Davos 2023: Takeaways for Manufacturing
A personal perspective by Augury CEO Saar Yoskovitz on his most important takeaways for manufacturers from the World Economic Forum’s annual meeting in Davos last month.
This year’s World Economic Forum’s (WEF) Annual Meeting at the Swiss resort of Davos was both intense and inspiring. Among the many attendees, world leaders in government, business, and social institutions were present. Speaking to them and hearing their thoughts is a unique opportunity as those conversations can shed light on global problems and innovative solutions. And since the previous WEF Annual Meeting last May, the mood has shifted.
Last year, during Davos 2022, the world was in the midst of a recession, the Russia-Ukraine War had just started, supply chains were at risk, and “de-globalization” was one of the most used words at the event. Any discussion about the environment or financial support for sustainability seemed hollow in those conditions.
This year, things appear to be considerably more stable: Ukraine is holding up, the energy crisis has been avoided in most countries, the world’s inflation appears to be under control, and supply networks are expanding. All these together made it possible to have a far more fruitful discussion on how to address the main problems manufacturers are currently facing.
In It Together
The first key takeaway was that manufacturers are increasingly coming together as the challenges smaller and mid-size companies are experiencing look very similar to those that some of the world’s largest companies are battling with at the moment. Everyone is looking for signs of economic certainty over the next couple of years. Leaders of all types of companies are trying to balance the need for expansion with wise resource management.
Simultaneously, global issues such as sustainability, workforce change, efficiency, and the effectiveness of a global industrial and manufacturing base are all being considered seriously by manufacturers big and small, with workforce and skills-related topics being top of mind. Businesses of all sizes now understand that progress and growth still depend on the fundamentals: people coming together to work out the details, agree on a course of action, and put in a genuine effort to bring about change.
Technology’s Coming of Age
Each annual meeting brings a rush of studies on a range of topics. This year these included how the circular transformation of industries is unlocking new value, how over a hundred WEF Lighthouse Factories are showing the way forward to a more sustainable future, and how various industrial clusters are using technology to move towards Net Zero. What’s good about these reports is how they’re starting to focus more on what’s actually happening, rather than what should be done.
The next stage of this involves scaling those world-leading Lighthouses, highlighting the unique cases of transformational success that shine brightly across manufacturing. In many ways, this represents the next step in building a global society in which the combined efforts of humans and machines improve the quality of life in all respects.
Enter Glocalization and Friendshoring
While “de-globalization” was last year’s big word, in 2023 it was replaced by “glocalization”. This captures the idea that while our supply chains are becoming more localized, they still need to be internationally connected. Glocalization strategies can help manufacturers become more resilient, a trend that is also happening naturally as part of the global energy transition. Alternative energy sources are typically closer to home and more difficult to move. For example, solar energy is produced during the day and wind energy during windy conditions in multiple locations but, at the moment, neither the bulk storage nor transportation methods exist for these two types of energy to be easily transferred any significant distance, which naturally leads to more decentralization. Factories will tend to be located where the cheapest and cleanest energy is available, as previously happened with data centres.
Friendshoring was another emerging term at the WEF this year. It is swiftly replacing the traditional strategy of offshoring and reflects how manufacturers are now turning towards countries that share similar values and have more compatible trading approaches. Friendshoring can also help reduce reliance on a single source. This is especially evident in the semiconductor sector where approaches like the US/EU IRA and CHIPS laws represent a significant step forward.
Circular Supply Chains
Larger organisations are also giving more sustainable and circular supply chains top priority as a result of impending regulations around carbon reporting, like Scope 3. This reporting looks at a product’s whole footprint by taking into account the upstream and downstream environmental impacts of its supply chain.
Some people have already called such developments “a nightmare.” It can definitely be hard. Many companies are doing their best to track supply chain emissions effectively, but there is a severe lack of the necessary frameworks or tools to do so. To make matters worse, Scope 3 also varies depending on the manufactured product. For example, Scope 3 only accounts for 6% of the emissions from a cement factory, but it might account for 80% of emissions in the automobile or food sectors. As a result, manufacturers need to come together as an industry to make the reductions needed to their overall carbon emissions.
Talent and Talent Again
Access to talent is still a hot topic, but with a new twist. Now, companies are shifting their focus from Labour Cost Arbitrage to Skills Arbitrage when making investments in new geographies. In other words, people are asking themselves about the locations of the best talent that can make better use of automation and digital tools to increase productivity. This shift towards skills is expanding the talent pool.
A Way Forward
In short, this year’s WEF leaves space for optimism. Manufacturers have more clarity on the challenges that lie ahead, they understand more about how to overcome them, and they have the right tools to do so. It certainly won’t be easy, but by working together, manufacturers, governments, and wider industries, have a better chance than ever to make a difference and chart a clearer path forward for the future.
 Saar Yoskovitz is Co-Founder and CEO of machine health company Augury.
Saar Yoskovitz is Co-Founder and CEO of machine health company Augury.
Dialogue: Yokogawa’s Autonomous Ambition
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Survey: Smarter Factories Are on the Way
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
M2030 Perspective: Exploring the Promise of Industrial AI
AI promises to foster a mutually augmented human-machine relationship, making the workforce more productive and strengthening manufacturing capability.
![]()
Artificial intelligence is already becoming a commodity tool that is permeating our lives. If you have used Google maps, Apple maps, or shopped on Amazon, then you have already been touched by AI.
Driven by Data
AI is essentially the simulation of human intelligence using computers. Machine learning (ML) is a subset of AI that is used to automatically learn from data without being explicitly programmed. The two key words here are simulation and data. While we’ve all heard about the great promise of AI, it is still a simulation of human intelligence. Right now, human intelligence is superior to artificial intelligence in many sectors, and certainly in manufacturing. Part of the reasoning here, is that AI has yet to be trained in the vast field of manufacturing. Such training requires data. One thing that we do know from manufacturing is that we have significant levels of automation, and that automation has serious amounts of sensors and sensing capabilities on board. So, while there is still much to be learned about AI in manufacturing, we do have substantial amounts of data for that training.
Understanding the Opportunity
Many initial forays in using AI in manufacturing have been tried. One approach is to take all of the data coming from manufacturing operations and feed them into commercially available AI algorithms to find patterns linking various elements of the manufacturing process to the outcomes (e.g., quality, process health, and the tuning of operations). Many of these attempts are what one would call “black box”, in that they are basically just throwing the data at AI systems to see what happens. This approach has had some limited success. However, more successful approaches have used data with models that are well established but augmented by AI. Augmented is the key word here. An AI augmented model approach uses models based on what we know about our manufacturing processes and supply chains and augments those models to yield more accurate and refined results.
For example, new generation design (CAD) tools employ AI to help design components based on variables such as the load requirements on a part, while minimizing its weight. The approach is generally called generative design, and it creates some very complex structures. One might think that such complex parts can easily be 3D printed – just hit the print button! – as we can now 3D print almost any geometry. However, a person with significant experience in 3D printing will tell you that this kind of print button does not exist and there remain numerous limitations on 3D printed parts. A part generated by an AI design alone may not, in fact, be printable. However, an expert who understands both the goal and the limitations can work with the AI system to generate a lightweight part that can effectively support the required load while still being printable. This is where artificial intelligence works together with real intelligence. The AI is augmenting the human designer, and the human designer is augmenting the AI in this instance. The key is that both are working together.
Improving the Models
Today, we are just starting to take our data and augment our models to help us better understand our processes. Within a few years, we will have improved models that better utilize sensor data to help us predict the future health of our processes. For example, higher end machine tool manufacturers are starting to place more sensors, such as accelerometers, on their spindles. They train their AI algorithms to understand the sensor output when the spindle is healthy, and then have the algorithms use that knowledge to determine if the spindle has developed a problem. Furthermore, the algorithms can often determine a pending problem, and when it is going to happen. So now, a plant might shut a machine down for maintenance in advance of a breakdown. Thus, repair might happen during the weekend, when the machine is scheduled for maintenance, as opposed to waiting for it to break at an inopportune time such as in the middle of a shift.

“AI has yet to be trained in the vast field of manufacturing. Such training requires data. While there is still much to be learned about AI in manufacturing, we do have substantial amounts of data for that training.”
Such applications of AI will not be a silver bullet. The interpolation/extrapolation limitations of AI will still be in place. That is to say, there is a good chance that AI will not do well outside the scenarios that generated its original training data. So, if a completely new problem or situation is presented to AI, its response can be highly unpredictable. Therefore, we will have to understand its limits. For example, there is no algorithm that can accurately predict when a spindle will fail, until the spindle starts to fail. Statistics can be used to estimate failure (for example, based on experience the spindle may be expected to last so many hours of operation), but until the actual failure starts to occur, one cannot use AI, or any other techniques, to precisely predict that failure. For example, statistically speaking, the spindle might be expected to last for 10,000 hours of operation. However, if a severe crash occurs, that life expectancy might be substantially shortened. That being said, if crash data are fed into AI models, we might get a better feel for how much time was taken off the spindle life due to the severity of the crash, so there is another instance where we can augment our spindle life model.
Augmenting the Human Workforce
Just as with automation, people often express concerns about AI replacing humans in manufacturing jobs. Certainly, we will not see the Skynet AI scenario from the Terminator movie series that is in total control. What we will see is that the AI will augment the human workforce making it more valuable and effective. So once again, rather than artificial intelligence, we will see augmented intelligence. Just as with the earlier generative design example, we can use AI to help the human workforce, and the human workforce can be used to train AI.
