Profit by Design

AI helps manufacturers turn sustainability into bottom-line advantage.
![]()
TAKEAWAYS:
● By integrating generative and agentic AI, a product’s life cycle can become far more intelligent, adaptive, and circular.
● Circular supply chains lower emissions, build resilience, and can serve as a protective strategy against global trade disruptions.
● Circularity, initially a sustainability imperative, is now a competitive one.
Circularity and AI are converging to define the next generation of manufacturing. At the heart of this convergence is an understanding that smarter resource use is not only a sustainability strategy but also a source of economic value. By integrating AI into core operations—especially generative AI (GenAI) and agentic AI—manufacturers can unlock new efficiencies, such as extending product life cycles, reducing waste, and delivering measurable bottom-line impacts alongside environmental, social, and governance (ESG) gains. This is part of the reason NTT DATA’s recent global GenAI survey found that 94 percent of manufacturers plan to increase GenAI investments over the next two years. The goal is intelligent, adaptive, and circular ecosystems that yield both environmental and financial returns.
AI Is Making Circularity a Business Imperative
Every transformation begins with a shift in perspective, and circularity is no exception. AI is reshaping the fundamental principles of circularity in manufacturing. While traditional approaches focus on end-of-life recovery, today’s circular models are increasingly proactive and data-driven. AI transforms what were once linear and consumption-driven supply chains into adaptive resource ecosystems capable of tracking and optimizing material flows, enabling smarter strategies for reuse, repair, and repurposing throughput of a product’s entire life cycle.
The urgency for this shift is growing. Information technology now contributes nearly 4 percent of global CO₂ emissions—twice that of the aviation sector. With AI workloads and data center demands rising exponentially, that figure could surpass 10 percent within a few years. Consequently, the challenge is both immediate and significant. However, AI-enabled techniques such as predictive modeling, real-time diagnostics, and advanced asset tracking provide manufacturers with the ability to better determine when equipment truly needs replacing and when it can be refurbished or repurposed instead.
By embedding intelligence into infrastructure and operations, manufacturers are redefining what it means to be efficient. Circularity, once viewed as a constraint, is becoming a driver of resilience, cost control, and strategic advantage.
Evolving the Product Life Cycle
Once we’ve redefined the problem, the next step is to reshape the product’s life cycle from a straight line to a circle. Manufacturers have long viewed life-cycle management through the lens of maintenance schedules and product recalls. But when we integrate GenAI and agentic AI, the life cycle becomes far more intelligent and adaptive. What emerges is a circular model that learns, anticipates, and evolves new ways to reduce waste and generate value at every stage.
AI-powered modeling tools can now map carbon hotspots across products and systems, revealing opportunities to reduce environmental impact from the earliest stages of design. These insights support choices like designing for disassembly or selecting materials that are easier to reuse. Such actions can simultaneously reduce both emissions and downstream costs. One example of this is digital twins—virtual replicas of physical assets that help monitor real-world conditions to anticipate wear and failure. A strategy based on predictive maintenance enables manufacturers to reduce energy use, avoid unnecessary replacements, and prolong asset life without compromising performance or productivity.
Nevertheless, information gaps often derail circularity, particularly concerning complex remanufacturing, reverse logistics, or component reuse. This is where generative AI steps in. It can reconstruct lost documentation, automate parts mapping, and generate service manuals on the fly. These capabilities extend utility, preserve revenue, and keep materials in productive use, reclaiming value that might otherwise be written off.
Manufacturers Are Already Realizing Returns
Theory meets practice in the real world, where manufacturers apply, adapt, and validate the utility of circular principles. A compelling example of AI-enabled circularity comes from NTT DATA’s work with a global technology company seeking to decommission aging servers. AI helped identify downstream use cases as alternatives to sending servers to scrap. The client was able to repurpose some servers as thin clients, finding a second life in applications with lighter performance demands, such as ATMs and point-of-sale systems. Even components at their true end-of-life were recycled back into the OEM value chain, reducing the need for virgin materials.
The results were tangible: lower embedded carbon emissions, reduced capital outlay, and extended life-cycle utility that contributed to both sustainability goals and bottom-line performance. This is what circular intelligence looks like in practice. It’s about keeping materials out of landfills and designing systems that learn from every step, adapt to changing conditions, and deliver value long after their first use.
Predictive, Efficient, and Circular Supply Chains
Even if a particular application of circularity principles proves successful, no life cycle functions in isolation. Behind every product is a supply chain, and circularity begins well before end-of-life, at the source. This is particularly evident in the supply chain. Traditionally designed for speed and cost, most supply chains are reactive: they respond to disruptions after they happen. AI is flipping that model, enabling supply chains to become increasingly sustainable, intelligent, efficient, and economically resilient.
By leveraging real-time data with intelligent algorithms, manufacturers can anticipate material flows, track embedded emissions, and dynamically adjust procurement to favor reused or recycled inputs. AI consolidates and contextualizes key data points about products that might otherwise be siloed—such as the origins of components, manufacturing processes, and future applications. These insights lead to better sourcing on the front end, reduced waste later in the product life cycle, and smarter ongoing inventory decisions.
Agentic AI, which can autonomously act on behalf of humans, plays a pivotal role here. It can automate supplier communications, flag opportunities to repurpose aging components, and identify high-impact redesigns for circularity. This represents an evolution beyond automation for efficiency into value-driven orchestration of sustainability and supply continuity.
“Circularity, once viewed as a constraint, is becoming a driver of resilience, cost control, and strategic advantage.”
The result is optimized emissions tracking and decision-making that steers purchasing toward suppliers with lower-carbon or circular offerings. It involves designing disassembly pathways from the outset and optimizing logistics for both material recovery and delivery speed.
Smart disassembly and AI-guided recycling are especially critical when it comes to rare earth elements. These materials are essential to electronics but are expensive, environmentally damaging to extract, and often sourced from geopolitically sensitive regions. By recovering them from end-of-life products, manufacturers can reduce risk, lower material costs, and enhance supply security.
Circular supply chains lower emissions and build resilience. They can also serve as a protective strategy against global trade disruptions, such as those caused by tariffs, as maximizing the utility of existing equipment can mitigate the impact of higher import prices. In this way, they unlock economic benefits—from reducing exposure to price volatility to more efficient capital use. By tightening the loop between procurement and recovery, companies gain greater control over costs and create supply models that are agile by design.
Shift from Energy Use to Material Intensity
If reducing energy use was a first target, the next focus should be the materials that shape our industrial landscape. Foundational industries like steel, cement, and chemicals account for more than a sixth of global CO₂ emissions. Any serious push toward decarbonization must address how we power production, what we’re producing, and how often it’s discarded. It must also consider how efficiently we extract value from every unit of material consumed.
AI plays a crucial role in this shift. Manufacturers can use advanced modeling and simulation to design products that deliver the same performance with less material. They can track real-world usage to identify components suitable for reuse or remanufacture. They can even predict potential degradation patterns and take preemptive actions before waste occurs, thereby reducing both environmental impact and unnecessary reinvestment in materials and equipment.
“The benefits of circularity are often framed in environmental terms, but for manufacturers, the strategic upside is equally compelling.”
Some of the most exciting gains are happening at the intersection of different sub-verticals. Cross-industry data sharing, enabled by AI, allows manufacturers to treat waste as a raw material. A striking example comes from the Royal Mint, which recovers gold from discarded electronics—a process informed and optimized by AI. That gold, once considered unrecoverable, is now part of a revenue-generating circular flow.
In this model, circularity moves beyond compliance to encompass collaboration. With closed loops and interconnected networks, waste in one industry becomes a feedstock for another. AI acts as the matchmaker, identifying those opportunities at scale and in real time, and helping convert what was once a loss into lasting economic utility.
Circular Intelligence Is a Strategic Differentiator
What began as a sustainability imperative is rapidly becoming a competitive one. The benefits of circularity are often framed in environmental terms, but for manufacturers, the strategic upside is equally compelling. AI-enabled circular strategies improve agility, reduce dependence on volatile supply chains, and enable businesses to maintain continuity in a world of disruption.
Manufacturers that embed circular intelligence into core operations are better positioned to respond to shocks such as sudden spikes in commodity prices, new emissions regulations, or shifts in customer expectations. Circular models encourage a focus on modular design, easier traceability, and tighter control over materials—choices that support compliance and improve margins, reduce downtime, and build customer loyalty.
AI identifies patterns, flags opportunities, and supports decisions that reduce risk and unlock new value. It helps manufacturers rethink product longevity and customer relationships, resulting in a smarter, more flexible business.
Defining Efficiency by Intelligent Resource Use
When efficiency evolves into circularity, innovation transitions from being extractive to regenerative. The takeaway is that AI-enabled circularity does more than just cut waste: it creates new value from it. This represents a new kind of intelligence that learns from what was previously discarded, sees potential in overlooked resources, and responds to constraints with creativity. M
Learn more by visiting NTT DATA Sustainability services.
About the authors:

Paul Schuster is managing director North American Sustainability, NTT DATA.
MLC Announces Finalists of Manufacturing Leadership Awards
 The Manufacturing Leadership Council, the NAM’s digital transformation division, has announced its list of finalists for the Manufacturing Leadership Awards—an honor given to world-class manufacturing companies and leaders who are revolutionizing the industry’s digital capabilities.
The Manufacturing Leadership Council, the NAM’s digital transformation division, has announced its list of finalists for the Manufacturing Leadership Awards—an honor given to world-class manufacturing companies and leaders who are revolutionizing the industry’s digital capabilities.
The big reveal: All finalists will be celebrated at the ML Awards gala on June 18 in San Marco Island, Florida, where the winners will be announced.
- The awards given include the Future of Manufacturing Award, the Manufacturing Leader of the Year, the Small/Medium Enterprise Manufacturer of the Year and Large Enterprise Manufacturer of the Year.
- Manufacturers can also win awards in several categories, including artificial intelligence vision and strategy, business model transformation, collaborative ecosystems and more.
- Award nominations were judged by a distinguished group of manufacturing leaders from across the industry.
Rethink: Ahead of the Awards gala, the MLC will be hosting Rethink, where manufacturing leaders gather to learn best practices and make connections. The star-studded lineup includes:
- A keynote address on digital transformation from Siemens USA President and CEO Barbara Humpton;
- A talk on “How Wall Street Views Digital Transformation in Manufacturing” by Goldman Sachs Managing Director, Technology, Media and Telecommunications Group Jack Anstey;
- An inside look at Hershey’s digital factory, featuring The Hershey Company Vice President of Manufacturing and Engineering and MLC Board of Governors member Will Bonifant; and
- Numerous case studies, best practice sessions, networking opportunities and more.
The last word: “In times of business uncertainty, manufacturers find that investments in digital technology can pay off for improving efficiency and overall performance and innovation,” said MLC Founder, Vice President and Executive Director David Brousell. “In our 21st season of recognizing excellence in Manufacturing 4.0, it is remarkable to witness the innovative methodologies that manufacturers are continually developing to propel their digital transformation initiatives.”
Join us: If you’d like to learn more about Rethink or register for the conference, go here.
2025 Manufacturing Leadership Awards Finalists Recognized for Achievements in Digital Transformation
June 18 gala will recognize companies and individuals for accomplishments with AI, smart factories, digital production, and more
Washington, D.C. — The Manufacturing Leadership Council, a division of the National Association of Manufacturers, today revealed the list of world-class manufacturing companies and individual leaders recognized as finalists for the 2025 Manufacturing Leadership Awards.
“In times of business uncertainty, manufacturers find that investments in digital technology can pay off for improving efficiency and overall performance and innovation,” said David R. Brousell, Founder, Vice President and Executive Director of the Manufacturing Leadership Council. “In our 21st season of recognizing excellence in Manufacturing 4.0, it is remarkable to witness the innovative methodologies that manufacturers are continually developing to propel their digital transformation initiatives.”
All finalists will be recognized on stage at the Manufacturing Leadership Awards Gala, taking place at 7:00 p.m. EDT on June 18, 2025, at the JW Marriott Marco Island Beach Resort in Florida. Also to be announced at the gala will be category winners for all project and individual categories, winners of the Future of Manufacturing Award, the Manufacturing Leader of the Year, the Small/Medium Enterprise Manufacturer of the Year and Large Enterprise Manufacturer of the Year. See a complete list of finalists here.
The 2025 awards feature nine project categories to recognize company achievements in the areas of Artificial Intelligence Vision and Strategy, Business Model Transformation, Collaborative Ecosystems, Digital Supply Chains, Engineering and Production Processes, Enterprise Integration and Technology, Operational Excellence, Sustainability and the Circular Economy, and Transformational Business Cultures. Additionally, individual leaders are recognized in the Digital Transformation Leadership, Next-Generation Leadership, and Women in Digital Transformation categories. Award nominations were judged by a distinguished group of manufacturing leaders from across the industry.
“The Manufacturing Leadership Awards have continually evolved to mirror the rapid advancements in digital technology and the shifting priorities of the manufacturing industry,” said Penelope Brown, Senior Content Director at MLC and head of the awards program. “This year’s entries reflect an extraordinary level of innovation, strategic thinking, and overall excellence. To be recognized among such a competitive and forward-thinking field is a true honor — one that highlights the remarkable impact these leaders and projects are making on the future of manufacturing.”
Select award winners will present their projects at Rethink: The Manufacturing Leadership Council Summit, the industry’s leading event for exploring manufacturing’s digital era. Rethink will take place at the JW Marriott Marco Island Beach Resort in Florida June 15-18, 2025. Details are available here. Nominations for the 2026 Manufacturing Leadership Awards will open in September.
Reflections on Hannover Fair 2025

