise Manufacturer of the Year and Large Enterprise Manufacturer of the Year. See a complete list of finalists here.
The 2025 awards feature nine project categories to recognize company achievements in the areas of Artificial Intelligence Vision and Strategy, Business Model Transformation, Collaborative Ecosystems, Digital Supply Chains, Engineering and Production Processes, Enterprise Integration and Technology, Operational Excellence, Sustainability and the Circular Economy, and Transformational Business Cultures. Additionally, individual leaders are recognized in the Digital Transformation Leadership, Next-Generation Leadership, and Women in Digital Transformation categories. Award nominations were judged by a distinguished group of manufacturing leaders from across the industry.
“The Manufacturing Leadership Awards have continually evolved to mirror the rapid advancements in digital technology and the shifting priorities of the manufacturing industry,” said Penelope Brown, Senior Content Director at MLC and head of the awards program. “This year’s entries reflect an extraordinary level of innovation, strategic thinking, and overall excellence. To be recognized among such a competitive and forward-thinking field is a true honor — one that highlights the remarkable impact these leaders and projects are making on the future of manufacturing.”
Select award winners will present their projects at Rethink: The Manufacturing Leadership Council Summit, the industry’s leading event for exploring manufacturing’s digital era. Rethink will take place at the JW Marriott Marco Island Beach Resort in Florida June 15-18, 2025. Details are available here. Nominations for the 2026 Manufacturing Leadership Awards will open in September.
Reflections on Hannover Fair 2025

Now in its 14th year, Industrie 4.0 is still leading the way to manufacturing’s future in Europe as the continent seeks to become more competitive in a changed geopolitical environment.
A burning question for me as I was planning my visit to the Hannover Fair last week was: after 14 years in the market, what’s the state of Industrie 4.0 in Europe today?
I had a sneaky suspicion that it was going to be hard to get an answer to this question as I toured the massive exhibit halls, attended conference sessions, and spoke to many German and other European manufacturing and technology executives.
My suspicion proved to be correct. The reason: it’s a complicated question. There are many variables that influence the answer—company size, industry sector, and country dynamics as well as the standard leadership, organizational, and cultural factors in companies. The other major factor at work is that the Hannover Fair is primarily a technology supplier exhibition, so I had to guard against hype and bias that might shape opinions.
Nevertheless, there were signals, indications that suggest that digital transformation in manufacturing is an evolving concept in a Europe that, because of the current geopolitical climate, has a greater motivation and urgency to find new ways to innovate and compete.
Assessing Digital Maturity
In the U.S., MLC research has been showing that manufacturers’ digital maturity has slowly progressed from initial stages of adoption to what MLC has been calling the next phase of 4.0 characterized by larger and more extensive projects and the beginnings of business model transformation, where the real payoff from 4.0 will be found.
Most manufacturers surveyed by MLC cluster around the middle of a digital maturity scale of one to 10. Only a few inhabit the rarified higher ground, and there are still many small and medium size companies that are trying to climb up to the middle of the curve. Would I find a similar status among the manufacturing community in Europe, I asked myself, or would there be a substantial difference and even the possibility that European manufacturers are ahead of their U.S. counterparts?
My sense coming out of Hannover is that, in the main, there is a rough equivalence in where the industries stand in adoption of digital transformation. This sense was validated in a conversation I had at Hannover with Raimund Klein, chief executive officer of the International Center for Industrial Transformation, which describes itself as a non-profit environmental, social and governance institution which champions manufacturing transformation.
Klein, who spent 37 years at Siemens, claims his Smart Manufacturing Readiness Index shows that, globally, manufacturers are still at an early stage with the digital work. Using a zero to five scale, the index pegs global manufacturing readiness for digital transformation as a whole at 1.88, with North America at 1.80 and Europe at 1.62.
Why the relatively low numbers? Leadership and organizational constraints, as well as legacy system issues, are the key factors governing readiness and adoption, he says. MLC research has been showing similar findings for many years.
Leading the Charge in Data Management
But whatever the numbers, I suspect that the Europeans may be ahead in one crucial area – data management.
The reason I say this is because the Europeans are addressing important aspects of data management such as interoperability and data sharing via a large collection of technical associations and initiatives, some of which are unknown to many U.S. manufacturing executives.
The theory behind the emphasis on data is that manufacturers will innovate faster and compete more effectively if they can share and leverage data up and down supply chain ecosystems, while maintaining what is called “data sovereignty”, the ability to control IP and who can access data.
One of the latest European initiatives I learned about at Hannover last week is called 8ra. Begun about one year ago, the 8ra Cloud Edge Continuum is an attempt to deal with a “fragmented” European cloud landscape that is said to be holding back interoperability and integration.
8ra’s mission, a Platform Industrie 4.0 initiative backed by 12 EU member states and about 120 industrial and research partners, is to “establish a resilient, open and future-proof” next-generation cloud infrastructure.
“Without a coordinated effort, Europe risks falling behind in key technology fields such as AI, industrial IoT, the metaverse, and cybersecurity,” the organization says.