Mixed Reality AI
One great technology advancement that is presently coming on-line and will be fully integrated into manufacturing operations by 2030, is mixed reality, which is a blending of the digital and physical worlds. For example, in a plant many workers may have to wear safety glasses, so why not make them augmented reality (AR) goggles? Such goggles could ensure that an operator follows the right procedures and adheres to all the required safety protocols. It could also ensure the correct insertion of all of parts into an assembly. Such an approach is the best of both the human and automation worlds.
Automated assembly makes sense in a highly controlled environment when thousands or tens of thousands of assemblies are being made and the components of the assembly are always in the same location and orientation so that automated units such as robots know exactly where and how to put up these parts. But if a part is backwards or falls over for some reason, the robot may have great difficulty picking it up. A human, however, is very adept at determining a part’s location and orientation and picking it up to put into an assembly correctly. Furthermore, AR goggles could ensure that the person picks up the right components and puts them into the right locations. An added benefit to this, is that a digital passport can then be generated for the assembly that records the correct assembly procedure documenting every process step ensuring the assembly’s quality.
“Augmented is the key word here. An AI augmented model approach uses models based on what we know about our manufacturing processes and supply chains and augments those models to yield more accurate and refined results.”
Such a capability can also be used to help to train new workers in a facility and reduce their errors substantially, especially if the AR is used to train the AI by learning directly from the actions and decisions of experienced workers. This does not eliminate the human from the job, as a human is still necessary to physically execute the task. But AI could learn the most effective manner to execute a task and then guide a novice through a similar procedure using AR. All this can be done while building the product’s digital passport, conducting time and motion studies, and ensuring that all safety protocols are followed. It is truly an approach that augments and adds value to the workforce.
Privacy Implications
If we are recording every move and motion of the workforce, this does raise some privacy concerns which will need to be addressed in the years ahead. We will need to understand what we are learning and recording from the workforce and ensure that their data are protected accordingly. This is not unlike Google maps. We share our location with Google, and in turn, Google provides us with directions to where we want to go. Of course one major concern here is that Google might use our location data to track us and provide that information to third parties. The same is true in manufacturing. How do we ensure privacy among workers and businesses? This does open up a can of worms as, right now, different geographic regions (e.g., EU, U.S., China) have different regulations regarding personal data and its privacy. So, we will certainly have to address these issues which could become increasingly complex for multinational companies over the next few years.
Furthermore, the ability to share production data from one production facility to other facilities, or from one machine tool to another, is going to become important as lessons learned in one location could be equally as valuable to others at different locations. This highlights the value of data, but it begs the question, why would factory owners open their cyber doors to others and share their data? Clearly, new business and privacy models and rules must be developed to make it both worthwhile and safe for companies, and industries, to share some of their data.
Looking Ahead
So, I believe that by 2030 we are going to see AI capabilities permeate throughout manufacturing. We are also going to see it really take off in mixed reality settings that will increasingly look like something out of a science fiction movie. This will result in a safer, more efficient, and higher value-added manufacturing ecosystem. But it will also result in some very different business and socio-economic models that will change the way manufactures operate, think, and profit in the years ahead. M

About the author:
Professor Thomas R. Kurfess is Executive Director at the Georgia Tech Manufacturing Institute, Professor and HUSCO/Ramirez Distinguished Chair in Fluid Power and Motion Control at the George W. Woodruff School of Mechanical Engineering at the Georgia Institute of Technology, and a member of the MLC’s Board of Governors.
Case Study: Transforming through Manufacturing 4.0

How technology, analytics, and training improved IPG’s business performance.
![]()
Company Fact File
Company: Intertape Polymer Group
Sector: Packaging and protective solutions
HQ Location: Sarasota, Fla.
Revenues: $1.5B
URL: itape.com
![]()
As a packaging and protective solutions company, Intertape Polymer Group (IPG) has a proven track record of ensuring things are secure and wrapped up nicely. But in 2019, the company looked inward at its processes and people and started a journey to ensure that its operations and technologies would be in a successful Manufacturing 4.0 package.
 To get there, IPG undertook a digital transformation journey aimed at empowering all employees with technology, analytic insights, and training to make a meaningful impact on business performance. The journey included a multi-faceted approach to implement various M4.0 technologies across IPG’s business operations with a focus on delivering bottom line savings and scaling the technology deployment.
To get there, IPG undertook a digital transformation journey aimed at empowering all employees with technology, analytic insights, and training to make a meaningful impact on business performance. The journey included a multi-faceted approach to implement various M4.0 technologies across IPG’s business operations with a focus on delivering bottom line savings and scaling the technology deployment.
“Lean permeates IPG’s culture. It’s part of who we are and how we do things,” said Jai Sundararaman, IPG’s Vice President of Business Transformation. “It’s now getting more and more integrated with these different technologies.”
IPG started the journey with five key focus areas:
- Digital Analytical Platform. Harnessing IPG’s equipment performance analytics to improve operational efficiency.
- Augmented Reality (AR). Training and developing employees and attracting new talent.
- 3D Printing. Reducing spare parts cost and supply constraints.
- Machine Health. Monitoring key assets 24/7 to reduce downtime and extend asset life.
- Cloud Based Maintenance Management System. Centralizing asset information and reducing operating costs through proactive maintenance and spare parts inventory reduction.
These initiatives were piloted in IPG’s manufacturing environments so the company could understand the real impact, resources needed, and savings realized. As the journey progressed, the company continued to implement these technologies across the organization in subsequent phases.
The digital transformation journey
IPG began its M4.0 and digital transformation journey by creating a roadmap, vetting and piloting technologies, and working with different vendors to identify partnerships that would provide a scalable business solution.
“It takes hard work, discipline, a problem-solving mindset, and resilience for an extended period before you crack the code,” noted Sundararaman.
But as IPG progressed, the pilot projects enabled the company to identify impactful technologies and the capital and resources needed to implement them. Project leads worked with cross functional teams to apply each facet of the deployment strategy, and IPG continues to implement these projects across the organization based on their potential impact on processes and bottom-line savings.
The business impact of contextualized data and M4.0 technology
As IPG forged ahead, it found particular value in understanding data. By analyzing data in real time, the digital analytical platform opened the door to take a deeper look at process parameters to understand its impact on yield and quality. Ongoing yield and quality improvements put IPG in a competitive position to continue to deliver value to customers through lower cost and higher quality. The digital analytics platform was piloted in five plants, and as the project continues to scale, there is potential to save millions in the next five years across 15 plants.
Along the way, the company’s A3 problem solving methodology became twice as productive by increasing the availability of accurate, real-time, contextualized data.
“IPG realized a 75% cost savings while reducing lead time for machine parts from three weeks and three months to less than a few hours in most instances.”
“A3 is a classic example of how we strategically look at the opportunities to go about problem solving,” Sundararaman said. “Now you leverage digital mindsets, toolsets, and skillsets to go make it happen.”
These improvements led to a new process control ideology called centerlining – the process of categorizing each product run by uptime and quality metrics, then using analytical tools and custom applications to determine optimal set points and identify failure correlations. Process hack-a-thons using the centerlining framework became the process engineering focus in order to improve uptime, reduce waste, and improve product quality and consistency. Required process accommodations for uncontrolled process variables, such as outside weather conditions and ambient plant temperature, were analyzed to maintain optimal process conditions.

“A hack-a-thon is a mini-Kaizen,” Sundararaman said. “It’s a different way of going about it. Two to four hours of sitting with all the data and the right people brings up all kinds of insights that never existed before – correlations and possibilities that were not commonly looked at in the past and how we went about solving problems. Now it’s at your fingertips.”
Meanwhile, Machine Health IOT sensors and the AI algorithms have been used to predict machine failures by monitoring the vibration, temperatures, and key variables of the machine, resulting in significant reduction of downtime. In one plant alone, IOT sensors showed promise in the first four months, as reduced downtime translated to real savings.
The company also implemented 3D printing in more than 13 sites, printed more than 1,000 parts. Along the way, IPG realized a 75% cost savings while reducing lead time for machine parts from three weeks and three months to less than a few hours in most instances.
“It takes hard work, discipline, a problem-solving mindset, and resilience for an extended period before you crack the code.”
Tying maintenance together, IPG’s cloud-based maintenance management system was deployed at five sites to track more than 50 thousand SKUs. The goal of this system is to reduce inventories across the plants with consistent and centralized reporting as IPG scales up across all plants.
Lastly, IPG used AR technology to reduce the onboarding time for new employee training. At the two pilot sites, IPG improved labor efficiencies by 12%. As the project is scaled across sites, IPG expects to improve safety process and reduce training costs while improving yield and quality. The AR technology allowed the company to engage employees in new ways. Continuing to scale up will help develop the workforce of future.
Driving operational excellence across the board
One way for IPG to achieve its operational excellence goal is to exceed customers’ expectations by providing superior products at a lower cost and a higher quality. Further, any waste reduction in IPG’s operations directly impact its commitment to reducing its environmental footprint. The M4.0 technologies that IPG is implementing have helped the company gain a deeper understanding of its processes and equipment to solve complex problems and achieve savings beyond its normal continuous improvement capabilities.
As IPG scales technologies across its operations, it will continue to learn and realize additional savings moving from local optimization initiatives to a globally harmonized enterprise solution. Early data from the company’s asset health monitoring and maintenance management system has shown tangible dividends by reducing spare parts cost and improving uptime by proactively predicting equipment failures.