Now in its 14th year, Industrie 4.0 is still leading the way to manufacturing’s future in Europe as the continent seeks to become more competitive in a changed geopolitical environment.
A burning question for me as I was planning my visit to the Hannover Fair last week was: after 14 years in the market, what’s the state of Industrie 4.0 in Europe today?
I had a sneaky suspicion that it was going to be hard to get an answer to this question as I toured the massive exhibit halls, attended conference sessions, and spoke to many German and other European manufacturing and technology executives.
My suspicion proved to be correct. The reason: it’s a complicated question. There are many variables that influence the answer—company size, industry sector, and country dynamics as well as the standard leadership, organizational, and cultural factors in companies. The other major factor at work is that the Hannover Fair is primarily a technology supplier exhibition, so I had to guard against hype and bias that might shape opinions.
Nevertheless, there were signals, indications that suggest that digital transformation in manufacturing is an evolving concept in a Europe that, because of the current geopolitical climate, has a greater motivation and urgency to find new ways to innovate and compete.
Assessing Digital Maturity
In the U.S., MLC research has been showing that manufacturers’ digital maturity has slowly progressed from initial stages of adoption to what MLC has been calling the next phase of 4.0 characterized by larger and more extensive projects and the beginnings of business model transformation, where the real payoff from 4.0 will be found.
Most manufacturers surveyed by MLC cluster around the middle of a digital maturity scale of one to 10. Only a few inhabit the rarified higher ground, and there are still many small and medium size companies that are trying to climb up to the middle of the curve. Would I find a similar status among the manufacturing community in Europe, I asked myself, or would there be a substantial difference and even the possibility that European manufacturers are ahead of their U.S. counterparts?
My sense coming out of Hannover is that, in the main, there is a rough equivalence in where the industries stand in adoption of digital transformation. This sense was validated in a conversation I had at Hannover with Raimund Klein, chief executive officer of the International Center for Industrial Transformation, which describes itself as a non-profit environmental, social and governance institution which champions manufacturing transformation.
Klein, who spent 37 years at Siemens, claims his Smart Manufacturing Readiness Index shows that, globally, manufacturers are still at an early stage with the digital work. Using a zero to five scale, the index pegs global manufacturing readiness for digital transformation as a whole at 1.88, with North America at 1.80 and Europe at 1.62.
Why the relatively low numbers? Leadership and organizational constraints, as well as legacy system issues, are the key factors governing readiness and adoption, he says. MLC research has been showing similar findings for many years.
Leading the Charge in Data Management
But whatever the numbers, I suspect that the Europeans may be ahead in one crucial area – data management.
The reason I say this is because the Europeans are addressing important aspects of data management such as interoperability and data sharing via a large collection of technical associations and initiatives, some of which are unknown to many U.S. manufacturing executives.
The theory behind the emphasis on data is that manufacturers will innovate faster and compete more effectively if they can share and leverage data up and down supply chain ecosystems, while maintaining what is called “data sovereignty”, the ability to control IP and who can access data.
One of the latest European initiatives I learned about at Hannover last week is called 8ra. Begun about one year ago, the 8ra Cloud Edge Continuum is an attempt to deal with a “fragmented” European cloud landscape that is said to be holding back interoperability and integration.
8ra’s mission, a Platform Industrie 4.0 initiative backed by 12 EU member states and about 120 industrial and research partners, is to “establish a resilient, open and future-proof” next-generation cloud infrastructure.
“Without a coordinated effort, Europe risks falling behind in key technology fields such as AI, industrial IoT, the metaverse, and cybersecurity,” the organization says.
A Reliance on Platform Industrie 4.0
The concept of Industrie 4.0, backed by the German government, was introduced at Hannover in 2011 (MLC introduced its Progressive Manufacturing idea, which it later called Manufacturing 4.0, in 2005). Over the years, the Industrie 4.0 concept has evolved to include adoption of the OPC UA specification, in 2020; the formation of the Industrial Digital Twin Association (IDTA), also in 2020; and 8ra in 2024. This year at Hannover, Platform Industrie 4.0 was emphasizing the industrial metaverse, which MLC and Deloitte have defined as a collection of technologies.
Platform Industrie 4.0, a German government-based organization, also promotes its Manufacturing-X initiative to digitize supply chains as well as its 2030 Vision to shape digital ecosystems.
There is also a plethora of technical associations addressing different aspects of data interoperability. For example, the Industrial Data Spaces Association, a Dortmund-based non-profit that says it has 170 members from 30 countries, is focused on establishing technical standards for so-called data spaces. The goal is to enable trusted data sharing across industries and borders.
Another group, which grew out of the Platform Industrie 4.0 initiative, is the IDTA. Based in Frankfurt, the IDTA provides education on digital twin technology, including training and seminars. The IDTA claims about 120 members.
In the U.S., CESMII, The Smart Manufacturing Institute, a Department of Energy program and part of the Manufacturing USA network of 16 manufacturing-oriented institutes, has been working with the IDTA, the OPC Foundation, and other organizations to create a best of breed system architecture for digital product passports, which will be required by the European Union in 2027. CESMII has also been working with the Manufacturing-X group. (In the U.S., NIST has also been working on data interoperability; MLC Board member Jim Davis of UCLA has been participating in this work).
At Hannover, CESMII CEO John Dyck, a new member of the MLC Board of Governors, announced an agreement with the OPC Foundation, a Scottsdale, Arizona-based group, involving a tool CESMII has developed to build what are called standard manufacturing information models (MIMs) for manufacturing assets/processes and supply chain data exchanges. This open-source tool is called the CESMII SM Profile Designer. In order to accelerate the adoption of these MIMs, the OPC Foundation will launch an open-source project and work together with the CESMII ecosystem to sustain it, empower the OPC community of over 1,000 members to learn about and use the tool, and develop new MIMs for CESMII’s SM Marketplace.
In addition to its collaboration with CESMII, the OPC Foundation in March announced an “expanded collaboration” with IDSA to enhance data interoperability and data governance in the automation industry. And OPC also has a cloud initiative underway. It held a conference on this topic at Hannover.
But there appears to be a larger critical mass of organizations working on the various aspects of data interoperability and sharing in Europe than in the U.S. The question is: can all the European associations and organizations working on data collaborate effectively and not overlap and create confusion? Time will reveal the answer to that question but what is clear today is that it would be very difficult for most manufacturing companies, particularly those in the U.S and especially small and medium size companies, to even be aware of what many of these groups are doing let alone understanding their concepts and adopting their approaches to data interoperability and data sharing.
As Douglas Ramsey, a managing partner at Axial GA, a consulting firm, and CESMII’s delegate to the International Manufacturing-X Council, said at a meeting of the IDTA at Hannover last week: “If I asked an American manufacturing audience about data spaces, I would get a blank look.”
A Heightened Worry About Bureaucracy
There was a pervasive feeling at Hannover Fair this year that the best way for European industry to become more competitive, in order to deal with issues such as the current disruptive geopolitical environment, is to double-down on innovation, cooperation, investments in technologies such as AI, and to reduce bureaucracy to speed up change.
Although there have been complaints about bureaucracy in the past, there was a heightened intensity about it at the Fair this past week.
“Sometimes we don’t believe in ourselves in Germany,” said Cedric Neike, CEO of Digital Industries at Siemens, during a panel session called Leaders’ Dialogue. “It is difficult to get rid of the bureaucracy. We need to have boldness to invest in the right things and not to invest in the past.”
Added Peter Leibinger, President of the Federation of German Industries and Chairman of the Supervisory and Administrative Board at TRUMPF SE & Co. KG: “We have an attitude, knowledge and power problem. We have to kill the monster bureaucracy. It creates a defensive attitude in our companies. We must get back to risk affinity.”
Convinced that Industrie 4.0 has been the right technological foundation to ensure industry competitiveness, industry leaders believe that they can “upgrade” the I4.0 concept with AI – if adoption can be accelerated. There was an abundance of AI products in the thousands of exhibitions at Hannover last week – nearly every tech vendor was supporting AI in one way or another.
The need for a new European mindset based on greater cooperation and collaboration, data sharing, and less regulation will be key to making Europe more competitive. This will require extraordinary levels of coordination, cooperation, and, most importantly, leadership. Can European industry rise to the occasion?
The challenge was perhaps best summed up by Valentino Valentini, Deputy Minister, Ministry of Enterprises and Made in Italy, who said: “We have to get out of the triangle of the U.S. invents, China copies, and Europe regulates.”
About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council
Welcome New Members of the MLC April 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Steve Blackwell
Head of Manufacturing Center of Excellence, Industry Specialists & Solutions
Amazon Web Services
![]()
https://aws.amazon.com/
![]()
https://www.linkedin.com/in/smblackwell/

Heidi Cox
CIO
Trinity Industries

https://www.trin.net/
![]()
https://www.linkedin.com/in/heidi-cox/

Josh Dotson
Enterprise Industry 4.0 Leader
Koch Industries
![]()
https://www.kochinc.com/
![]()
https://www.linkedin.com/in/josh-dotson-1009415b/

Hernando Garrido
Director of Manufacturing Engineering
Fresenius Medical Care North America
![]()
https://freseniusmedicalcare.com/
![]()
https://www.linkedin.com/in/hernando-garrido/

Brent Heller
Head of Manufacturing & Industrials
Amazon Business
![]()
Amazon Business
![]()
https://www.linkedin.com/in/brent-w-heller/

Ian Hughes
Associate Vice President – Continuous Improvement and Operational Excellence
Eli Lilly
![]()
https://www.lilly.com/
![]()
https://www.linkedin.com/in/ian-hughes-7859694/

Jonathan Rowntree
CEO
Niron Magnetics
![]()
https://www.nironmagnetics.com/
![]()
https://www.linkedin.com/in/jonathan-rowntree-72b5019/

Micah Statler
Director of Industrial Technologies
Advanced Technology Services

https://www.advancedtech.com/
![]()
https://www.linkedin.com/in/micah-statler-5b857968/

Mike Tomasco
SVP & CIO
Fujifilm Diosynth Biotechnologies
![]()
https://fujifilmdiosynth.com/
![]()
https://www.linkedin.com/in/mike-tomasco/

Marcease Warren
VP of Manufacturing
Sentry Equipment
![]()
https://www.sentry-equip.com/
![]()
https://www.linkedin.com/in/marceasewarren/

Coston Wheeler
Chief Transformation Officer
Tara Pools
![]()
https://tarapools.com/
![]()
https://www.aquamagazine.com/news/community-news/hires-promotions/article/15637130/coston-wheeler-joins-tara-pools-outdoor-products-as-chief-transformation-officer
Smart AI Moves: Build Your Supply Chain Step by Step

