Resilience Is Key for Today’s Supply Ecosystems
With disruption and change being the new norm, manufacturers need to ensure their supply networks and ecosystems can adapt to changing needs.
![]()
TAKEAWAYS:
● Recent disruptions have highlighted the need for supply networks and ecosystems that can manage the physical movement of goods and the financial side of the supply network.
● Key aspects of a resilient supply chain and ecosystem include redundancy, flexibility, collaboration, information sharing, technology, and data-driven insights.
● It’s important to align with strategic partners that can provide real-time end-to-end visibility, enhanced communication, data-driven decision making, automation and efficiency, traceability within the supply chain, and collaborative Innovation.
In an increasingly interconnected and globalised world, the importance of resilient supply networks and ecosystems cannot be overstated. Supply networks encompass the complex web of suppliers, manufacturers, distributors, and customers that facilitate the flow of goods and services. Meanwhile, ecosystems represent the interdependent relationships and interactions between organisations, industries, governments, and communities. By cultivating resilience within these networks and ecosystems, businesses can better withstand disruptions, adapt to changing circumstances, and ultimately thrive in today’s dynamic and uncertain landscape.
In recent years, there has been a growing awareness of the vulnerabilities present in traditional supply chains, emphasizing the necessity for adopting a more resilient approach. The risks linked to dependence on single-source suppliers, restricted transportation routes, and fragile coordination mechanisms have been underscored by events such as the COVID-19 pandemic, natural disasters, trade disputes, and geopolitical tensions. As a result, both businesses and policymakers are increasingly acknowledging the pressing requirement for resilient supply networks and ecosystems that can both manage the physical movement of goods and the financial side of the supply network. For example:
- More than 80% of the global merchandise trade is transported over sea,1 making it difficult and complex to coordinate between organisations, suppliers, and customers.
- Over the past three years, average container shipping costs have fluctuated from around $2,000 in February 2020, to above $20,000 in September 2021, to now back down to around $2,000.2 This fluctuation makes it complex to make important financial decisions.
Elements of a Resilient Ecosystem
To develop a resilient supply network and ecosystem, organisations need to implement multiple strategies, including:
- Redundancy and Flexibility: Building redundancy by diversifying suppliers, manufacturing locations, and distribution channels can help mitigate the risk of disruptions. By maintaining flexible production capabilities and adaptable logistics systems, businesses can quickly adjust to changing circumstances and minimize downtime.
- Collaboration and Information Sharing: Open lines of communication and collaboration between all stakeholders within the supply network and ecosystem are essential for effective risk assessment, contingency planning, and problem-solving. Sharing information on potential risks, inventory levels, shipment delays, and production issues enables proactive decision-making and faster response times.
- Technology and Data-Driven Insights: Leveraging advanced technologies, such as artificial intelligence (AI), blockchain, and Internet of Things (IoT), can enhance supply network visibility, traceability, and efficiency. The utilization of real-time data collection and analytics empowers proactive risk management, predictive maintenance, and issue resolution, thereby optimizing operations throughout the entire network.

“Building redundancy by diversifying suppliers, manufacturing locations, and distribution channels can help mitigate the risk of disruptions.”
By incorporating redundancy, flexibility, collaboration, information sharing, technology, and data-driven insights, organizations can experience multiple benefits, including:
- Risk Mitigation: Resilient networks can anticipate and withstand disruptions, reducing the financial and reputational costs associated with supply chain disruptions. By proactively identifying vulnerabilities and implementing mitigation strategies, businesses can safeguard their operations and maintain customer satisfaction.
- Adaptability and Innovation: Resilient networks encourage agility and foster a culture of innovation. The ability to quickly adapt to market changes, emerging technologies, and customer demands provides a competitive advantage. Moreover, collaboration within ecosystems often sparks cross-industry innovation and the development of new business models.
- Long-term Sustainability: Resilient networks support sustainable growth by promoting responsible sourcing, ethical practices, and environmental stewardship. By embracing circular economy principles and reducing waste, organizations can contribute to the well-being of communities and minimize their environmental footprint.