All these M4.0 technologies have provided significant impact on IPG’s operations. As the company continues to scale up across its more than 30 global operations, it presents an enormous opportunity to create additional value to the business and to our customers.
Beyond what’s been accomplished so far, Sundararaman sees a continued focus on digital and IPG will continue to seize the opportunity as it scales.
“This has now taken root and we’re moving into other functional areas,” he said. “In supply chain we’re going to start rolling out digital tools and capabilities. On the commercial side we’re looking at analytics and capabilities. So it’s spreading across the enterprise.”
Stocking the trophy case
As if improved competitiveness, quality, and workforce engagement and reduced costs, environmental impact, and downtime were not enough, IPG’s efforts have earned significant external praise. For its overall effort, IPG was recognized with a 2022 Manufacturing Leadership Award for Enterprise Integration and Technology. Sundararaman was honored in 2021 by MLC with the Digital Transformation Leadership Award. That same year, the company’s Tremonton, Utah operations – where the digital analytical platform was piloted – won the MLC Engineering and Production Technology Leadership Award and was chosen by Industry Week for the Industry Week Best Plant Award for its outstanding achievement for showcasing improvements made with M4.0 technologies.
These accolades add a nice bow to the M4.0 package IPG continues to create. M
About the author:

Jeff Puma is Content Director for the Manufacturing Leadership Council
Kickstart Smart Factories with Modernized ERPs
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Achieving Impact from End-to-End Digitalization
Setting a clear business case and conditions for success helps companies take incremental steps to deliver transformational value.
![]()
Manufacturers are under unprecedented pressure to produce high quality, low-cost products at pace. Compounded by the complexities of resource scarcity, complicated supply chains, and mounting legislation, efficiency is everything. The solution? Manufacturing 4.0 (M4.0), otherwise known as Smart Manufacturing.
M4.0 is regarded as the next industrial revolution and refers to the powerful combination of technological innovation, changing operational strategies, and new ways of working. At the heart of M4.0, and fuelling the transformation of the manufacturing sector, is digitization. Every transformative technology driving M4.0 relies on careful and programmatic digital integration. Bringing these technologies into existing models is proving to be an iterative process with a distant horizon. However, incremental steps, when done carefully, can deliver significant value.
The Devil’s in the Data
Technologies like robotics, 5G connectivity, Machine Learning (ML), and Artificial Intelligence (AI) provide access to valuable data that can streamline and accelerate material-efficient design and enable revolutionary digital production methods. Digital twin technology heralds the arrival of the metaverse in manufacturing, virtually representing existing functions such as production lines to help businesses assess the impact of specific scenarios without pausing processes or compromising safety.
Data is difficult to use in these scenarios without the right tools in place. It is typically fragmented, isolated, and can be ‘dirtied’ by a lack of data governance within organizations. With 73 percent of all data collected floating unused in the digital ether, it is no wonder that businesses struggle to maximize the value of their digital assets.
“To identify the most impactful technology, focus on where you have operational challenges or gaps in accurate and accessible information needed to make better business decisions. ”
Data is often localized in a range of systems along the operations planning, operations management, and operations execution landscape. These systems include ERP (Enterprise Resource Planning), MRP (Material Resource Planning), MES (Manufacturing Execution System), SCADA (supervisory control and data acquisition), for example. Integration of these trapped data sets, combined with basic analytics capability, can deliver important insights to key areas of efficiency leakage like quality; however, companies often struggle to justify the investment in data itself, without clear demonstratable business cases.
Other opportunities like low-capex solutions such as connected sensors – measuring vibration, temperature, vision, and more – may help to diagnose manufacturing operations issues and provide a tangible example of the M4.0 value proposition. For example, a vibration sensor may be calibrated to monitor and record machine cycles, detecting production disruption and correlating to machine failure to provide the basis for predictive maintenance capability. This maintenance event and resulting machine downtime can be integrated into the production schedule, which in turn can be connected to customer facing capabilities like Available to Promise (ATP) and Capable to Promise (CTP) that help drive revenue. These connected capabilities, enabled by M4.0 technologies, help drive quantitative improvements.
Manufacturers can also incorporate third-party data, such as trading party transactional information, to gain greater oversight of the end-to-end supply chain. Better visibility leads to improved risk management while pre-empting disruption and anticipating opportunities. Procter and Gamble, for example, uses digital twin technology to check product quality in real-time directly on the production line, maximizing equipment resiliency while optimizing energy and water use to avoid waste.
How to Get Started
The investment required to drive M4.0 cannot be justified in a simple manner. It is impossible to do it all at once, but is manageable when broken down into smaller pieces. The most effective way to do this is through a defined, carefully timed and executed roadmap.
Start by understanding what information is required to diagnose, anticipate, or report issues, and ultimately what is the desired outcome. This might be addressing the causes of production disruption, such as quality issues, safety, or obstructed views of planning or execution. Then, break down your strategy. What iterative steps need to be taken to solve the situation? What role will technology play in providing data where there are gaps? What is the most effective M4.0 method for your problem? Unilever, for example, is currently implementing a new digital roadmap fueled by automation at one of their largest ice cream factories in Caivano, Italy. The ambition is to free workers from repetitive, routine work, allowing them to upskill while reducing operating costs and improving the safety and efficiency of the factory.
“Avoid moving forward with a specific technology for technology’s sake, only pursuing the opportunities that will deliver real, measurable value.”
To identify the most impactful technology, focus on where you have operational challenges or gaps in accurate and accessible information needed to make better business decisions. This includes internal observation, but also looking outside of your organization at how competitors and partners navigate digital opportunities. Next, define your key focus areas and identify the gnarliest questions. Answering these critical questions will bring the most value. Then, examine your existing processes and infrastructure. Can they integrate with more advanced systems? Can you run systems in parallel? What are the initial costs of integration and migration? Build a transformation framework into your roadmap, with key milestones. Consider key dependencies and potential impacts. Determine if external partners can play a role to advance the realization of benefits.
Build a Case for Change
You will then have defined your specific operations opportunity and created a roadmap to apply M4.0 technologies to these opportunities. Success now relies on two things: communication and unification. The entire organization needs to understand the processes you intend to embed, how, and most importantly, why. Clear, cross-department communication will help teams understand the opportunities that M4.0 will bring and recognize the rationale for digitization. Inspire your teams by creating a compelling case for change. Communication should include partners and suppliers, as they are likely to be impacted positively. Business alignment is vital. The process or technology you want to introduce should pursue a shared, overarching purpose.
“Manufacturing companies that understand the central role of data and its criticality to enabling value integration across people, process, and technology are leading the way in enterprise digitization.”
With full business and supply chain buy-in, and a clear rationale that reflects organizational objectives, you can move to the next stage. Test your chosen change, setting up pilots to assess the impact and finetune your approach. If you do not see the expected outcome, take a step back. Avoid moving forward with a specific technology for technology’s sake, only pursuing the opportunities that will deliver real, measurable value. At the height of the COVID-19 pandemic, for example, PA developed an AI enabled forecasting capability to predict 30-day forecasts of COVID-19 trends with 75 percent accuracy, supporting global manufacturing companies to manufacture and distribute their products in line amid demand fluctuations.
Nail Then Scale the Opportunity
The questions that often accompany significant developments, especially those requiring investment and a measured level of risk, are how quickly adoption will happen, and how easily will it scale? Our research into breakthrough innovation found that once a clear business case is made and the conditions for success are set, scalability will take care of itself.
Investment in M4.0 technologies provides greater visibility, aiding strategic and operational planning, and transforming reactive behavior into a predictive, proactive approach. Data-driven disruption in manufacturing improves order management, production monitoring, predictive maintenance, resource management, and inventory optimization, all while supporting cohesive feedback loops between sales, marketing, and manufacturing teams. The benefits are clear, bringing significant improvements that increase quality, efficiency, profitability, and customer satisfaction.
Manufacturing companies that understand the central role of data and its criticality to enabling value integration across people, process, and technology are leading the way in enterprise digitization. These outlier organizations are utilizing end-to-end digital integration to develop ‘shop floor to top floor’ capabilities, optimizing operations through better processes and people management. M
About the authors:

Michael Platz is a Supply Chain and Manufacturing Operations Expert at PA Consulting.

Shanton Wilcox is a Partner and America’s Leader in Manufacturing at PA Consulting.
The Top 8 Manufacturing Trends for 2023

The NAM recently released its Top 8 Manufacturing Trends for 2023—a guide to the opportunities ahead and the resources that the NAM can offer. Here is what to look out for this year and beyond.
Advanced and emerging technology: Manufacturers are investing in a multitude of new technologies, including artificial intelligence, virtual reality, machine learning and more. Automation and robotics are enhancing workers’ abilities but will also require many more high-skilled employees. Though the workforce shortage is a challenge, digital technologies will help manufacturers become more resilient, efficient and profitable.
- NAM resources: How do you maximize these opportunities? The NAM has resources for you, including the Manufacturing Leadership Council (the NAM’s digital transformation arm), the Innovation Research Interchange (the NAM’s innovation division) and the MLC’s Manufacturing in 2030 Project.
Supply chain resilience: As manufacturers face long lead times, increased costs and a scarcity of raw materials, they are taking steps to boost supply chain resilience through reshoring, cybersecurity, increased supplier pools and more.