To turn supply chain challenges into opportunities and accelerate transformation, build the right AI foundation to walk before you run
![]()
TAKEAWAYS:
● Building a solid AI foundation is crucial for successful supply chain transformation.
● Identifying strategic goals ensures AI applications deliver tangible value to your business.
● Proper support across people, processes, and technology is key to maximizing AI’s potential in supply chains.
Introduction
Artificial intelligence and machine learning have enormous potential to help organizations manage ongoing uncertainty and disruption in the supply chain by improving operational responsiveness. That potential is already showing impact. For example, AI features in Scoutbee, a supplier discovery solution, can identify suppliers impacted by tariffs or weather events and suggest alternatives.
We have seen a push to use AI to improve supply chain operations. In the Manufacturing Leadership Council’s 2025 supply chain study, 36% of manufacturers said they already use AI/ML for supply chain digitization. Another 50% expect to integrate it within two years throughout their operations. However, many executives still question how best to proceed and build momentum.
When approaching the AI journey, it is helpful to think in terms of “crawl, walk, run.” Crawling means getting the proper foundation for integrating AI into supply chain operations. West Monroe’s paper, “Laying the Groundwork for AI in Supply Chain Management,” discusses elements of that foundation, including:
- Clear leadership and accountability
- Integrated business planning across functions
- Proper data governance
- Optimized core supply chain systems
Without this work, it is hard to walk—that is, start to develop and scale practical use cases and build AI maturity. Here again, how you proceed will make a difference between spinning wheels and investing in a way that maximizes return. Below, is an overview of the four key steps that prepare your supply chain organization to accelerate the pace of your AI journey.
1) Start with your strategic goals and objectives
Ultimately, AI is another capability for helping your business where it aims to be—that is, a means to an end, not the end in and of itself. Before developing new use cases, you must consider the purpose for using AI in your organization and why it makes sense. That means defining your business and operations objectives, apart from AI. Approaching this from the bottom up will ensure AI applications provide tangible value and prevent you from falling victim to the AI “flavor of the week.”
Supply chain strategy typically targets objectives around cost reduction, revenue capture, revenue growth, customer experience, and market differentiation.
2) Assess the challenges or pain points that prevent you from achieving your objective
AI use cases should be purposeful in their application, either alleviating challenges and pain points or providing pathways to achieving your strategy. Taking an issue-based, value-driven approach to implementing AI offers more significant benefits than simply implementing it to say you are using the latest and greatest technology.
Some of supply chain executives’ most common challenges in actualizing their strategies mirror the goals outlined above:
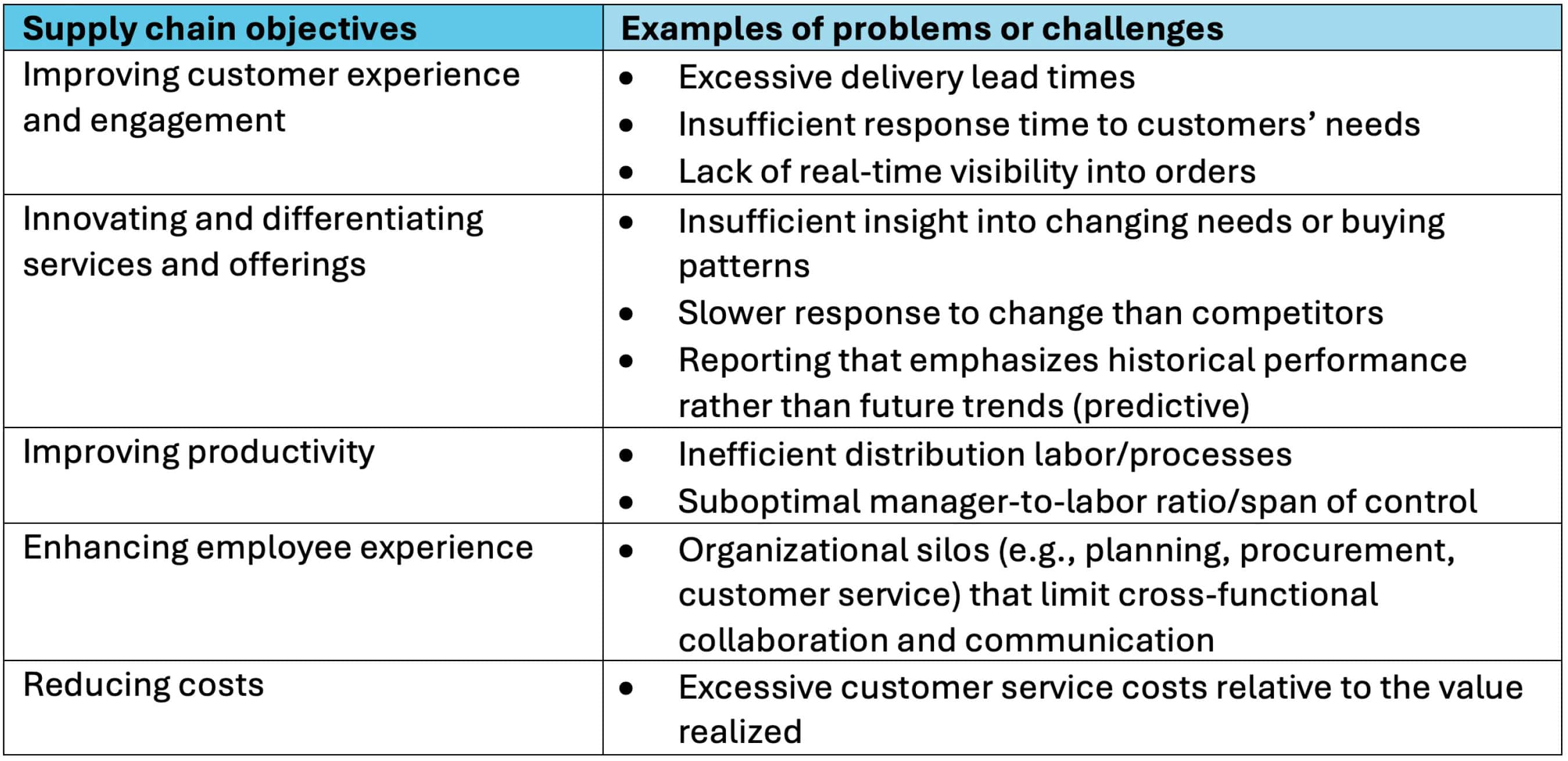
Data is a common denominator across these challenges—including quality, availability, and access. In the MLC’s supply chain survey, 60% of executives said they lack common data platforms across the supply network.
Technology is another limiting factor across operations. One common issue is fragmented and legacy technology applications where best of breed solutions are deployed on a per function basis. Additionally, many organizations have under-adopted the technology in which they have invested. For instance, they have a transportation management system but still use manual outreach to connect with carriers. They have a planning system, but planners still pull information into Excel or custom tools for analysis and then load the output back into the system afterward. In the MLC’s Future of Manufacturing Project Survey, 68% of manufacturers said they still use spreadsheets for data analysis.
3) Conduct a cost-benefit analysis for AI use cases that could solve your business problem
Once you have defined specific supply chain strategies and identified challenges to delivering on those strategies, you can begin evaluating AI use cases that solve the business problem—determining which use cases provide the best potential return on investment.
When identifying possible AI use cases, don’t assume AI is the correct answer for addressing a challenge. Instead, look at solutions across people, processes, and technology to determine which solution or combination of solutions—including AI—is best suited to resolving the problem. This ensures you are applying AI in a way that can solve a problem better than other alternatives.
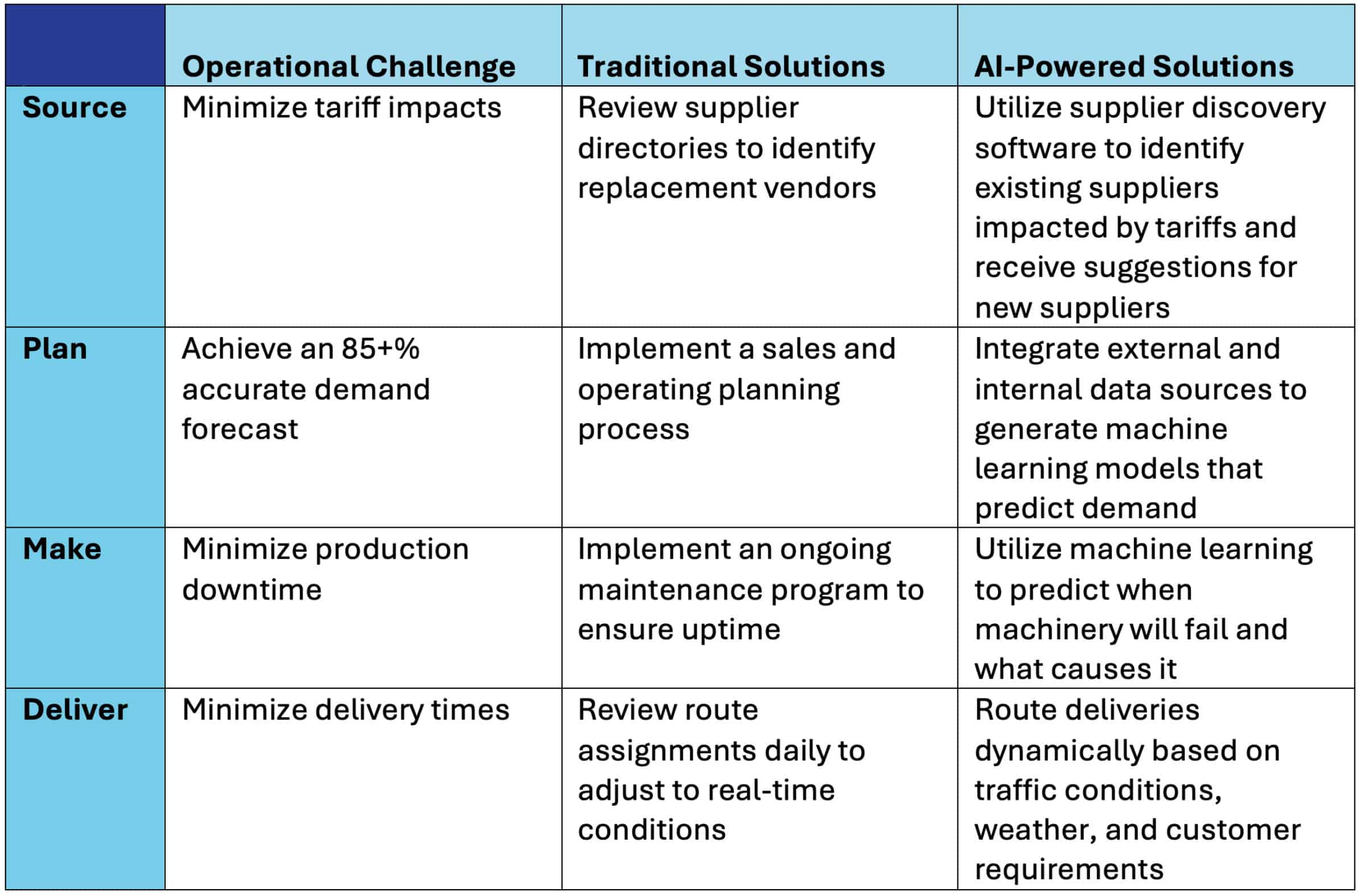
The following are several simplified examples of common operational challenges across the SCOR supply chain model, and the traditional and AI-powered solutions that may address them.
4) Support the selected use cases adequately
You will need the right support capabilities to build AI use cases for maximum value. To do so, look at each use case through three lenses. These are some key considerations for each area:
People
- End-user skills that align with and can support the identified AI use case
- Defined individual and functional responsibilities for supporting a use case
- Ongoing training and informational resources
- Change management and upskilling as needed
- Sufficient internal IT support capabilities
- Job requisitions that integrate AI to support the acquisition of the right talent
Processes
- Supply chain processes redesigned to integrate and embed AI and maximize its utility, rather than just tacking it on to existing processes—for example, redesigning an existing S&OP process to incorporate AI-driven demand planning
- Increased automation, where possible, to produce data for AI analysis and maximize the benefits of AI output
Data and technology
- Assessment of data in its current form to determine whether it can support the identified use case and what, if any, remediation is required to improve data quality and access
- A master data governance program/policy that ensures data maintains conformance with AI use case requirements
- Networks and/or SaaS instances that can support the demand of deployed AI use cases
Finally, it is essential to consider whether current systems can provide sufficient AI/ML capabilities or whether you will need a new solution. Many Tier 1 supply chain solution providers, such as SAP and Oracle, continuously embed new AI and other advanced analytical features into their products. These AI-driven insights can help optimize supply chain management and manufacturing processes—for example, streamlining product development, detecting equipment anomalies, improving field response, predicting ship lead times, sensing demand, facilitating dynamic discounting, and more.
When you can walk, you’re that much closer to running
Approaching these activities strategically and sequentially not only takes you from baby steps to a full stride. It prepares you to accelerate your pace to “run”—with AI integrated into your supply chain processes, skill requirements embedded in training and hiring to build an AI-fluent organization, and AI-native technologies supporting your operations. That’s when you will really begin to see the value from the data and technology in your supply chain ecosystem. M
About the authors:

Brian Pacula is a Partner at West Monroe.