Implementing a Resilient Ecosystem
Investing in resiliency is not only a strategic imperative, but also a responsibility to stakeholders and broader society. Organisations that prioritize resiliency will be better positioned to thrive in the face of uncertainty and forge a path towards a more profitable and sustainable future. By leveraging digital technologies and establishing a network that connects all partners involved, organizations can enhance collaboration, communication, and information sharing, leading to increased agility and resiliency.
So how does an organisation implement a resilient supply network and ecosystem? Organizations need to seek out strategic partners who possess a wide range of digital capabilities and can enable:
- Real-Time End-to-End Visibility: [BN1] [SF2] Visibility across the supply chain provides internal stakeholders with a comprehensive view of inventory levels, production processes, and logistics. This visibility helps identify bottlenecks, anticipate disruptions, and make informed decisions in real time.
- Enhanced Communication: Seamless communication and information exchange among all participants within the ecosystem is essential to a resilient supply network and ecosystem. This enables quick response times, efficient issue resolution, and collaborative decision-making, even across geographically dispersed teams.
- Data-Driven Decision Making: Digitisation enables the collection, analysis, and utilization of vast amounts of data from various sources. Advanced analytics and machine-learning algorithms help identify patterns, trends, and potential risks, enabling proactive decision-making to mitigate disruptions and optimize operations.
- Automation and Efficiency: Automation can help replace manual and repetitive tasks, streamlining operations and reducing errors, to increase efficiency. Robotic process automation (RPA), IoT devices, and AI technologies can enhance operational efficiency, allowing organizations to respond quickly to changing demands.
- Traceability within the Supply Chain: Digital technologies, such as blockchain, enable end-to-end traceability and transparency within the supply chain. This helps ensure product authenticity, reduce counterfeiting, and improve adherence to regulations and ethical standards.
- Collaborative Innovation: Large digital networks and ecosystems foster collaboration and innovation by connecting partners, suppliers, and customers. This enables the sharing of ideas, best practices, and insights, leading to the development of new products, services, and business models.
Overall, a resilient supply network and ecosystem is no longer a nice-to-have in today’s business environment; it is a must-have. While implementation may present challenges, the benefits, both in the short and long term, surpass the obstacles, particularly when supported by a strategic partner possessing diverse digital capabilities. M
About the author:

James Bailey, Director, Infor Nexus™. He has spent 20+ years travelling the world, working with brand owners, factories and LSPs to help them work better together, improve processes to ensure all parties are working towards the same end goal.
References
1. Why ports matter for the global economy, World Bank Blogs
2. Global shipping costs are returning to pre-pandemic levels, The Economist
Building Resilience Is a CEO Imperative

Manufacturing companies can future proof their supply chains using digitization, Lean and Agile methodologies, and other industry 4.0 technologies.
![]()
TAKEAWAYS:
● CEOs must build resilience to navigate shocks and disruptions and exploit emerging opportunities.
● Using Manufacturing 4.0 technologies, companies can make their supply chains more resilient and agile and unlock up to $1.5 trillion in value.
● Digitization can improve transparency and give companies unprecedented access to valuable information.
Trends around volatility and the need for productivity and resilience create tough operational questions for the CEOs of manufacturing companies. These are some of the most pressing questions: Can we meet customer demand, both today and tomorrow? Should we boost capacity to prepare for a prolonged period of rapid growth or reduce it to prepare for the threat of stagflation? Where will we get the skilled, digitally savvy workforce we will need in the coming years? How do we decarbonize, minimize regulatory risk, and still stay in business?
Too often, the answers reveal that a company’s operations are not fit for purpose in today’s complex, uncertain, and fast-changing environment. Modern global supply chains and Lean production systems were designed to deliver high-quality products and services at the lowest possible cost. They work best when supply and demand behavior are well understood and when every participant in the value chain is performing as expected. Today, that design is proving to be costly. Modeling by the McKinsey Global Institute suggests that, over a decade, the average company in the S&P 500 can expect that supply chain disruptions will cause losses equivalent to approximately 42 percent of one year’s earnings.