- NAM resources: Manufacturers can benefit from resources like CONNEX Marketplace, which helps connect nearby manufacturers and suppliers; the NAM’s Supply Chain Hub—a continually updated collection of webinars and policy documents focusing on supply chain issues; and useful case studies highlighting best practices.
Talent disruptions and opportunities: Manufacturers are confronting a range of challenges around the workforce, including labor shortages and skills gaps, while also figuring out how to take advantage of previously untapped talent pools.
- NAM resources: If you are searching for ways to enhance your employee benefits, The NAM Manufacturers Retirement 401(k) and Savings Plan offers manufacturing employees secure benefits for the future, while Innovation Management Workshops give manufacturing leaders the skills to build innovative and creative teams. Meanwhile, the Manufacturing Institute—the 501(c)3 nonprofit workforce development and education partner of the NAM—promotes a range of events and initiatives designed to expand and diversify the manufacturing workforce as a whole.
Cybersecurity: The threat from bad actors is real, and strong cybersecurity has become critical to manufacturing operations up and down the supply chain. At the same time, manufacturers will have to be on the lookout for new cybersecurity reporting requirements.
- NAM resources: The NAM can help, with support like the NAM’s complimentary Cyber Risk Assessment. NAM Cyber Cover offers cyber insurance and risk mitigation, and you can check out these videos from manufacturing executives laying out best practices for cybersecurity defenses.
Post-pandemic growth and expansion: Long-term goals shouldn’t be downgraded, despite an uncertain economy. Manufacturers should keep pursuing technological advances, navigate government incentives and stay open to mergers, acquisitions and other investments.
- NAM resources: The NAM Incentives Locator helps manufacturers find funds and tax credits to help their business, while the MLC offers networking opportunities for manufacturing leaders.
Tough economic outlook: There’s no doubt that manufacturers face economic headwinds. That means manufacturers need to look for ways to be nimble and responsive to changing realities and able to work more efficiently than ever.
- NAM resources: Tools like NAM Shipping & Logistics give manufacturers discounts on shipping and freight, while NAM Energy offers conversations with energy advisers who can help adjust energy use strategies. IRI Coffee Houses promote virtual conversations with innovation leaders to discuss new developments and opportunities.
Sustainability: Manufacturers are committed to strengthening operations and maintaining a healthy planet at the same time. More than ever, manufacturing companies are looking for ways to reduce carbon emissions.
- NAM resources: The NAM provides resources that can help manufacturers with innovating for sustainability, as well as rethinking end-of-life technology value. Manufacturers can also learn about how digital solutions drive sustainability in manufacturing.
Looking ahead to 2030: Changes in the manufacturing industry and in the world around us—from population growth to the rise of a new middle class to increased interconnectivity—have manufacturers planning for big changes in the next decade.
- NAM resources: The IRI offers a forum for manufacturers to connect with R&D leaders, while the MLC’s Next Phase of Digital Evolution report shows how manufacturing leaders can plan their long-term futures.
Learn more: Take a look at the full guide for more details and to find out more about the NAM resources that will help manufacturers deal with these key trends.
Related


OT Asset Management: Securing Maximum Agility
Manufacturing Leadership Journal content and MLC resources are exclusively available to MLC members. Please sign up for an account or log in to view this content.
Smart Factories: Finding Greater Value in the Ecosystem

To ensure adaptability, a smart factory should be part of a broader digital transformation strategy for a manufacturer.
![]()
The smart factory, with its digital production model, is gaining momentum, driven by a combination of forces that includes global disruptions and instabilities, supply chain disruptions, and heightened customer demands for digital-first experiences. Usually, when organizations think of their objectives for digital transformation, they tend to lean toward production optimization or cost reductions. However, the success of real factory transformation comes from transforming the way companies capture and provide value to their customers.
Organizations embarked on a smart factory journey that has scaled beyond the pilot phase have experienced unprecedented increases in operational efficiency as a result of greater agility in their operations. However, most companies appear to be stuck in “pilot purgatory.” There may be several reasons for this, ranging from lack of leadership, cultural aspects, workforce readiness, and legacy and disparate systems, to a lack of process standardization as well as cybersecurity risks.
Many manufacturers are already leveraging components of a smart factory in areas such as gaining visibility in production operations using Manufacturing Execution Systems (MES), planning and scheduling using real-time production and inventory data, and leveraging augmented reality for maintenance. But a true smart factory is a more holistic endeavor, moving beyond the shop floor toward influencing the enterprise and the broader ecosystem. The smart factory should be an integral part of a broader digital transformation strategy for an organization. That strategy should have multiple elements that manufacturers can leverage to adapt to the changing marketplace more effectively.
The strategic importance of the smart factory is undeniable as early adopters have reported greater agility in their operations, serving their customers better, and driving more to the bottom line. NTT DATA and Oxford Economics surveyed 528 business and IT executives recently. We found that manufacturing organizations of all kinds are prioritizing revenue growth, cost reduction, increased resiliency, and innovation for the three years ahead. In this article, we will discuss the following aspects of the smart factory:
- Key considerations for smart factories and enablers
- Maturity models, assessments, and framework; how to start, scale, and transform
- Use cases
- Conclusion
Key Considerations for Smart Factories and Enablers
1. Data Mastery and Analytics – A foundational pivot for smart factories is data mastery. Data mastery involves the use of data and analytics to find insights that help organizations become more efficient and pursue new business opportunities effectively. Data mastery is about more than building data lakes or empowering senior leaders to make better decisions. It is also about structured and unstructured data flowing through organizational processes to enable decisions at the edges of an enterprise.
In today’s manufacturing environment, accessing, aggregating, and analyzing data remain primary challenges. Manufacturing data come in many different formats (both structured and unstructured) and from many different sources: smart sensors, PLCs, DCSs, HMIs, MESs, motion control systems, vision systems, historians, completed work records, operator and maintenance logs, quality records, automation protocols, batch reports, energy meters, spreadsheets, databases, and a host of other sources. To meet these challenges, a well-orchestrated common data framework that is designed to ingest, aggregate, and condition the entire variety of data from the factory floor and then channel it to the company’s AI Data Pipeline for analysis is critical.
What’s essential to meet this critical need is a mechanism to manage data coming from the manufacturing shop floor. First, the data must be contextualized automatically using artificial intelligence, including an expert system, machine learning (ML) classifiers, and highly sophisticated ML algorithms. Next, a factory/plant digital twin must be generated and configured to mirror the actual manufacturing production lines. The digital twin, a dynamic, empirical mirror of the factory production systems, machines, equipment, and processes, produces a real-time semantic context for all product, production, and process data. Analytics can be performed on real-time data streaming from sensors, machines, and production systems to determine state condition and support best practices based on quality reporting, engineering diagnostics, and KPIs for asset performance Using analytics, users can design new reports and dashboards that address predictive maintenance, process optimization, root cause analysis, statistical process control, KPIs, and process deviation, among other data points. The analyzed data can be visualized as real-time, actionable information for every machine, line, and plant across an enterprise in contextualized dashboards that are designed to present the right information to the right people.
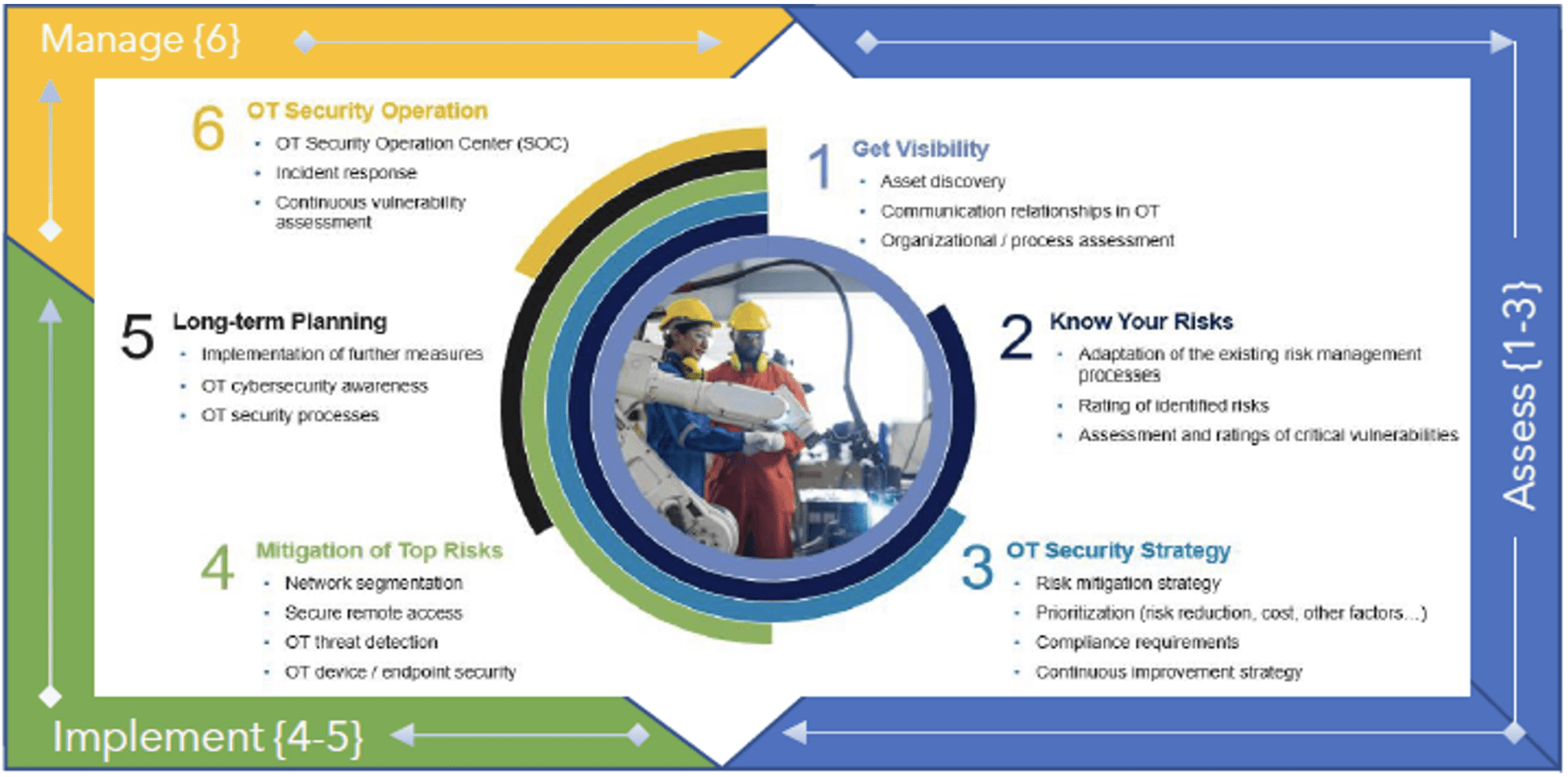
Cybersecurity – As more IoT devices are connected to networks, potential attack surfaces can increase, along with risk from compromised devices. These attack surfaces may not be exploitable or vulnerable today but may be easily exploited in months or years to come. Thus, leaving devices unpatched and connected to the network is not likely feasible. The responsibility of securing these devices should not lie solely with those who deploy the connected device; instead, the responsibility should be shared with the device manufacturers, who may be best positioned to implement the most effective security. Historically, OT networks have typically been implemented quickly without proper precautions being taken to electronically safeguard the industrial control assets they contain. Consequently, they are inherently full of risks, which are often not assessed, categorized, or even known and understood. Gartner reported that typical cybersecurity incident losses range from under $50K to over $100M with an average cost of roughly $3M and reported payments for ransomware incidents ranged from under $100K to more than $2M, with an average cost of roughly $520K. Additionally, organizations took an average of 170 days to detect an incident and an average of 66 days to investigate an incident. The time to remediate was on average about 80 days.