Sri Sripada is a Managing Director at West Monroe.

Ian Nugent is a Principal at West Monroe.
Survey: Tariff Tumult Roils Supply Chains

More than 40% are already seeing a negative impact from tariffs, resulting in rising costs, a new MLC survey shows. Greater resiliency using digital tools is a key mitigation strategy.
![]()
KEY TAKEAWAYS:
● Only 17% say their supply chains are “very resilient” today.
● 78% say they are engaged in supply chain process redesign as they bring in new digital tools.
● 90% believe that digital tools are critical in achieving greater resiliency.
Managing complex supply chains has never been easy, but it has gotten a whole lot harder in the first few months of 2025.
Manufacturers say that the Trump Administration’s on-off-on again tariffs have created disruptions and uncertainty, and they have no clear idea when it all may end.
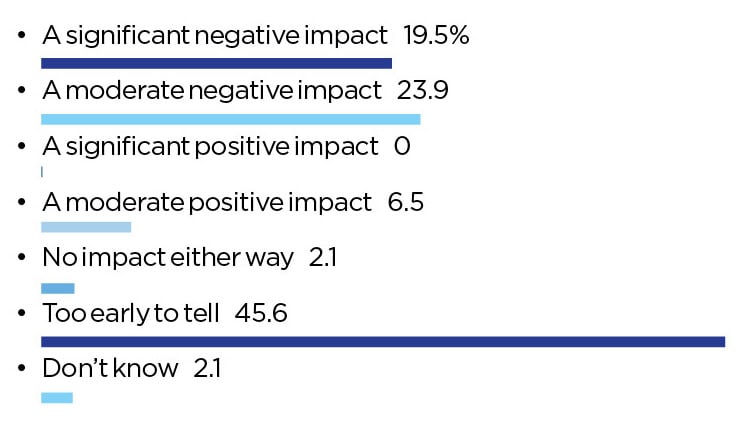
A new supply chain poll by the Manufacturing Leadership Council reveals that 43% of respondents are already experiencing a negative impact in their supply chains because of the tariffs, with nearly 20% saying the impact is significant. Uncertainty reigns for many others, with 45% saying it is too early to assess the impact of the trade measures (Q1).
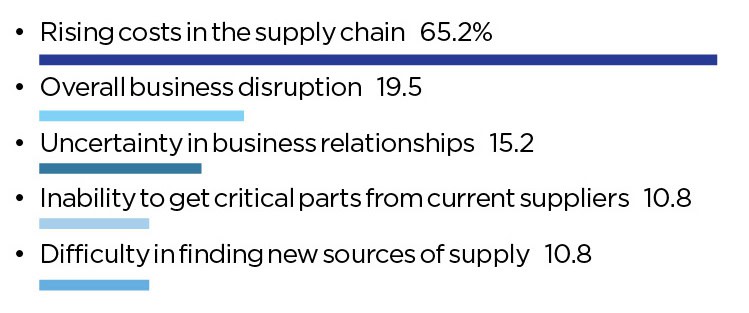
The most damaging effect from the tariffs, say 65% of respondents, is rising costs, followed by business disruption and growing uncertainty in their business relationships (Q2).
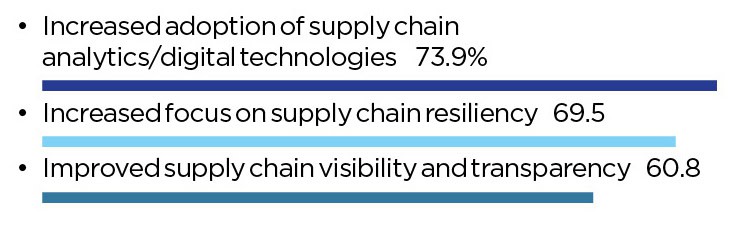
The result of the trade policy tumult is that manufacturers are doubling down on trying to achieve greater resiliency and visibility in their supply chains using digital tools, disciplines that rose to prominence during the COVID pandemic. Nearly 74% of respondents cited increased adoption of supply chain analytics as a key mitigation strategy in the current environment. And nearly 70% said they would be increasing their focus on ways to make their supply chains more resilient using those tools (Q3).
1. More than 40% Say Trump Tariffs Are Having a Negative Impact
Q: What impact are tariffs announced by the Trump Administration having on your company’s supply chain?
2. Rising Cost Is Most Severe Impact of Tariffs
Q: If your company is concerned about the impact of tariffs, what degree of importance would you assign to the following factors? (Percentage selecting 5, the highest level of importance)
3. Digital Tools, Resiliency Are Top Mitigation Strategies
Q: What strategies are you adopting to mitigate future supply chain disruption? (Top three)
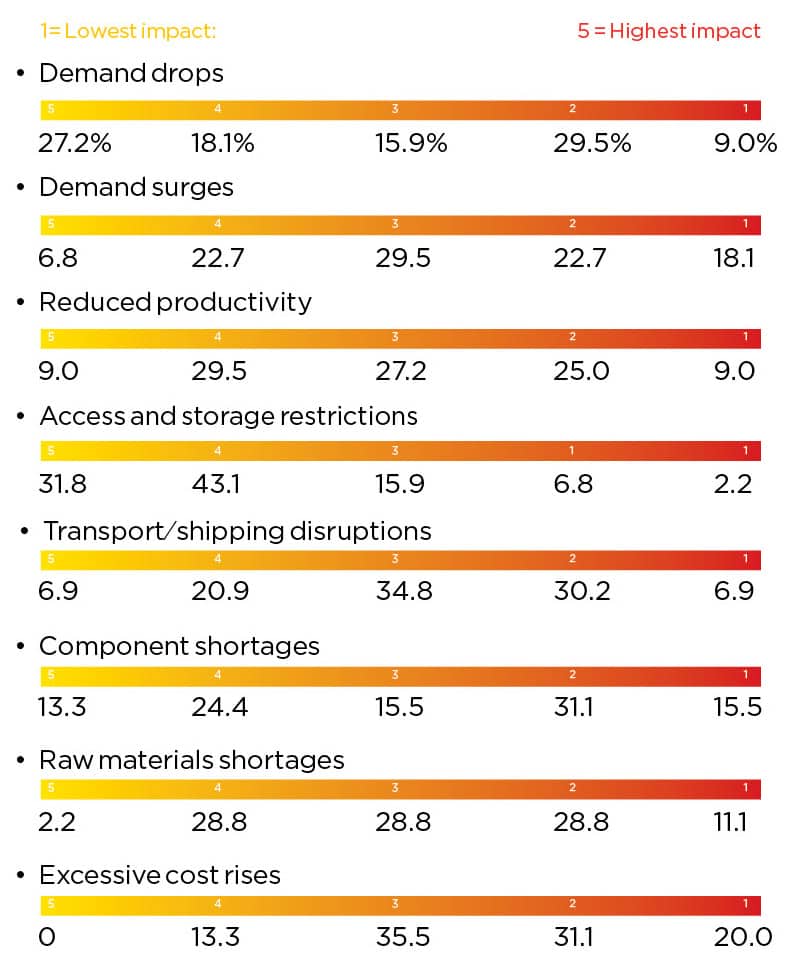
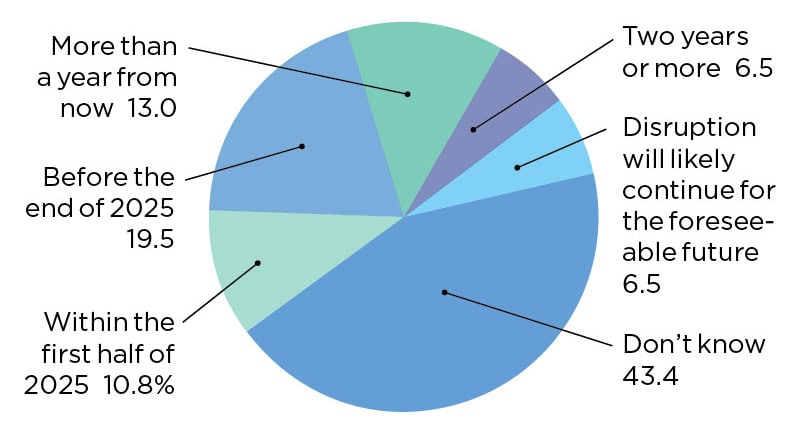
Manufacturers will need these tools not only for tariff-related mitigation. Market disruptions seem to have become the new normal. In recent years, cost pressures, demand surges, and component shortages have also adversely affected manufacturers’ supply chains, according to the survey. For those still dealing with them, there is little consensus on when they might ease. More than 40% say they simply don’t know when disruptions will subside (Qs4,5)
4. Rising Costs, Component Shortages Have Been Key Disrupters
Q: Over the last several years, what have been the most impactful types of supply chain disruptions you have encountered? (Ranked on a scale of 1-5, with 5 the highest level of impact)
5. Most Cannot Say When Disruptions May Ease
Q: If you are still experiencing supply chain disruptions, when do you expect the disruptions to subside?
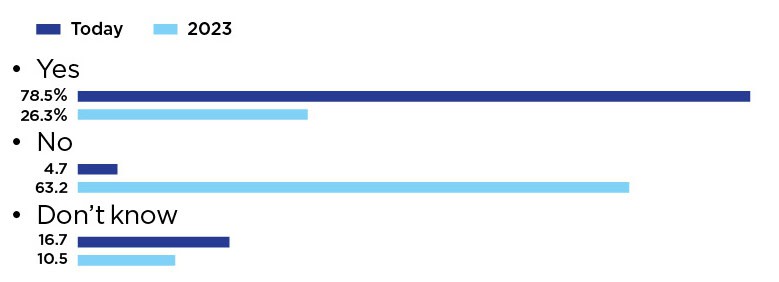
Tracking Resiliency and Integration
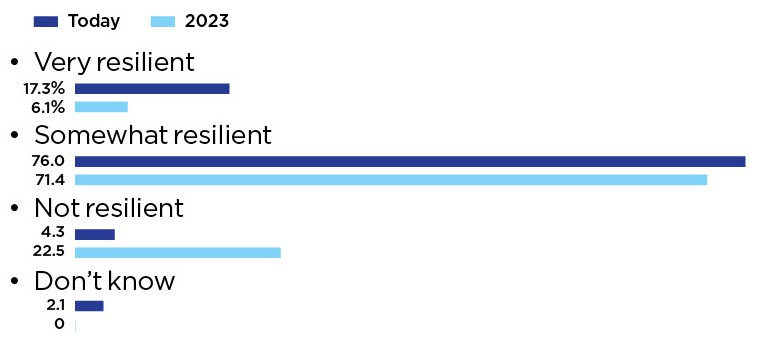
Considering all of the forces affecting supply chains, a determined, sustained focus will be necessary to push the resiliency cart further up the hill given that most manufacturers, 76% according to the survey, are only “somewhat” resilient today. But progress is being made. In the new survey, 17% say their supply chains are “very resilient” today. That compares with only 6% saying so in 2023, the last time MLC undertook a supply chain study (Q6).
Central to this effort are three related things – supply chain process redesign, which 78% in the new poll say there are doing; reducing supply chain complexity, underway by 85%; and the increased adoption of digital tools, which 90% believe are critical to building greater resiliency into their supply chain operations (Qs7, 8, 9).
6. Greater Resiliency Is on the Rise
Q: How would you rate your current supply chain’s resiliency?
7. A Strong Majority Redesigning Supply Chains in Light of Digital
Q: As you adopt more digital technologies across your supply chain, are you also taking the opportunity to redesign your supply chain processes?
8. Reducing Complexity is a Key Goal
Q: Are you making specific efforts to reduce supply chain complexity and increase responsiveness and resiliency to disruption?
9. Digital Seen as Playing Significant Role in Achieving Resiliency
Q: Ultimately, how significant an impact will digital technologies have on creating more resilient manufacturing supply chains in the years ahead?
Of course, digitization and integration are required steps in creating a foundation for greater resiliency.
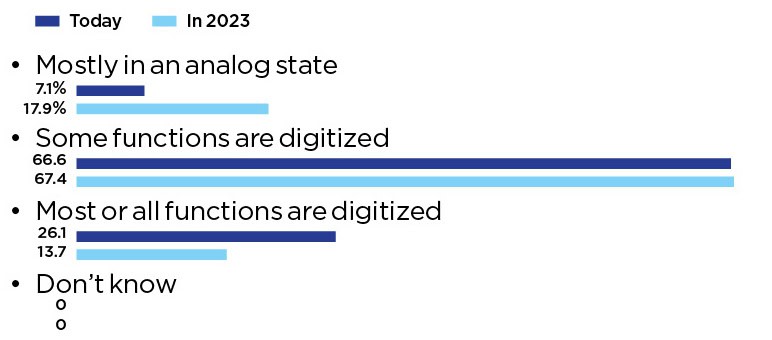
On the digital front, manufacturers are reporting progress, with 26% in the new poll saying that most or all of their supply chain functions have been digitized, up from 13% in 2023. A steady 66% say that some functions have been digitized at this point in time (Q10).
10. Strong Aspirations for Full Supply Chain Integration
Q: To what extent are your supply chain functions integrated today and to what extent do you expect them to be integrated in two years’ time?
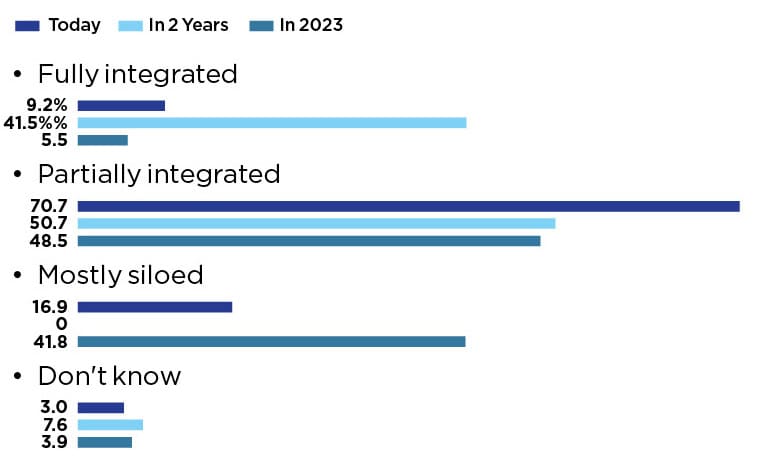
Over the next two years, digital aspirations are strong across functional supply chain areas.
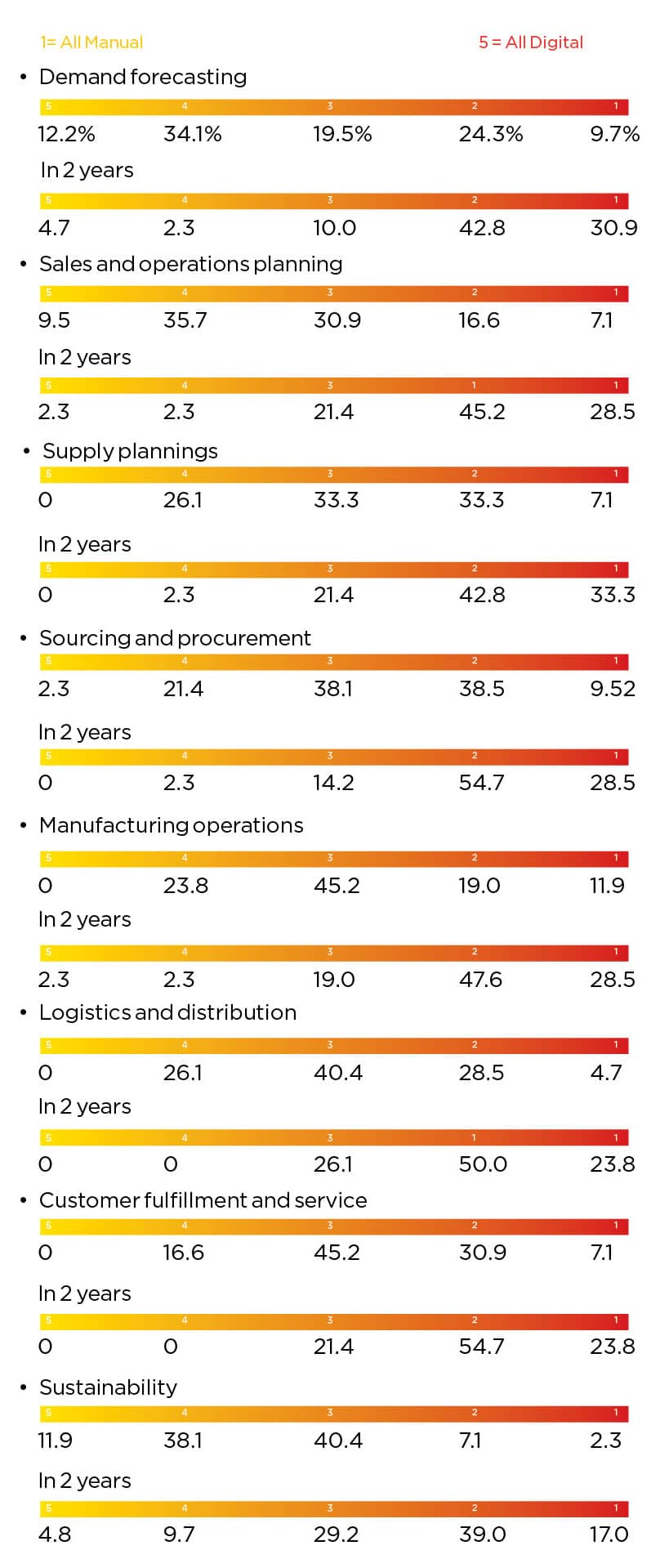
Asked to mark the extent of digitization in eight functional areas today and in two years’ time, survey respondents in each case indicated they want to double and even triple the extent of digitization in their supply chain operations.
For example, only 9.7% say that their demand forecasting process is fully digitized currently. Within two years, though, more than 30% aspire to fully digitize this important process. In manufacturing operations, much the same dynamic is in evidence. Today, 11.9% of respondents say their manufacturing operations are fully digitized, but by 2027, 28.5% expect to be able to claim that achievement. (Qs11,12)