Slowdowns in productivity have compounded these volatility effects. According to the Bureau of Labor Statistics, manufacturing labor productivity fell 2.5 percent in Q1 2023, the sixth time in the past seven quarters. With disruptions expected to become more frequent as turbulence from political and environmental events continues to impact economies, this does not bode well for manufacturers looking to be more agile, productive, and sustainable—with less. There is a clear imperative for CEOs to look to their operations leaders to run the business today while planning for tomorrow; indeed, resilience is about getting many things right, at the same time.
Three Business-Operations Imperatives for the CEO
Companies now need both the resilience to ride out shocks and disruptions and the agility to exploit emerging opportunities. They will also need to master fast, effective, coordinated, and large-scale change. These attributes can’t be bolted on to slow-moving, inflexible operating models. Instead, companies need to build them into their organizational structures and processes and train up their staff.
The CEO is the catalyst for such transformation, supporting the COO and engaging the entire senior-leadership team. CEOs can set their organizations on the right path by focusing on three critical starting points:
- Setting up resilient, risk-tolerant supply chain structures that abandon outdated ideas about centralization and scale;
- Doubling down on digitization with bold investments designed to achieve a truly end-to-end vision of what the future promises; and
- Achieving real agility throughout the organization via better real-time visibility and systematic response to external developments.
Rethink Supply Chains
Companies have a once-in-a-generation opportunity to future proof their supply chains. CEOs who recognize the need for supply chain leadership in the C-suite will prosper. The ground-level view supply chain leaders have gives them the clearest and furthest-reaching vision. The processes that they work every day to perfect are the key to an organization’s stability and sustainability. And the resilience they aim to build into the system is the biggest kind of thinking there is, because it is resilience that will safeguard business against an ever more disruptive future.
Supply chains are a priority because disruption is unpredictable yet inevitable—a known, manageable risk. Consider Toyota. After the Tohoku earthquake in Japan in 2011, Toyota’s production in the region was down for six months. To avoid this sort of disruption in the future, the carmaker regionalized its supply chains and addressed supplier vulnerabilities. When another earthquake hit in 2016, Toyota lost production for just two weeks—that is resilience in action.
Rethinking supply chains, the way Toyota did, is difficult. Finding and qualifying alternative suppliers is also difficult. Logistics networks and flows are tricky to set up, integrate, and optimize. Building new plants, or closing old ones, is a complex, costly exercise. As a result, many organizations’ supply chain structures tend to be set up to meet yesterday’s requirements rather than tomorrow’s.

“Manufacturing 4.0 has the potential to unlock up to $1.5+ trillion in value, while bolstering supply chain agility and resilience.”
To close that gap, companies should empower their supply chain leaders to assess their networks and structures. Some of the paradigms that have long driven footprint-design decisions are now ripe for reconsideration. McKinsey research in the automotive sector, for example, found that midsize supplier plants with 1,000 to 1,500 direct employees were almost twice as likely as their smaller or larger counterparts to achieve top-quartile productivity. Manufacturers that split production over several medium-size plants rather than one mega factory may also benefit from closer proximity to customers and reduced location risks, such as weather-induced shutdowns and energy price spikes.
Prioritize Digitization
Manufacturing 4.0, the next phase of operational excellence in manufacturing, is here. These technologies have the potential to unlock up to $1.5+ trillion in value, while bolstering supply chain agility and resilience. While this goal should be well within reach, in fact, more than 70 percent of digital transformations fail to deliver, and companies struggle with issues of data fragmentation, variable IT and OT systems, unsupported legacy systems, and the increasing pressures of the talent market.
A handful of companies have found a new way to operate that is revolutionizing how they create value in operations. The combination of Lean and technology is allowing these companies to create new augmented production systems that sustainably capture the full value of digital at scale, with a holistic approach built on strong organizational foundations. The benefits include year-on-year improvements in productivity, environmental protection, safety, employee engagement, and customer satisfaction.