To mitigate the risk of cybersecurity, organizations must adopt a holistic approach across lifecycle assessment, implementation, and management.
Figure 1. Cybersecurity methodology
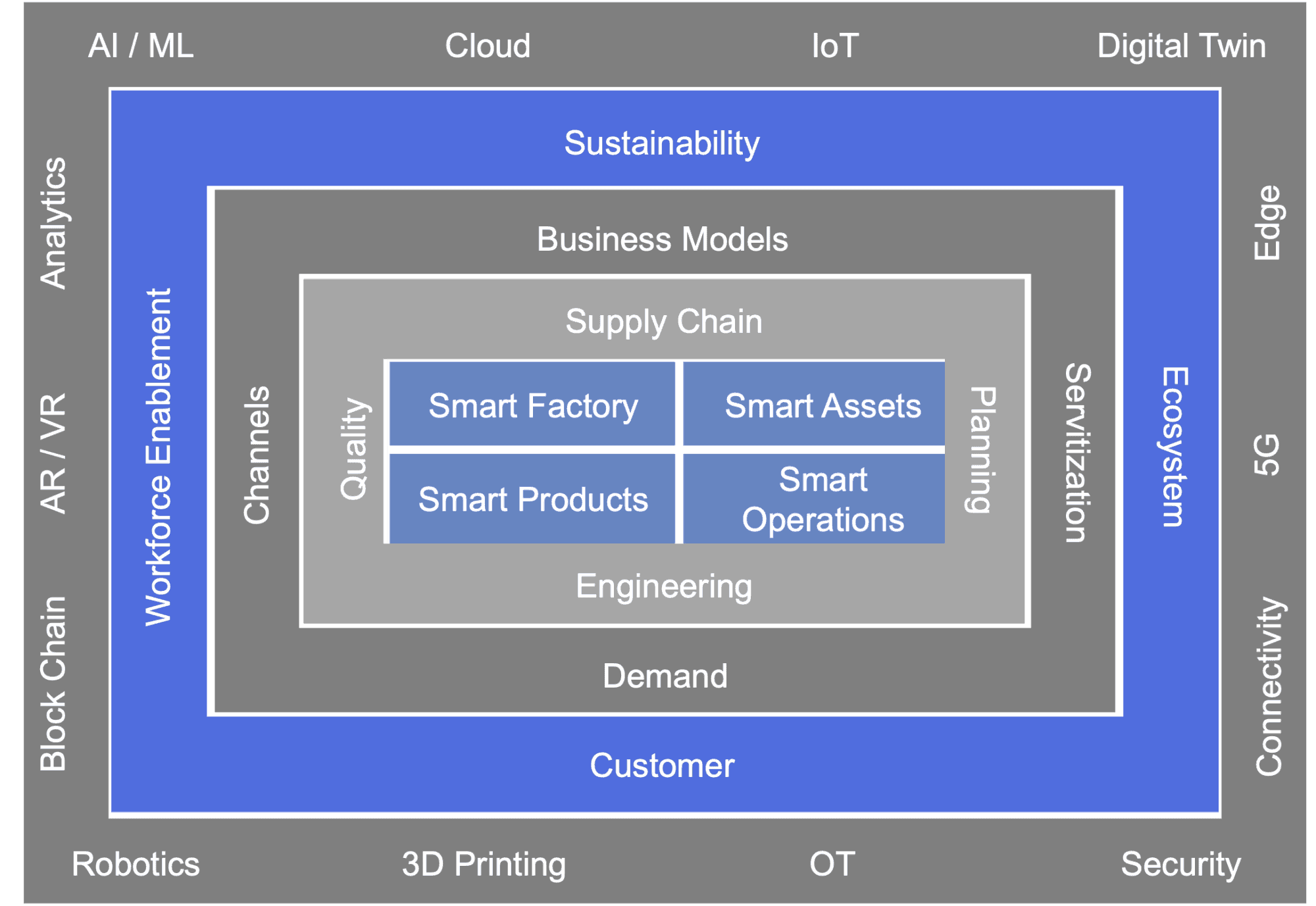
2 Digital Technologies – Smart factories typically integrate functions beyond the factory floor. While the Smart Factory focus mostly spans across operations, quality, sustainability, safety compliance and technology risk mitigation, it also integrates with the ERP, CRM, PLM, and other value chain applications. Ecosystem and sustainability are beginning to play a very prominent role in the evolving smart manufacturing priorities.
Figure 2. A variety of digital technologies are being leveraged to enable transformation in these functions:
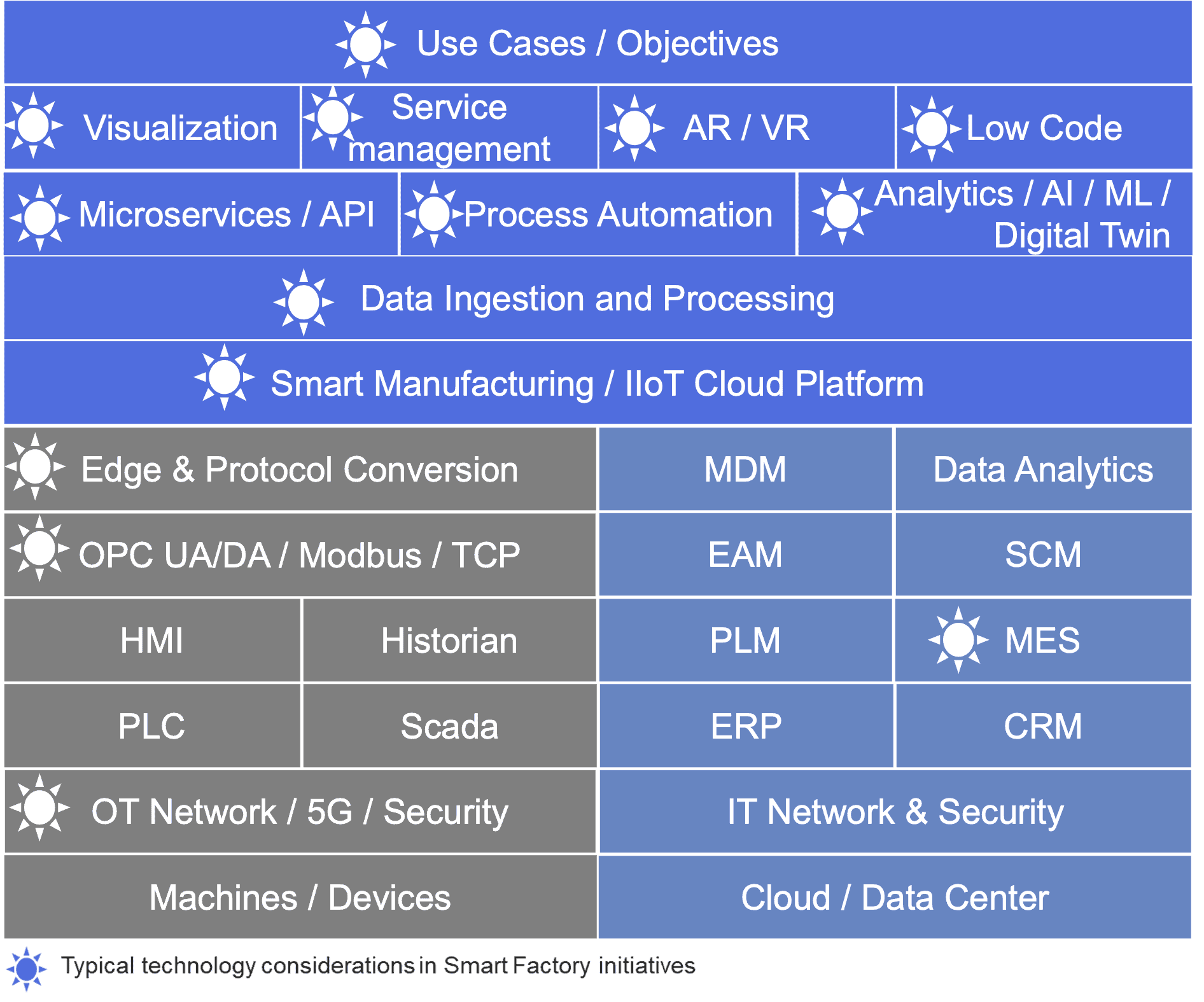
Some of the technology considerations and capabilities to address smart factories from an IT and digital perspective are listed below.