11. Internal Chains Have Become Increasingly Digitized
Q: Which description best characterizes the digital maturity of your internal supply chain functions today (plan, source, make, deliver)?
12. Operations Leads in Digitization but Many Functions Slated for Growth in Next 2 Years
Q: To what extent have you digitized the following supply chain functions today and what do you expect the extent will be in two years’ time? (Ranked on a scale of 1-5 where 1 indicates all manual, and 5 indicates all digital)
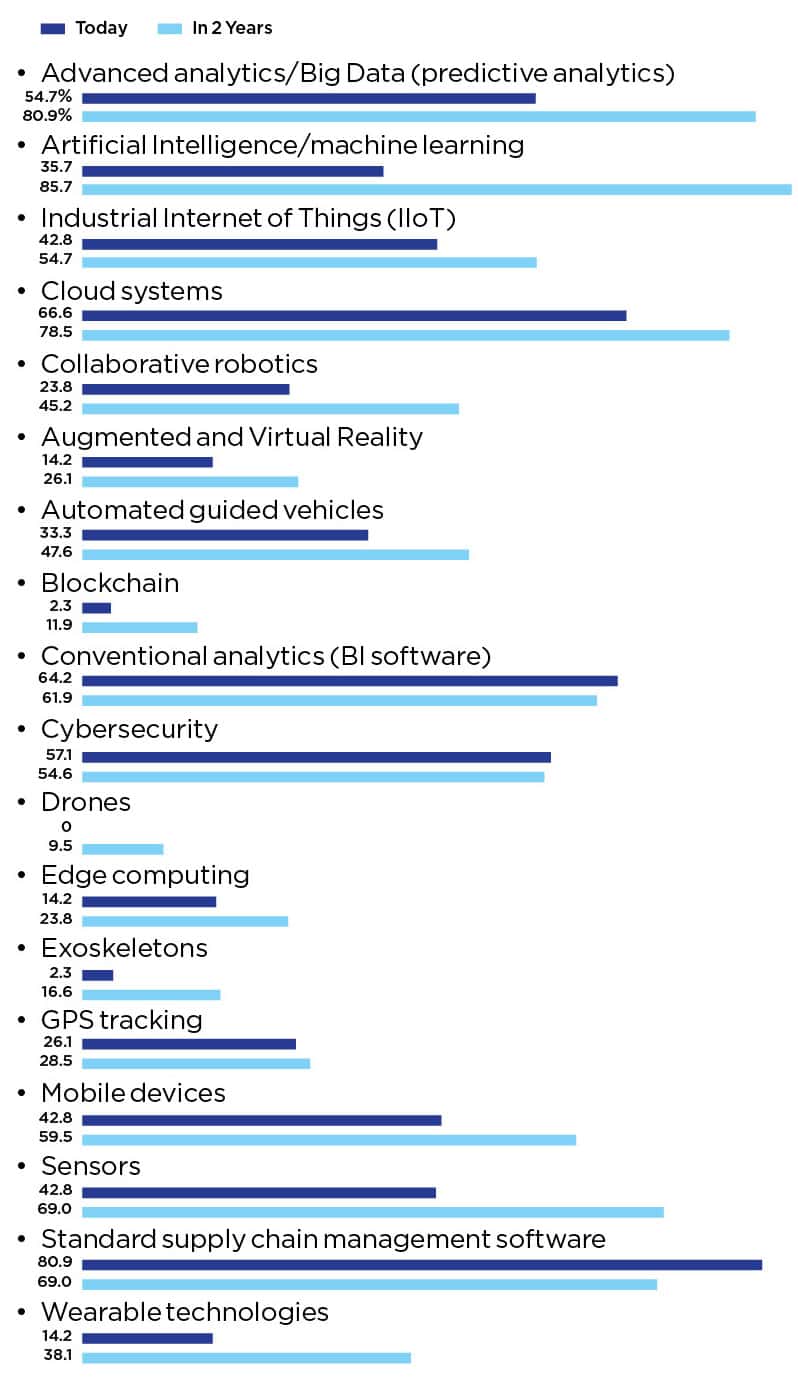
Much the same pattern emerges when survey respondents were asked about the technologies they are deploying to manage their supply chains today and by 2027. Only two technologies – standard supply chain management software and cyber tools – show declines in the next two years, while the rest show, in some cases, very substantial increases.
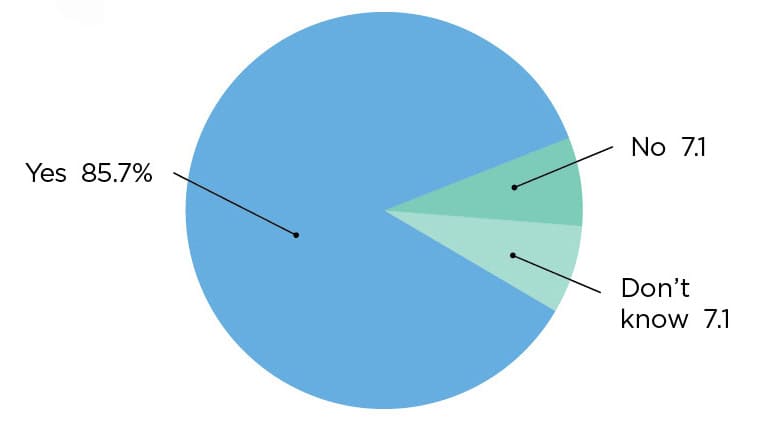
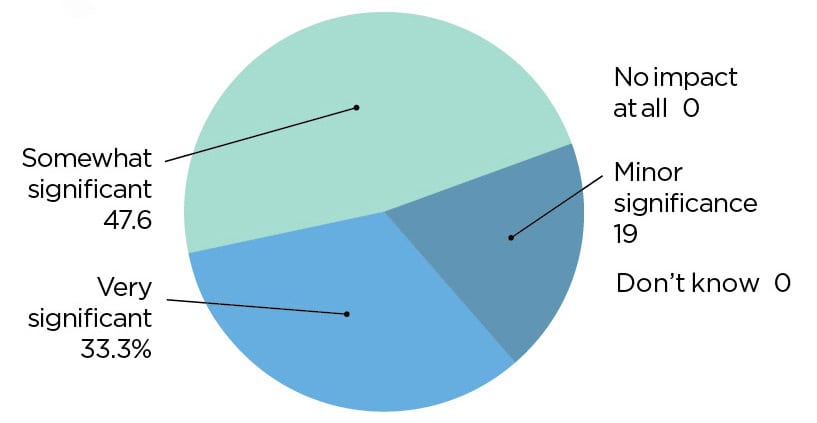
For example, 54.7% said they are currently using predictive analytics software in their supply chain operations, but by 2027, almost 81% expect to be doing so. Intentions with artificial intelligence and machine learning are even stronger, with 35.7% today rising to 85.7% over the next two years. And more than 80% believe that AI will have a significant impact on their supply chain operations over the next few years (Qs13,14).
13. Increasing Reliance on Technologies Foreseen in Next 2 Years
Q: What technologies are you currently using to digitize your supply chain and what do you expect to be using in two years’ time?
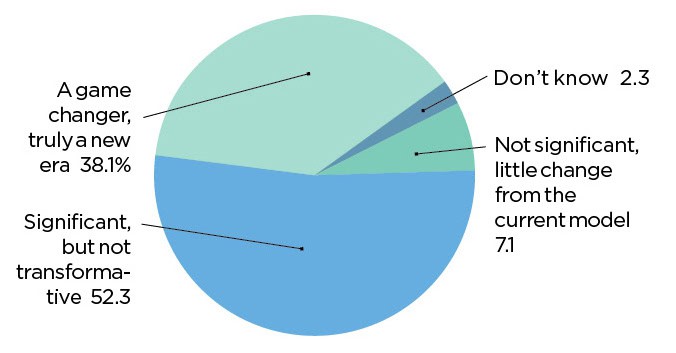
14. Significant Role Foreseen for AI
Q: Looking ahead over the next few years, how significant an impact will AI have on your supply chain?
Opportunities and Challenges
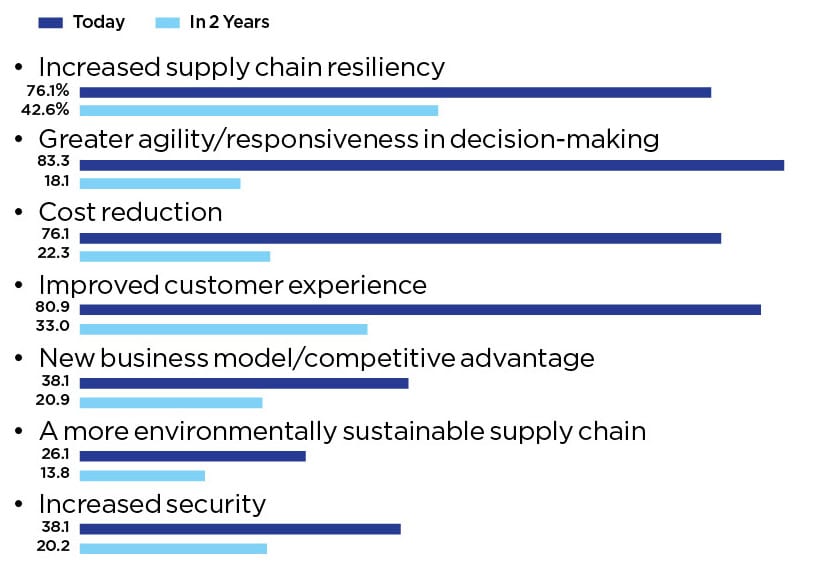
Given the recent experience with the pandemic and the current situation with trade and tariffs, it is not hard to understand why manufacturers are putting so much emphasis on agility, visibility, and resiliency of their supply chains. They have to be able to react quickly to market changes and pivot when necessary. Overwhelming majorities of survey respondents say their top goals are greater responsiveness in decision-making, increased resiliency, cost reduction, and the ability to deliver an improved customer experience (Q15).
15. Agility, Resiliency, Cost Are Top Business Goals
Q: How important are the following business goals associated with your digital supply chain transformation? (Rated high in importance)
But reaching these goals requires streamlined processes and systems that can provide accurate data — and herein lies one of the challenges many manufacturers face.
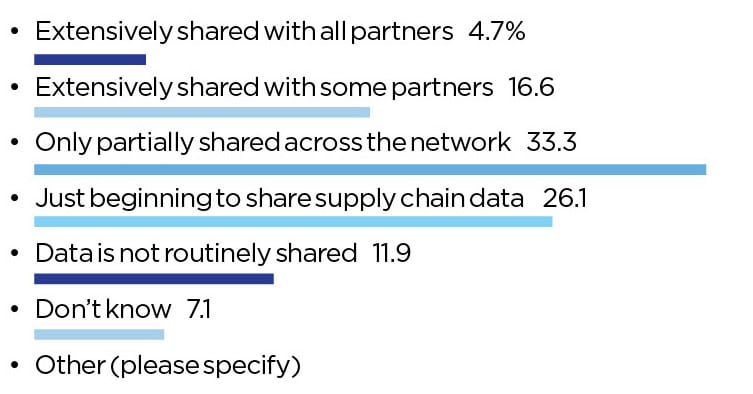
Many companies are still fairly early on in sharing data with partners in their supply networks. Less than one quarter of survey respondents say that data is “extensively” shared with network partners. About one third share data partially across their networks (Q16).
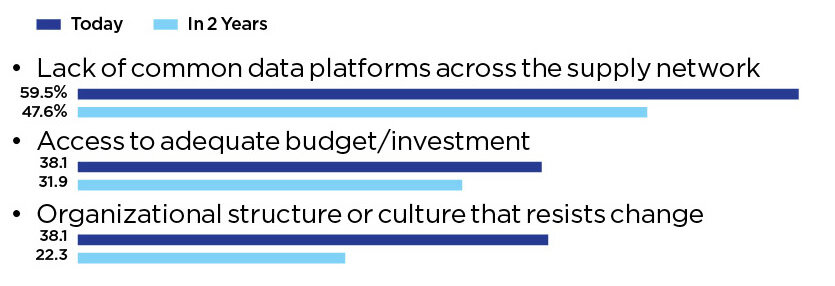
A key reason this is the case, the survey suggests, is a lack of common data platforms in their networks. A strong majority, 59.5%, say the lack of common data platforms is a major challenge in being able to implement an end-to-end digital supply chain strategy (Q17).
If manufacturers need any additional motivation to make progress on this front and achieve the agility and resiliency they desperately need in these turbulent times, they’ve got it now.
16. Data Sharing is Still in its Infancy
Q: To what extent is data routinely shared between any or all of your supply chain partners?
17. Primary Digital Constraint is Lack of Common Data Platforms
Q: What are your company’s primary challenges in implementing an end-to-end digital supply chain strategy? (Top 3)
About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council
Dialogue: Scaling Industry 4.0 at Eaton
Craig Sutton shares how Eaton is scaling digital transformation across 200 plants by focusing on strategy, culture, and technology.
Penelope Brown, MLC: Well, hello everybody, and thank you for joining us for our latest executive dialogue. We are very excited today to be talking to Craig Sutton, who is the Vice President of Industry 4.0 at Eaton Corporation. And what’s also even more interesting, is he’s going to be one of our keynote speakers at the Rethink event that we are having in June in Marco Island, Florida. So we wanted to let you all get to know him a little bit before you join us down there in Florida. So, Craig, how are you doing today?
Craig Sutton, Eaton Corporation: Doing well, looking forward to the opportunity to visit today and the nice weather and the great event you guys always put on. So I hold Rethink in pretty high regard as one of those can’t-miss events that you want to be at.
PB: Well, we’re really looking forward to your session.
So let’s get into some of our questions here. You know, you’ve got a really impressive background in manufacturing and Industry 4.0 that goes back, really, nearly there decades. Can you share a little bit about that career path and what led you to your current role at Eaton?
CS: Yeah, sure. No problem. I started several years ago as just an engineer coming out of school. But I got an opportunity to be involved in a very technical, forward-looking organization that was being launched at John Deere at the time.
It had to do with putting technology onto farm equipment, which back then was really unheard of. We felt like a small little startup in a big company. So that was great and kept that bent towards technology and an innovative spirit. At the same time, I got to go through lots of different opportunities. Some of those are just getting into like core manufacturing and new product development, whether it was in the space of being in quality teams, doing some work around operations and Six Sigma.
I was just building those foundations over the years with opportunities to even get into product engineering. So I would just say that all those core foundational years of understanding how your techniques and your processes work, managing teams—could be small teams, could be larger teams—the pressures of when things are going right, the pressures of when things have not gone right — those are all great experiences that you can look back on and say, “How did you handle those situations that you had?”