Figure 1: Five core elements of operational excellence
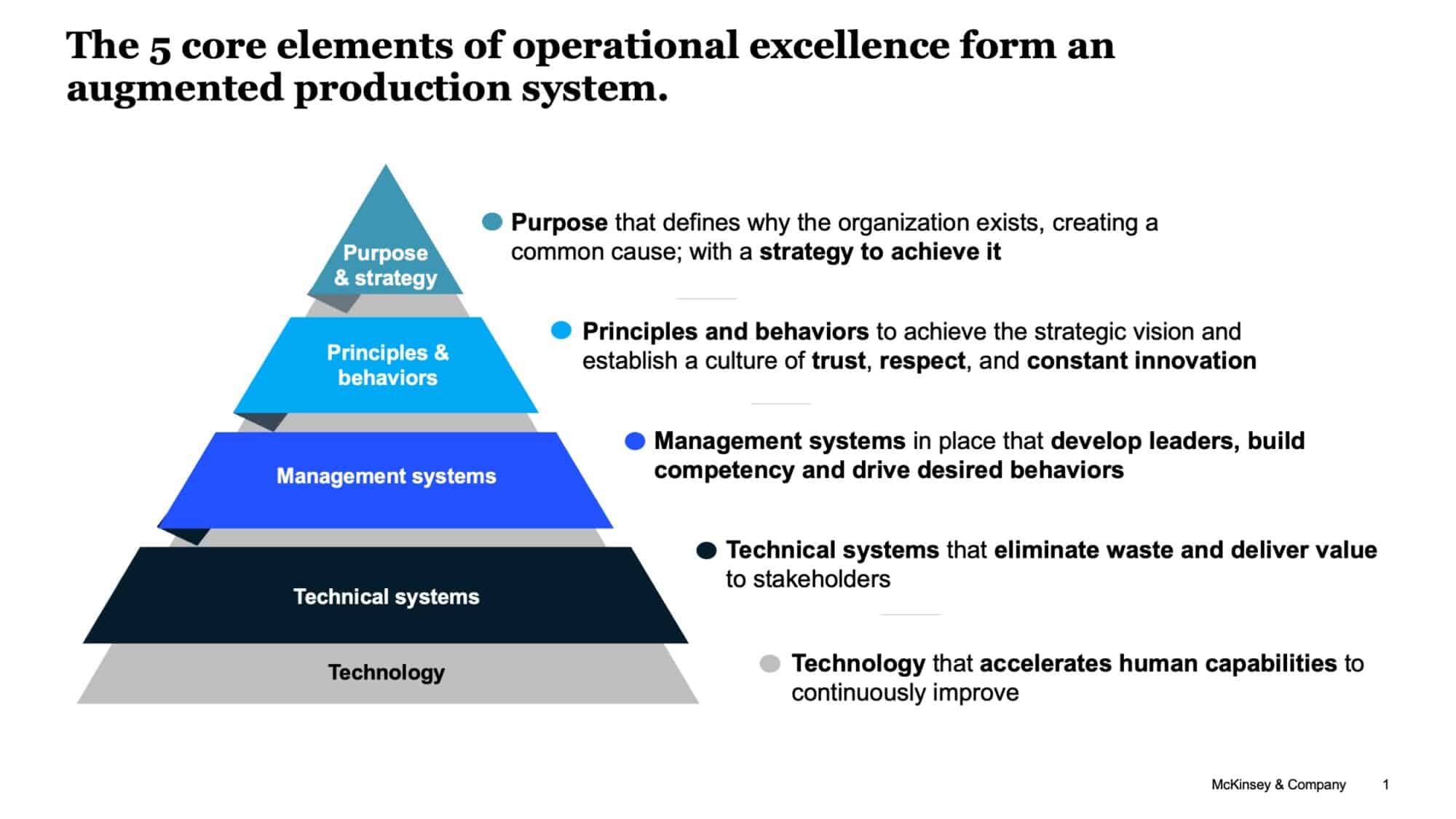
The most successful initiatives share a handful of characteristics:
- Ownership through robust understanding and conviction: Across all levels of the organization, leaders and frontline operators ought to understand and fully support the use of technology in their day-to-day decision-making processes. The leaders of one large mining company, for example, built understanding and conviction through a bottom-up process. They organized technical workshops to define a shared vision for the future functioning of their operations, so that the entire organization could see how the effort would improve its work.