Figure 3. Typical stack and technology considerations to keep in mind.
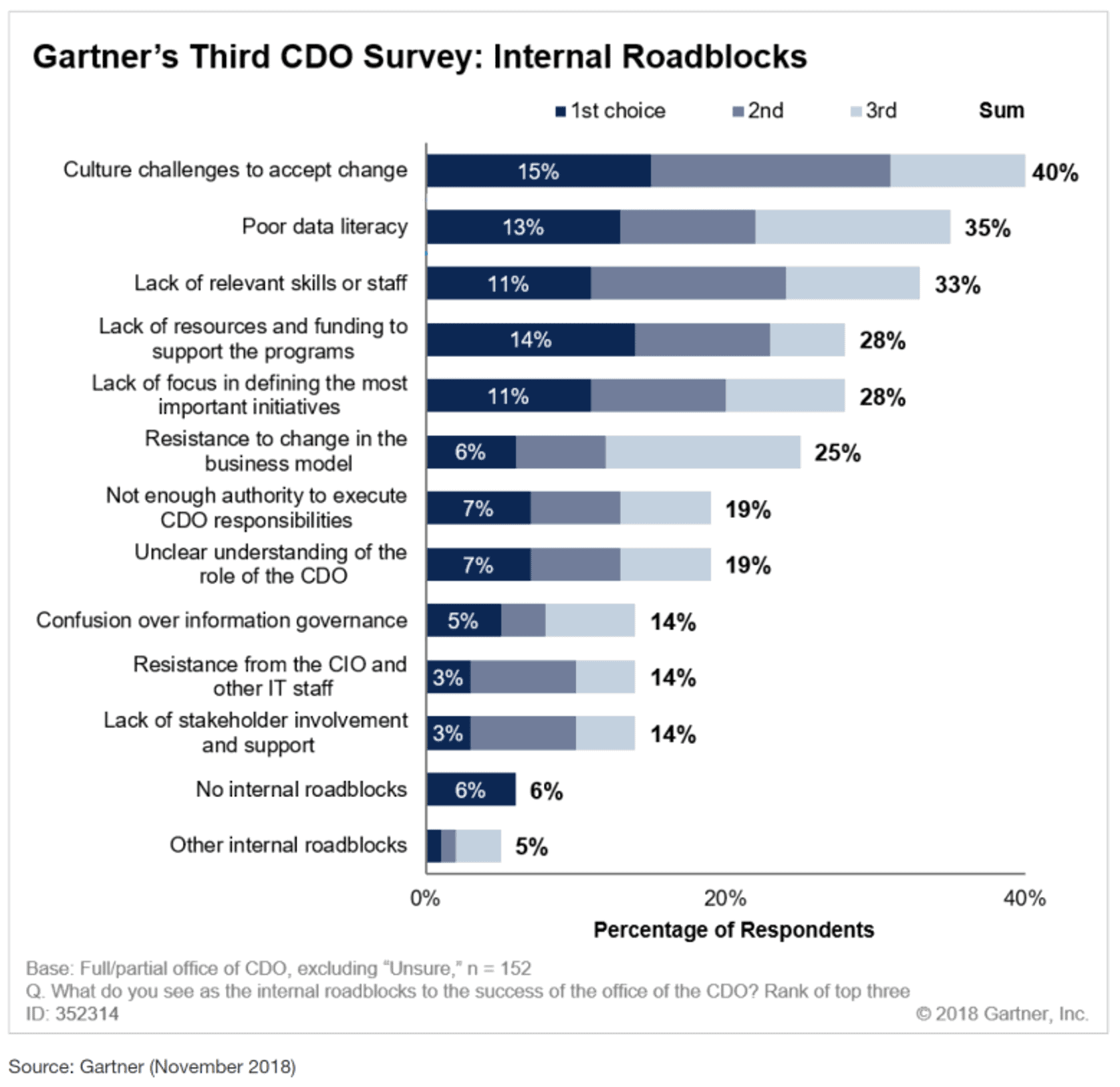
3 Leadership, Organization, Culture and People – Factory Initiatives need a higher level of engagement to manage change. When a factory becomes smart, and front line and management decisions are more data driven, product lines are getting smarter, the traditional corporate silos are being broken down and replaced with flatter, more collaborative organizational structures and monolithic entities are being replaced by more federalized, distributed, and agile value-chain ecosystems, it requires both a top down and bottom-up approach to manage change, culture, training, and communication across the enterprise.
Figure 4. Gartner found that the top three challenges for Chief Data Officers all had to do with concerns about the required culture and skills to achieve their goals.
Prioritize support at a leadership level as well as on the ground to gain organizational buy-in and ensure adoption. It also requires diverse teams with a broad variety of skill sets. The leadership or the chief digital officer must identify and deploy skill sets required to support the initiative such as engineering, master data management, analytics, edge, and data science to ensure the value extends beyond the four walls of an enterprise. Another key point to consider is upskilling resources, reskilling of employees, and ongoing support and learning. It requires development and assessment of skills required for the long term to ensure ongoing success as the smart factory evolves.
Building skills can pay major dividends such as driving acceptance and adoption of solutions and providing support for employees as they adapt and creating a culture of continuous learning. As smart factories leverage advanced digital technologies, roles within the factory will call for new and different skills than had been needed previously, making it challenging to upskill and train. Organizations should also look at some of the non-conventional models to deploy alternate talent models, collaborate with universities to build a pipeline of talent, and leverage the ecosystem of partners. This will also help attract and motivate young people starting their career in manufacturing.
Figure 5. A six-step approach to managing change.

Maturity Models, Assessments and Frameworks:
A Think Big, Start Small, and Scale Fast Approach
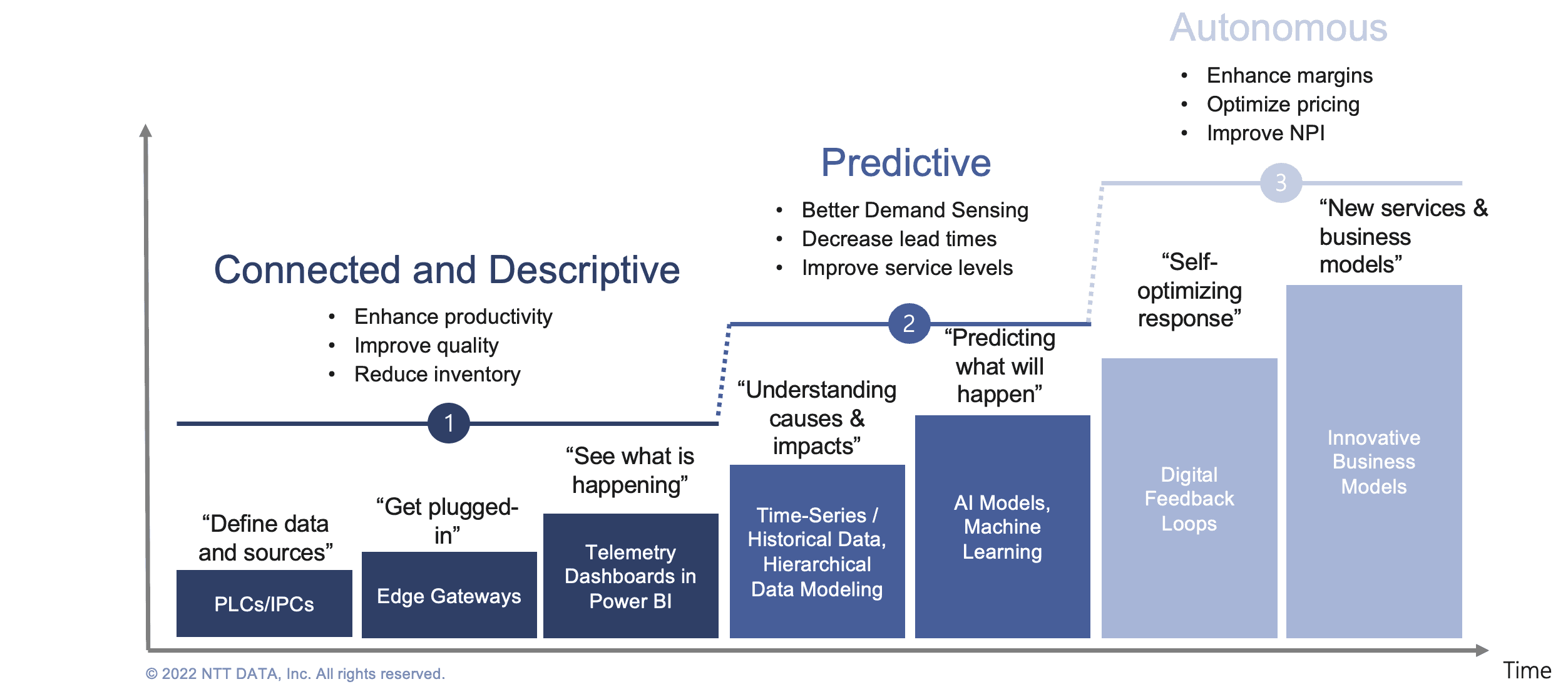
Smart factory investments often start with a focus on specific opportunities. It will be effective to start small, test out concepts in a manageable environment, and then scale once lessons have been learned. Once a “win” is achieved, the solution can scale to additional assets, production lines, and factories, thus creating a potentially exponential value creation opportunity. Moreover, achieving the ultimate true “Lights Out” operation requires a crawl, walk, and run approach as illustrated below. A company’s manufacturing strategy and environment will determine which specific issues to address and the way to unlock value through smart factory solutions. Customizing the approach to each scenario and situation can help ensure the resulting smart factory meets the needs of the organization.