“You can create a strategy, but you also have to have your ways that you integrate those and execute them and show how they’re driving improvements”
But what really was an inflection point and a turning point that led me further down this path, was an opportunity to launch what was an advanced manufacturing and innovation group. It wasn’t well defined at all. I always say I think I was handed a PowerPoint with like five bullet points and was asked can you do this? And that was it. There was no playbook that was in place. It was more like “Build this. Tell us what we need to do. What are the changes that are happening in manufacturing that we need to be in front of.”
So we took that and were able to build that into these ideas. At the time, it was kind of the early days of smart factories or Industry 4.0. I went over to Germany actually, and visited with some leading thought leaders in that space to kind of figured out how do we really start to integrate the whole idea of data connectivity, the whole idea of your engineering systems to your manufacturing systems, and kind of started laying out some really nice techniques that were actually adopted and had been adopted.
While all that was going forward too, I always felt it was important to network outside of the company, so I got opportunities to really do that with some of the different types of institutes that were being stood up, and in particular the one that became MxD. That was a really foundational opportunity to connect with people outside my work group and just talk about, “Hey? How do other people do it?” and engage with these thought leaders.
Anyways, all of that kind of led to an opportunity that presented itself where I’m at now with Eaton. They definitely had seen some successes on a handful of plants for digital IoT solutions. And the leadership said, “We’ve got to scale this out. We need to find a way that this isn’t contained to a few plants or in a few departments.”
Like, how does this become something that is mainstream? It’s connected inside of all of Eaton. So that opportunity presented itself. And I’ve been doing this now for a little over four years, four and a half years, just really trying to drive the whole aspect of it.
But in the end, this career is built off the foundational things, always having a bent towards technology, always being intrigued by what was coming next, and coming back to being grounded on what’s in front of you, and balancing that all together.
PB: Yeah, that really speaks a lot to how important those really foundational elements are. No matter how advanced you get with the technology. You know it’s really important to understand all of those things. And, you know, it’s interesting that you bring up the foundations of MxD, because I remember when they were, I believe DMDII was their original name, and it was exciting at that time to be bringing those concepts that were being talked about a lot in Europe and bringing those over here to the U.S. And, of course, seeing how all of that has advanced just industry wide. So that’s all great.
Let’s talk a little bit more about your specific role with Eaton. As their Vice President of Industry 4.0, what are your key responsibilities? And how does your team really help drive that digital transformation across the company’s global footprint?
CS: Eaton is in intelligent power management. What it really means is we focus on electrical solutions, and we also have an industrial solution. But all of those have a foundation of power management in some way, whether it’s in your vehicles and your superchargers or your e-mobility efforts, or maybe it’s moving power in our aerospace, or it’s on the other side of like circuit breakers and switch gears and utilities. All of those are about managing power. So you look at that from the diversity that Eaton has.