- Updated organization and management systems for optimal decision-making: High-performing organizations structure teams in working cells linked to value streams (such as end-to-end operations, reliability, or planning), rather than the value chain’s individual process components (such as mine operations, plant operations, and technical services). At another mining company, this structure empowered one product owner to make decisions across the entire value chain, therefore aligning objectives and performance metrics with bottom-line business results.
- Evolved roles and capabilities to empower and engage the front line: Companies that have succeeded in using technology to achieve operational excellence, adapt roles and capabilities to suit the new ways of working required to sustain, and continuously improve technology solutions. Product owners are empowered and accountable. Data scientists and engineers use data collected throughout the process to build optimization models that assist in decision-making. “Translators”—that is, staff who work in the Transformation Office and have deep domain knowledge and technical fluency—serve as a communication bridge between processing experts and the digital team. Finally, frontline leaders are supported by everyday insights from AI tools, with more scope to improve operations, pilot new ideas, and collaborate with their colleagues upstream and downstream.
Create Agility, Visibility, and Systematic Response
Too many companies still run their operations blindfolded. Limited information sharing and collaboration among functions, sites, and business units make optimal decision-making slow and unwieldy—or impossible. Internal coordination is only a fraction of the challenge. Companies’ knowledge of the situation at their direct suppliers is usually patchy at best. Their picture of the deeper tier-n supply chain is practically nonexistent—many lack the systems and structures necessary to mount an effective and timely response.
Instead of lurching from operational crisis to operational crisis, CEOs naturally want to be able to navigate complexity and uncertainty. Digitization can partially solve the transparency problem. New and emerging digital solutions are giving companies unprecedented access to external information that could affect their business operations, from logistics disruptions to environmental, social, and governance risks and prospective changes to legislation. Leading organizations are already building operational control towers that act as central hubs for a wide range of operationally relevant data.

“Limited information sharing and collaboration among functions, sites, and business units make optimal decision-making slow and unwieldy—or impossible.”