Figure 6. A three-horizon approach to achieving smart factories.
Execution Approach – Pilot Site
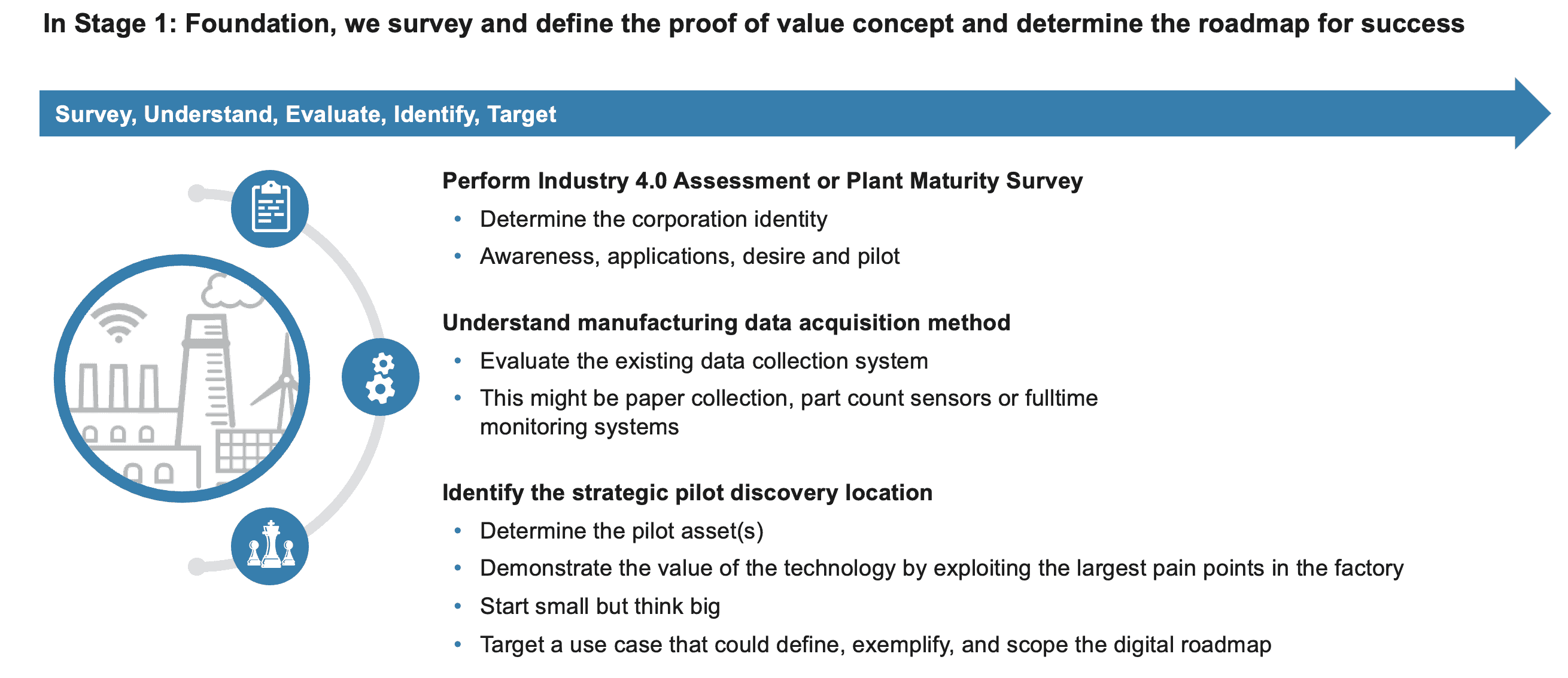
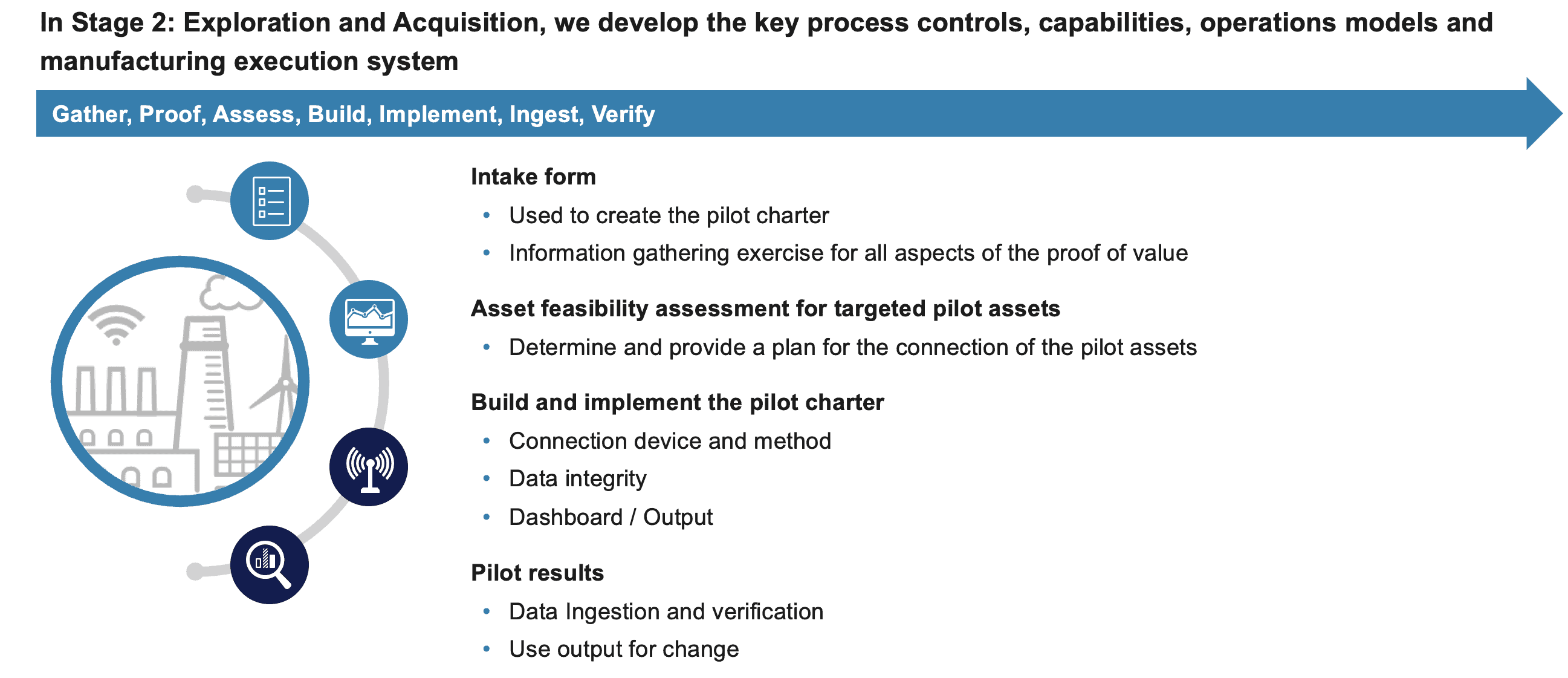
Plant Maturity Assessment and Transformation Framework
Before an organization embarks on a transformation, it is important to assess and understand the maturity levels of people, process, and technology. While there is no globally accepted maturity assessment framework for smart factories, the World Economic Forum has taken a leadership role in shaping the future of global manufacturing. A vital component of this initiative is the Smart Industry Readiness Index (SIRI). SIRI is a suite of frameworks and tools that help manufacturers start, scale, and sustain their manufacturing transformation journeys. The assessment findings depend heavily on sharing relevant organizational practices and self-reflection on areas of improvement.