“We always talk about one of our competitive advantages is finding a way to scale it out over this many plants. You can be successful, but if you have to start over again that’s not ideal”
It boils into about 200 plants globally that are under the purview of Eaton, and the responsibilities are in integrating Industry 4.0 or digital manufacturing, or M4.0—however, we want to say that—into the work structure that we do to create world class manufacturing operations. And that might sound like buzzwords and things of that nature, but you can look at the way a plant runs, and they can put a lot of effort into trying to understand their capacity or how do they manage labor and stuff. But what we do is, we look at the challenges that our plants have. It’s not uncommon for every other plant trying to manage those basic metrics and say, how does integrating data and digital tools and automation technology bring together a solution that will elevate those performance metrics that we have.
So we have teams of people and we look at it from almost an aspect of a strategy element of what’s our strategy and our roadmaps, our governances, our processes, our tech stack that we have, the ability to look at the value of scaling out solutions. And that’s really part of what we’re doing at our Eaton level—at the corporate level—but we’ve also integrated into all of our business units Industry 4.0 leaders, whether they be also translating those into their specific goals that they have, and even down to the point of integrating in some technical subject matter experts. Because, obviously with 200 plants, there’s a lot of opportunities and there’s a lot of work to be done. So you can create a strategy, but you also have to have your ways that you integrate those and execute them, and really kind of show how they’re driving, really at the shop level, improvements that that are needed to stay competitive and quite honestly keep their metrics green, right? That’s what we want to do. Or create what is viewed to them as a world class level that they’re trying to achieve.
PB: And so 200 different manufacturing facilities is quite an impressive footprint, and I’m sure that you’ve run into, probably I’m guessing, a lot of challenges in getting that integrated strategy across all of those locations. We hear a lot about disparate systems or people kind of having their own fiefdom, so to speak—maybe beyond the metrics that they want to see whatever that looks like. But you mentioned the leadership piece. What are some of the maybe pieces that you find to be important to succeeding when you’re really trying to approach scaling digital transformation across such a diverse global footprint.
CS: I won’t say we’re unique, but what we have is we have grown into this company through several years of going through acquisitions and business transformations as to what we’re going to do.
Fantastic, right? Getting an acquisition bringing them in, but also you get a chance to adopt whatever their system is, and their technologies, and their processes that they use, and—to some extent—even their culture that made them successful, and now you’re bringing them into the Eaton culture. So one of the things that’s sitting out there is that 200 is made up through an acquisition model that we have. And so we do have a lot of different systems.

“How do you not create what some people will call a snowflake or a unicorn factory every time just because they will claim ‘we’re different’”
At the same time, I would say, even if we didn’t have that complexity of all those systems, we do a lot of different type of manufacturing “archetypes”: engineered to order, made to stock, made to order, configured to order. Those are just elements of the realities that we have. And so, the challenge that we also have, is finding a way to implement a set of solutions when those archetypes and those processes for them to be successful are so much different. And these questions of how do you try and not create what some people will call a snowflake or a unicorn factory every time just because they will claim “we’re different,” right? And we know that they’re different, but we also don’t want to be different in the aspect that we’ve tried to almost suboptimize that snowflake that we end up not having any type of speed and scale.
For us, we always talk about one of our competitive advantages is finding a way to scale it out over this many plants. You can be successful, but if you have to start over again that’s not ideal. So all of that’s kind of brought together.
We have a framework for our strategy where we talk about governance models, we have common processes and common ways to even look at financial impacts, and how is that tying in with some of the other aspects that we have. I would say, one of the important things that we look at is a skills and a capabilities development across the board. So just an example, if we’re going to be doing automation-type technologies, we know that there are a lot of fantastic automation suppliers out there. There are also a lot of different automation techniques. But for us, we’re trying to find like, “Hey, what’s a type of technology that we’re going to double down on not only the technology and the vendor but at least raise our skill sets up, too, so that we’re not trying to like really have a lot of competing or conflicting or unaligned opportunities there.” So we do that.
And then, obviously, I still believe that it’s important to have a foundational tech stack that those skills can leverage. And those tech stacks go from the shop floor levels all the way up to a cloud level, to an integration level, across all of your ERPs and your PLMs, and your warehouse management systems. So, being very confident in how a tech stack should work.
And then the final thing—and I mentioned it earlier—we have to always be thinking about scale and not get caught up into some interesting, unique little technology that looks great and solves one small problem, but doesn’t solve some of our other problems. Or we get concerned that we lock it into like one unique environment, and we can’t take it across all those other ones.

“We have to always be thinking about scale and not get caught up into some interesting, unique little technology that looks great and solves one small problem”
Laying all that out with the complexities that I talked about with how different we are, those are the challenges that we get to tackle every day.
PB: So you’re really talking about many of the holistic elements of digital transformation. Last year we had you at Rethink on a panel where one of the things you mentioned was that digital transformation isn’t just technology, even though, as you mentioned, that’s quite important. But it also requires some structure and strategy, and really cultural change, too. So can you share how you’ve taken that three-pronged approach to succeed.
CS: Yeah, yeah. And I think that one of the things that we will continue to say, and maybe this is where an organization will naturally have to evolve through this, and don’t discount the fact that deep technical knowledge is fantastic. You have to have that right. I see that as like table stakes for being in this.
But what we started to learn is, you want to be careful that you’re only being caught up with this person who’s got a bent towards technology and that’s all they do. Because we’ve truly seen that in plants before that you may have had a leader who was really excited about something, and he got another opportunity to take on a different leadership position and the plant gets left, and you’re like, “Wait a second. We never really changed the culture in that plant.”
So we have a shift where we really have put a lot of effort into what’s the digital mindset culture that has to be implemented in your operations? And when I say that we’ve put a lot of effort into building out a framework. And we almost take technology and say, we’re going to talk about that later. Let’s first talk about plant manager, quality manager, HR manager, finance manager. Their job is to run this plant. Now, the question that we have is, what is the culture that they implemented in it.
We’ve gone in and been able to talk with hiring managers who have said, “Hey, we’ve changed our interview process. We need to know that they know how to use examples of connecting digital data, using ways of real time data to make better decisions.”
Or our finance people who are saying, “Help us to find inefficiencies in the same way that our shop floor workers have or maybe our salary workforce has in making decisions like quality managers.
So what I’m saying is, the culture starts to change whenever the whole leadership group and the whole elements of your plant workforce start to thinking that way.

“We really focus on that culture part. We focus on the next stage—like, this is here to improve your operations, this has improved your metrics, your results”
We engage with plants to have—we’ll call them “learning centers.” Some people will call them like maybe a lab. But a place that doesn’t have to be like a big massive place, but a place that somebody can walk into and say, “Hey, could you see a robot doing a task? Could you actually have them do a simple programming of a robot?”
And it’s not in the fact that we’re looking for them to be programmers and things of that nature. We’re trying to teach them that these have a lot of capabilities. They have a lot of skill sets. Maybe it has a passion that we can ignite in a person to bring that forward and empower them to make it.
We really focus on that culture part. We focus on the next stage—like, this is here to improve your operations, this has improved your metrics, your results.
In the end of the day, you can do cool stuff, but if your metrics have a lot of sustaining red in them, it’s going to discount what you did and what you did to drive it. Did it make your metrics red? Did it make you more competitive?
We even talk about what’s it doing to impact your inventory levels or your productivity levels or your quality levels. We’re trying to tie it to these important metrics that we know everybody gets measured on.
And then we try to bring our portfolio of technologies that you are willing to accept and you’re willing to understand that it might take an investment to solve those solutions. And that’s really the approach that we really doubled down on a lot. I would say that’s been a shift that we had. It felt like a technology-first approach back several years ago, to now it’s a let’s look through the culture and make that happen.
“In the end of the day, you can do cool stuff, but if your metrics have a lot of sustaining red in them, it’s going to discount what you did and what you did to drive it”
I will say the positive is we did build up a portfolio of successful stories that has been important to bring into people willing to say, “Now I buy into your culture. You showed me that it can be done. I believe in you.”
So that’s really our approach, that we do.
PB: Yeah, culture really is that intangible thing that I think is probably one of the hardest things for businesses to tackle, but also just a huge competitive differentiator. So it’s really great that you’re putting that much emphasis on that and understanding how important that is.
One last question before we let you go. You mentioned automation a little while back. And I know we’ve heard you talk before about moving away from automation toward autonomy. What’s that transition look like? And why do you think that’s important?
CS: To us, obviously, automation is a great place to start. And we see a lot of those fantastic opportunities that sit in front of us with automation.
But you have to look at it going, “Where is it taking us? Where can we go?”
And I would even say that the whole idea of going from automation to more of autonomy is way bigger than just looking at a robot. It’s truly about systems working together, and intelligence being laid on top of it.
And I really believe that if you reverse the clock to about three years ago, it did just feel like a slogan, like a north star that somebody had. The “factory of the future” is where you would get to. The lights out concepts, and all of that.
I think what’s changed a lot is how the aspects of the AI overlay into an automation overlay has now led us to the fact that these ideas of autonomy are actually viable. They’re actually something that you can achieve. We can go into work cells where you can see these work cells have a high level of automation in them.

“The whole idea of going from automation to more of autonomy is way bigger than just looking at a robot. It’s truly about systems working together, and intelligence being laid on top of it”
But the trick is still being able to connect systems.
Whether it’s systems on the orders, which are bringing material in and moving them out, and being dynamic to switch in the fact that, “Hey, we had a shift in an order,” or maybe “we had to kick some parts off because they need a quality check”—things of that nature. And then moving it to the point that now we got to move it over to our warehouse for shipping.
Whether it’s the first mile or the last mile to those workflows are really complex because we have a lot of decision making that we have to have. And we see that automation and AI partnering together to bring us that value that’s coming into it.
I always think about it like the fact that we’ve talked about the autonomous car. I don’t know if an autonomous car is right for me, but I am so appreciative of when I see what an autonomous car can do, because a lot of those technologies that you will see in the autonomous car, you are now buying in your car today. The lane departure things, the intelligence of presence around you, auto braking, the smart elements of cruise control, and the safety features, and the fuel efficiencies or the motor efficiencies—all of those are necessary to get to the autonomous car, but they’re not exclusive only to the autonomous car. We all get to work through that. So just having the vision of how would you get to autonomy brings it back.
The other thing I just want to talk about, because I know that people all say, “Wait, autonomy sounds like lights out factory. It sounds like there aren’t people involved.” That’s not what we’re trying to get to by any means. We all know this: there’s so much opportunity. We all probably have labor challenges every single day. Humans are very good at certain things. They are very, very good at certain aspects. There’s other things that we have no choice but to have a human do the work. But we know that automation could augment that and could enhance it.