A Reliance on Platform Industrie 4.0
The concept of Industrie 4.0, backed by the German government, was introduced at Hannover in 2011 (MLC introduced its Progressive Manufacturing idea, which it later called Manufacturing 4.0, in 2005). Over the years, the Industrie 4.0 concept has evolved to include adoption of the OPC UA specification, in 2020; the formation of the Industrial Digital Twin Association (IDTA), also in 2020; and 8ra in 2024. This year at Hannover, Platform Industrie 4.0 was emphasizing the industrial metaverse, which MLC and Deloitte have defined as a collection of technologies.
Platform Industrie 4.0, a German government-based organization, also promotes its Manufacturing-X initiative to digitize supply chains as well as its 2030 Vision to shape digital ecosystems.
There is also a plethora of technical associations addressing different aspects of data interoperability. For example, the Industrial Data Spaces Association, a Dortmund-based non-profit that says it has 170 members from 30 countries, is focused on establishing technical standards for so-called data spaces. The goal is to enable trusted data sharing across industries and borders.
Another group, which grew out of the Platform Industrie 4.0 initiative, is the IDTA. Based in Frankfurt, the IDTA provides education on digital twin technology, including training and seminars. The IDTA claims about 120 members.
In the U.S., CESMII, The Smart Manufacturing Institute, a Department of Energy program and part of the Manufacturing USA network of 16 manufacturing-oriented institutes, has been working with the IDTA, the OPC Foundation, and other organizations to create a best of breed system architecture for digital product passports, which will be required by the European Union in 2027. CESMII has also been working with the Manufacturing-X group. (In the U.S., NIST has also been working on data interoperability; MLC Board member Jim Davis of UCLA has been participating in this work).
At Hannover, CESMII CEO John Dyck, a new member of the MLC Board of Governors, announced an agreement with the OPC Foundation, a Scottsdale, Arizona-based group, involving a tool CESMII has developed to build what are called standard manufacturing information models (MIMs) for manufacturing assets/processes and supply chain data exchanges. This open-source tool is called the CESMII SM Profile Designer. In order to accelerate the adoption of these MIMs, the OPC Foundation will launch an open-source project and work together with the CESMII ecosystem to sustain it, empower the OPC community of over 1,000 members to learn about and use the tool, and develop new MIMs for CESMII’s SM Marketplace.
In addition to its collaboration with CESMII, the OPC Foundation in March announced an “expanded collaboration” with IDSA to enhance data interoperability and data governance in the automation industry. And OPC also has a cloud initiative underway. It held a conference on this topic at Hannover.
But there appears to be a larger critical mass of organizations working on the various aspects of data interoperability and sharing in Europe than in the U.S. The question is: can all the European associations and organizations working on data collaborate effectively and not overlap and create confusion? Time will reveal the answer to that question but what is clear today is that it would be very difficult for most manufacturing companies, particularly those in the U.S and especially small and medium size companies, to even be aware of what many of these groups are doing let alone understanding their concepts and adopting their approaches to data interoperability and data sharing.
As Douglas Ramsey, a managing partner at Axial GA, a consulting firm, and CESMII’s delegate to the International Manufacturing-X Council, said at a meeting of the IDTA at Hannover last week: “If I asked an American manufacturing audience about data spaces, I would get a blank look.”
A Heightened Worry About Bureaucracy
There was a pervasive feeling at Hannover Fair this year that the best way for European industry to become more competitive, in order to deal with issues such as the current disruptive geopolitical environment, is to double-down on innovation, cooperation, investments in technologies such as AI, and to reduce bureaucracy to speed up change.
Although there have been complaints about bureaucracy in the past, there was a heightened intensity about it at the Fair this past week.
“Sometimes we don’t believe in ourselves in Germany,” said Cedric Neike, CEO of Digital Industries at Siemens, during a panel session called Leaders’ Dialogue. “It is difficult to get rid of the bureaucracy. We need to have boldness to invest in the right things and not to invest in the past.”
Added Peter Leibinger, President of the Federation of German Industries and Chairman of the Supervisory and Administrative Board at TRUMPF SE & Co. KG: “We have an attitude, knowledge and power problem. We have to kill the monster bureaucracy. It creates a defensive attitude in our companies. We must get back to risk affinity.”
Convinced that Industrie 4.0 has been the right technological foundation to ensure industry competitiveness, industry leaders believe that they can “upgrade” the I4.0 concept with AI – if adoption can be accelerated. There was an abundance of AI products in the thousands of exhibitions at Hannover last week – nearly every tech vendor was supporting AI in one way or another.
The need for a new European mindset based on greater cooperation and collaboration, data sharing, and less regulation will be key to making Europe more competitive. This will require extraordinary levels of coordination, cooperation, and, most importantly, leadership. Can European industry rise to the occasion?
The challenge was perhaps best summed up by Valentino Valentini, Deputy Minister, Ministry of Enterprises and Made in Italy, who said: “We have to get out of the triangle of the U.S. invents, China copies, and Europe regulates.”
About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council