Figure 7. Smart Factory Maturity Assessment
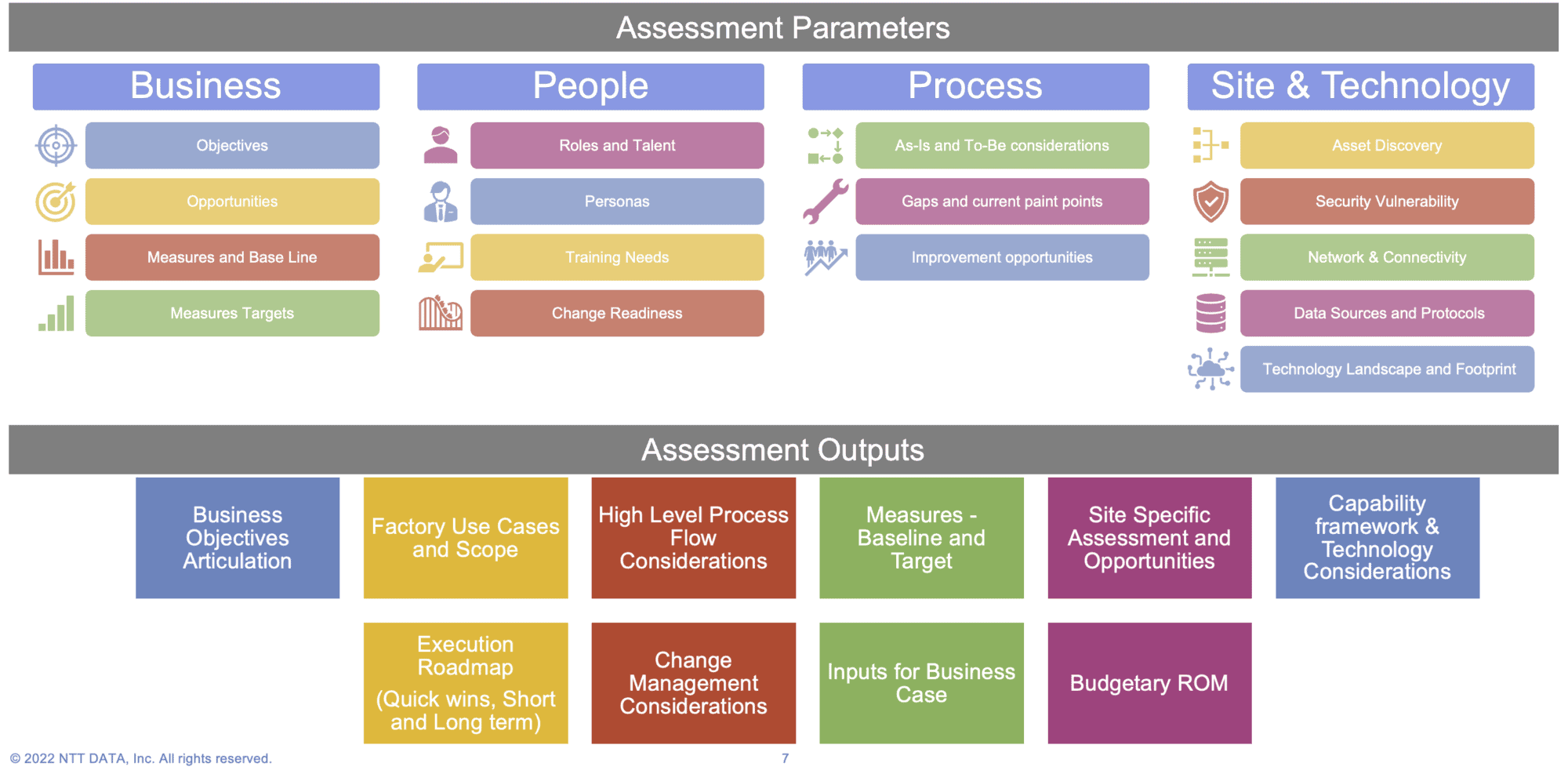
The report should have a comprehensive roadmap that depicts current maturity across process groups and people; a readiness index and levers to improve; capabilities required to implement; the next logical step; and recommendations to start the transformation.
Use Cases
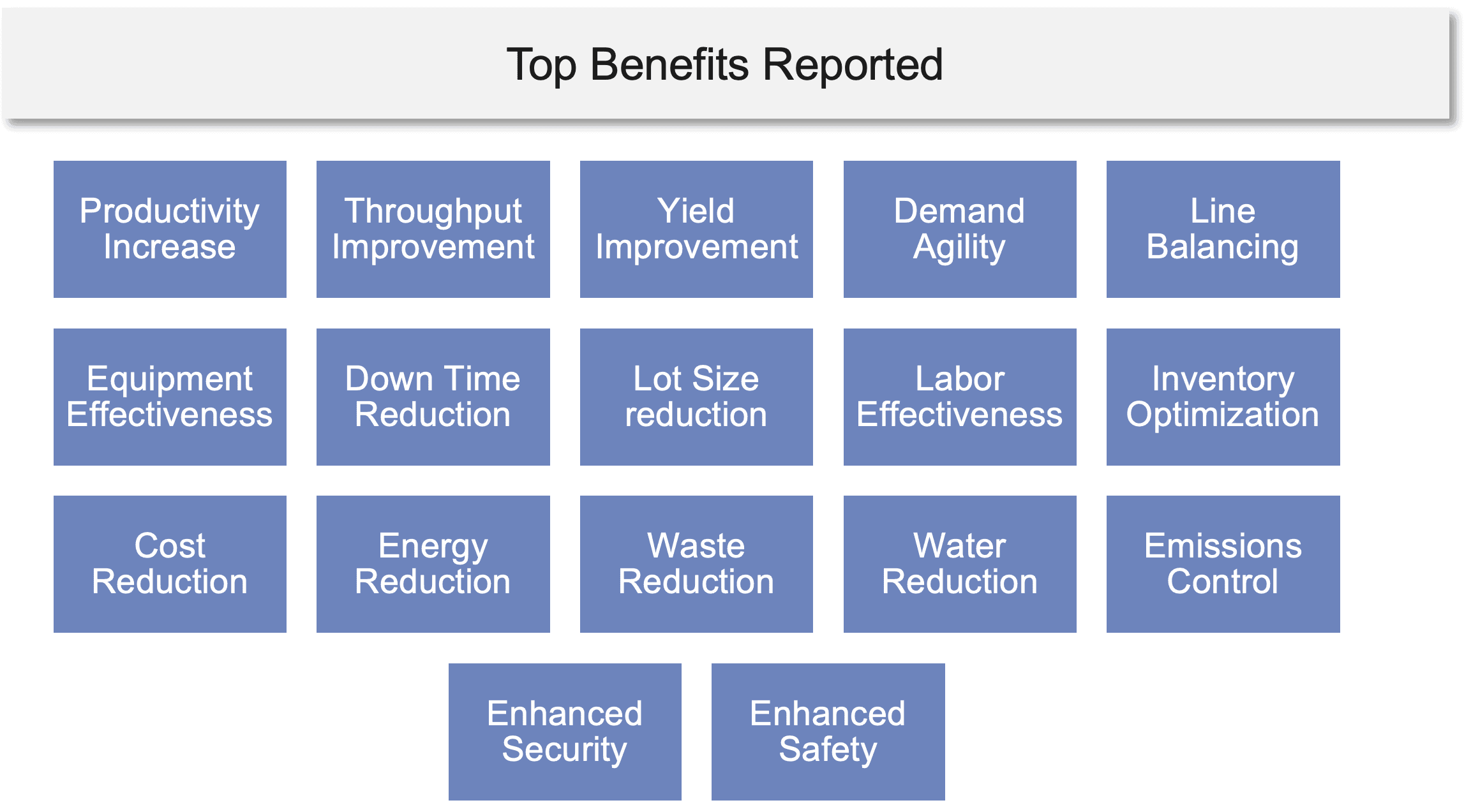
Smart factories encompass operations, quality, sustainability, safety compliance and technology risk mitigation. Use cases and process groups vary depending on specific customer and factory needs. Typically, smart factory use case benefits are focused on productivity increases, cost reductions, improved energy efficiency, inventory reduction, lead time reduction, and improved throughput.
The World Economic Forum has reported some of the top use cases implemented by the Global Lighthouse network companies.
Figure 8. Typical process groups and representative use cases in smart factories.

Key Value Realized by Organizations Implementing Smart Factories
Lighthouses are demonstrating how digitally infused operations go beyond productivity improvements to create sustainable, profitable growth. To be sure, the productivity gains are there, resulting from digital machines and management applications driving output increases at the factory level. Looking past productivity, two ways to drive growth stand out: by adopting new business models and unlocking capacity in the people and production processes. The results are encouraging. These measures optimize resources and infrastructure while enabling workers to realize their potential equipped with powerful digital applications – all without massive capital investment or negative environmental impact.
Figure. 9 Value realized
Conclusion
Though there are many different approaches to smart factory deployment, lessons can be learned from each approach that can lead to significant value creation. These range from people-centric experiences such as change management, putting humans at the center of capabilities, and managing skill diversity to broader operational and technological considerations. If leaders take just one lesson away, however, it is the importance of moving forward. All our recent surveys and research show that organizations broadly agree that the future of manufacturing is smart. The empirical results in global lighthouse factories reported by WEF demonstrate the value of the smart model. While it seems daunting, by starting small with specific program objectives that can produce tangible value, companies can get themselves started on driving sustainable value. For those who are in the journey, it is about accelerating and scaling the benefits. For those just contemplating how to start, now is the moment to begin — or risk being left behind. M
About the author:

Baskar Radhakrishnan is Strategic Advisor, Manufacturing Industry Solutions at NTT DATA