“We’re actually finding ways to grow our businesses and enhance the productivity that we have in the plants and the people in the workforce that we have”
So if we have labor challenges, anyway, what we are actually seeing is when we put in automation, we’re actually being able to repurpose. We’re able to drive growth in our plants. We’re actually seeing the fact that we can add more material flow through it. We can take on more sales. We’re not limited by the only way to do that is to add X number of people with X number of capital going to machines. We’re actually finding ways to grow our businesses and really enhance the productivity that we have in the plants and the people in the workforce that we have. So it’s kind of an interesting dynamic that, if you look at it from a maybe a high level, you might have some macro fears and concerns, but when you boil that down to seeing the way that we are improving the efficiency of our operations and our workforce, it’s really a pretty fascinating area that we’re seeing breakthrough as we overlay these technologies together.
PB: Well, these have been some really great insights, Craig, and I know I’m very excited to see you down in Marco Island, and I’m sure everyone else watching is as well. So thank you so much for your time today, and we are very much looking forward to your keynote coming up.
CS: Thanks a lot, Penny. I appreciate it, and we’ll have a great time.
PB: All right. We’ll see you then. M
Portions of this interview have been edited for clarity and length.
About the Interviewer:

Penelope Brown is Senior Content Director for the NAM’s Manufacturing Leadership Council
Four Ways to Leverage Spatial Computing in M4.0 Supply Networks

As manufacturers confront rising supply chain complexity, spatial computing offers new approaches to enhance resilience and enable real-time collaboration.
![]()
TAKEAWAYS:
● Spatial computing enables hazard-free training environments that accelerate workforce development while reducing risk exposure across supply networks.
● Real-time visualization of facility data through spatial computing allows manufacturers to identify and address supply chain disruptions more quickly and effectively.
● Advanced collaboration capabilities through shared virtual environments help distributed teams work together seamlessly to resolve supply network challenges.
Manufacturing stands at a pivotal moment in its digital transformation journey. As supply networks become increasingly complex and vulnerable to disruption, manufacturers must leverage emerging technologies to enhance resilience and maintain operational continuity. Spatial computing – which seamlessly blends digital content with the physical world – represents a powerful tool for strengthening manufacturing operations and supply networks.
While many manufacturers are still exploring spatial computing’s potential, early adopters are already seeing significant benefits across four specific ways that directly impact supply network performance and resilience. Let’s examine each approach and its practical applications for strengthening M4.0 supply networks:
1. Enhanced Workforce Development: Training for Supply Network Resilience
The first way manufacturers can leverage spatial computing is through its ability to create safe, immersive training environments. By overlaying digital content onto physical spaces, manufacturers can provide hands-on training without exposing workers or equipment to unnecessary risk. This capability becomes particularly valuable when onboarding new employees or implementing new processes across multiple facilities in a supply network.
For example, a manufacturer can create virtual scenarios that simulate common supply chain disruptions, allowing teams to practice their response protocols in a risk-free environment. Workers can interact with life-sized virtual equipment, practice complex procedures, and learn from mistakes without impacting actual operations. This approach not only accelerates skill development but also ensures consistent training across distributed facilities – a crucial factor in maintaining supply network reliability.
2. Real-Time Data Visualization: Enhanced Supply Chain Visibility
The second way spatial computing strengthens supply networks is by transforming how manufacturers interact with operational data. Traditional methods of monitoring supply chain data often involve multiple screens, spreadsheets, and dashboards that can be difficult to interpret quickly. Spatial computing creates intuitive, three-dimensional visualizations that map directly onto physical spaces.
Imagine a warehouse supervisor who can see real-time inventory levels, temperature zones, and throughput metrics overlaid directly onto their field of vision. This immediate access to contextual data enables faster decision-making when disruptions occur. By combining IoT sensor data with spatial computing interfaces, manufacturers can create digital twins of their facilities that provide unprecedented visibility into operations and potential bottlenecks.
3. Advanced Collaborative Problem-Solving: Unifying Distributed Teams
The third way spatial computing enhances supply networks is by enabling new forms of remote collaboration that go beyond traditional video conferencing. When supply chain disruptions occur, the ability to quickly collaborate across distributed teams becomes crucial. Teams across different locations can share the same virtual space, examining 3D models of products, equipment, or entire facilities together in real time.
This capability proves particularly valuable when troubleshooting complex supply chain issues that involve multiple stakeholders. For instance, when a quality issue arises, engineers, suppliers, and production teams can simultaneously examine virtual representations of the problem, regardless of their physical location. This immediate, immersive collaboration helps organizations respond more quickly to disruptions and implement solutions across their network.
4. Predictive Maintenance Evolution: Preventing Supply Chain Disruptions
The fourth way manufacturers can leverage spatial computing is through enhanced predictive maintenance capabilities. Equipment failure can trigger cascading disruptions throughout a supply network. Spatial computing takes predictive maintenance to the next level by combining real-time equipment monitoring with intuitive visual interfaces. Maintenance teams can see critical performance data overlaid directly on equipment, making it easier to identify potential issues before they cause significant disruptions.
More importantly, this technology enables remote experts to guide local teams through complex maintenance procedures, reducing downtime and ensuring consistent maintenance practices across multiple facilities. When combined with AI and machine learning capabilities, spatial computing can help predict potential equipment failures and automatically generate maintenance workflows, further strengthening supply network resilience.
Creating an Implementation Roadmap
The journey to implementing spatial computing requires a structured approach. Organizations should begin by identifying specific pain points where the technology can deliver immediate value. A successful implementation typically follows three phases:
- First, focus on infrastructure readiness. This includes assessing network capabilities, establishing data integration protocols, and ensuring cybersecurity measures can protect the expanded digital footprint.
- Second, prioritize user adoption through comprehensive training programs and champion networks within each functional area.
- Third, develop clear integration protocols with existing systems, ensuring spatial computing enhances rather than replaces current M4.0 initiatives.
Metrics for Measuring Success
To justify investments in spatial computing, manufacturers need clear metrics aligned with supply network objectives. Leading organizations track both immediate operational improvements and longer-term strategic benefits:
Operational metrics include reduction in training time (typically 40-60% improvement), decrease in maintenance-related downtime (25-35% reduction), and improvement in first-time-right quality metrics (15-30% enhancement). Strategic benefits encompass enhanced supply network visibility, improved cross-functional collaboration, increased workforce flexibility, and strengthened supplier relationships through shared virtual environments.
Looking Ahead
As spatial computing technology matures, its applications in manufacturing will expand beyond current use cases. The integration of AI and machine learning will enable more sophisticated predictive capabilities, while improvements in hardware design will make extended use more practical for daily operations.
Success in this transformation requires a balanced approach that considers both technological capabilities and human factors. Organizations must invest in change management and skill development while building the technical infrastructure to support these advanced applications. By taking a methodical approach to implementation and maintaining a clear focus on measurable outcomes, manufacturers can leverage spatial computing to create more resilient, efficient, and adaptable supply networks ready for the challenges of tomorrow. M
About the author:

Ed LaFoy is Lead Engineer Manager at TXI.
The Foundations of Enabling an M4.0 Supply Network

Today’s competitive supply networks are digitalized, responsive and flexible enough to adapt rapidly to changing markets, challenges and opportunities.
![]()
TAKEAWAYS:
● Looking at your supply network as an extension of your business provides an opportunity to significantly improve results.
● The goal is to reduce latency and enable agility across all aspects of the supply chain decision process.
● Increased collaboration, visibility and improved execution across the supply chain are now the keys to success.
Properly managed supply chains have long been instrumental in the success of manufacturers, with the leaders continually adapting as capabilities have evolved. Walmart was an early pioneer in driving costs out of the supply chain through automation, technology, global sourcing and creative logistics. Amazon added additional speed, transparency and visibility to give rapid deliveries and almost real-time order and delivery status, even expanding to support third-party manufacturers and sellers — which currently represent more than 60% of their retail business. Success in supply chain management combined with organizational scale has given both companies significant control over the market and the manufacturers that supply them. They set a new bar for how supply chains should be managed.
Conversely, many manufacturers have been negatively impacted by their inability to effectively manage their supply networks. There have been stories of companies that outsourced their supply chains without providing proper oversight that resulted in issues with quality, deliveries, customer satisfaction and margins. During the Covid pandemic, in addition to supplier challenges, an overreliance on the just-in-time replenishment model compounded shortage issues, leading to missed opportunities for many manufacturers. With the complexity of the global supply chain, it took years to bring supply chains back to a “normal” state.
Manufacturing 4.0 supply networks are digitalized, responsive and flexible enough to adapt rapidly to changing markets, challenges and opportunities.
Now, with increasing nationalistic pressures, constantly changing regulations, new tariff challenges and the introduction of rapidly evolving transformative technologies, it is even more critical that manufacturers manage their supply chains to the most optimal level possible. Increased collaboration, visibility and improved execution are now the keys to success. Manufacturing 4.0 supply networks are digitalized, responsive and flexible enough to adapt rapidly to changing markets, challenges and opportunities. The following ideas can help optimize and positively transform your supply chain.
Make the Supply Network an Extension of Your Business
Looking at your supply network as an extension of your business vs. treating suppliers like traditional vendors can significantly improve results. Using a unified system that offers full visibility into the supply chain while integrating the supply network with shared systems can help standardize processes, maintain quality standards and ensure delivery commitments are met. Integrated feedback loops to ensure process and quality compliance enables the business to improve performance, reduce costs and bring about better execution. Automated business processes throughout operations and the extended supply network enables better efficiencies.
One company that has found success with this is Cohu, a global technology leader in semiconductor test equipment. As a high-tech manufacturing company, they are heavily reliant on outsourcing to build and supply their products. Their success is dependent on integrating their suppliers into their manufacturing business to ensure high-quality and on-time deliveries.
The earlier that a problem or opportunity is identified, the greater the manufacturer’s chance of achieving a quick and optimal resolution.
“One system and one process means that production managers in Malaysia don’t have to work with three or four different processes and workflows when engineering change orders come through,” said Cohu CIO Craig Halterman. “As we extended our supply chain solution to our suppliers, we now capture information about the components they make early, so we don’t find out that a piece didn’t pass inspection or was made outside of a certain control limit when we’re putting our machines together. Any time we can reduce the quality issues coming in our door that we have to pass back to the supplier is a major improvement.”
A critical element of success is closed-loop feedback that enables quality processes and validates that the processes were followed. As Ronald Reagan famously said, “Trust but verify.”
Enable Rapid and Improved Decisions
As manufacturers deal with increased turbulence across the supply chain, the goal is to reduce latency and enable agility across all aspects of the supply chain decision process. This includes time to identify problems, determine resolutions and execute the best solution.
The earlier that a problem or opportunity is identified, the greater the manufacturer’s chance of achieving a quick and optimal resolution. Clear visibility across the supply chain and business operations is essential. Best-in-class processes like Sales and Operations Planning (S&OP) and Integrated Business Planning (IBP) provide a strong foundation for making faster, more informed decisions. However, disconnected, spreadsheet-based processes often hinder the timely flow of critical information. Some manufacturers run monthly S&OP cycles that take more than a month to complete. This can lead to missing the critical feedback loop that is essential for success.
IBP enhances these capabilities by integrating financial planning more effectively. For instance, incorporating financial planning tools with supply chain scenario planning enables rapid analysis of tariff impacts, improving adaptability. Additionally, including the supply network in collaborative forecasting and capacity planning further strengthens the overall process, leading to better outcomes.
Leverage New Technologies for Optimization
Manufacturers have long leveraged technology to enhance supply chain capabilities. Initially, computer systems evolved from material requirements planning (MRP) to enterprise requirements planning (ERP) to optimize processes across the business. Demand planning was an early adopter of AI, utilizing advanced techniques like Bayesian Markov forecasting to improve forecast reliability. AI-driven anomaly detection has enhanced quality control, predicted deviations and improved supply chain data. Meanwhile, IoT has improved machine connectivity and business processes, enabling early warnings and automating execution.
In recent years, AI has emerged as a major disruptive force in supply chain management. Both traditional and generative AI are becoming embedded across organizations, increasing agility, enhancing performance and boosting employee productivity. This is especially crucial as the National Association of Manufacturers’ annual surveys consistently highlight a persistent shortage of skilled workers.
AI now offers even greater advantages, such as more accurate transit time predictions, improved supply chain risk identification, and enhanced demand forecasting through the integration of external data. AI-powered planning advisors help supply chain professionals analyze supply and demand data more efficiently, while AI-driven supplier onboarding accelerates quality assessment and data validation. With AI increasingly embedded in business processes, the potential for improvement is vast. Generative AI, in particular, will initially serve as an intelligent advisor — offering insights, feedback, first drafts, and fast, accurate responses — enabling better, faster decision-making. These advancements will make supply chains and their supporting networks more agile and responsive.
Build a Skilled Workforce
For years, surveys from the National Association of Manufacturers have highlighted a persistent shortage of skilled workers — a challenge that will become even more critical as AI adoption accelerates. To keep pace, employees will need to continuously develop new skill sets to enhance efficiency and adapt to evolving roles. While some may fear that AI will replace highly skilled supply chain professionals, the reality is that AI will likely raise the bar, requiring manufacturers to become even more agile and responsive.
Rather than replacing workers, AI will serve as an enabler — automating repetitive and mundane tasks so employees can focus on creative, strategic and complex problem-solving. A key skill for the future workforce will be understanding how to effectively integrate AI into business operations. Concepts such as digitalization and Manufacturing 4.0 will be essential for driving process connectivity and business transformation.
Beyond traditional skills like communication, supply chain management and data analysis, employees will need to develop expertise in leveraging AI to enhance decision-making and optimize supply networks. By mastering these new capabilities, they will play a vital role in transforming manufacturing operations, addressing future challenges and opportunities and ensuring they remain indispensable to the success of their organizations. M
About the author:
John Barcus is Group Vice President, Manufacturing Industries & Emerging Technologies at Oracle.