The value of that data is limited by the organization’s ability to analyze and act upon it, however. In recent years in response to the global challenges they face, many companies have shifted from manual short-term solutions to longer-term solutions for transparency and planning that incorporate advanced technologies. Such technologies are not limited to monolithic architectures and are often the result of advanced planning systems (APSs) that combine bespoke advanced-analytics (AA) models for increased functionality.
Building advanced planning capabilities requires transformation. In a recent survey, McKinsey found that nearly 90 percent of global supply chain leaders have started or expect to soon overhaul their current planning IT. The same survey also found that 60 percent of these transformations take more time or money than expected or don’t achieve anticipated business outcomes.
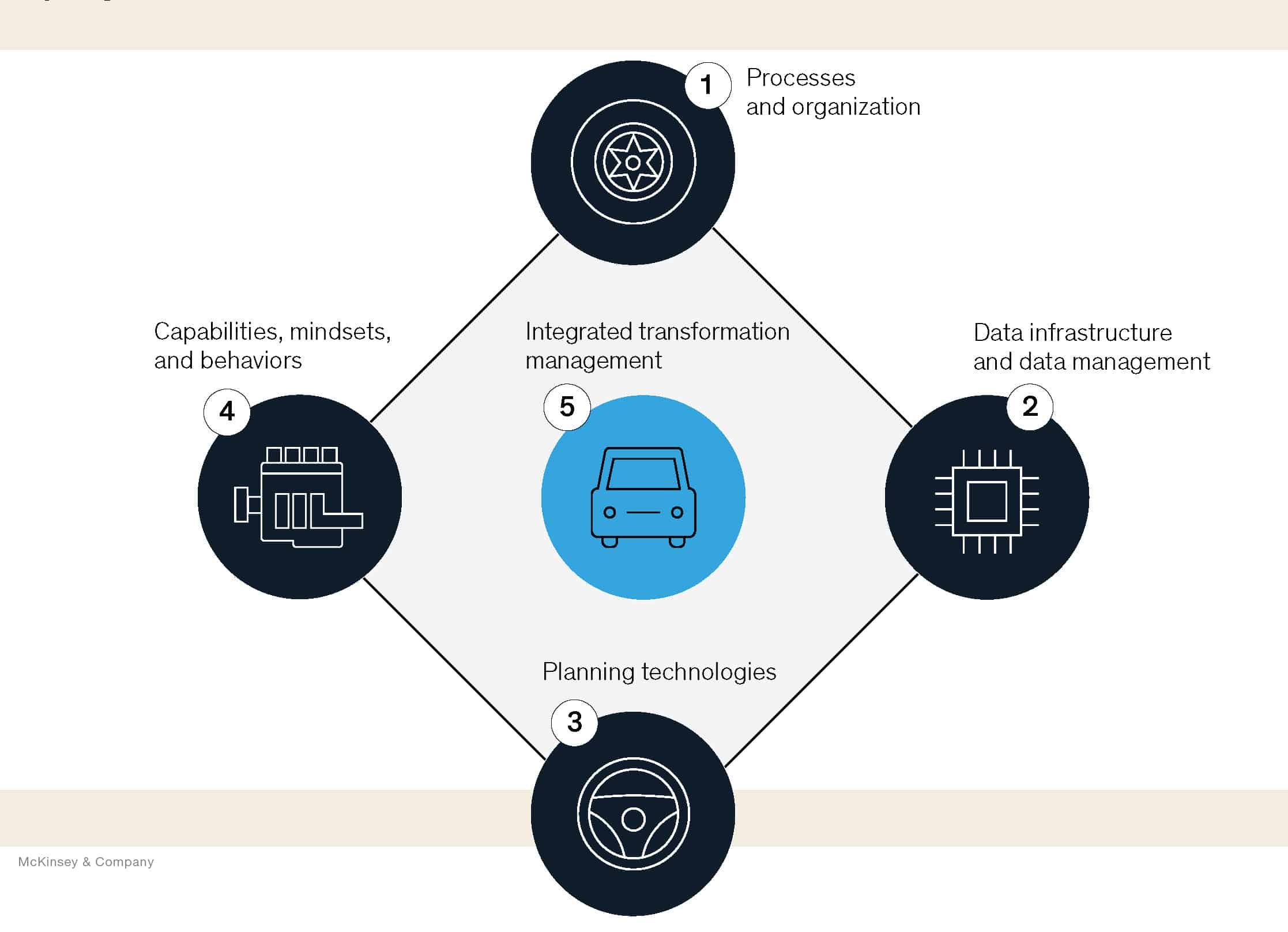
The winning recipe for a successful transformation requires integrating five ingredients to deliver at-scale impact.
- Processes and organization: A cross-functional approach beyond IT highlights opportunities for optimization, including offering value-added services to customers or driving profitability through the coordination of sales and operations.
- Data infrastructure and data management: Digital planning requires four system layers to integrate seamlessly: a system of innovation, APS as a core planning software, a data consolidation layer, and a system of record for ERP data.
- Planning technologies: Companies should select suppliers through an assessment of capability to build a two-level architecture that combines APS technology with AA solutions, such as advanced prediction and optimization algorithms.
- Capabilities, mindset, and behaviors: To develop talent with more-complex skill profiles, companies can create two new types of capabilities: one with a combination of functional, technical, and leadership competencies to drive performance; and another with technical competencies to build, maintain and develop core AA-model archetypes.
- Integrated transformation management: Leaders can focus on value-led transformations by implementing guardianship around three distinct, equally important, and mutually reinforcing pillars of responsibility: design, delivery, and value.
Linking these five ingredients will require fundamental shifts in the ways of working for organizations undergoing APS transformations. Making these shifts can help organizations achieve their business goals on time and under budget.
Figure 2: Five ingredients to integrate APS transformations
Integrated advanced planning systems transformations require five key ingredients.
The COVID-19 crisis, the war in Ukraine, and consumer and regulatory requirements to improve sustainability, and continuing volatility in global markets have lifted operations-related issues to the top of the senior-leadership agenda. There’s good reason for them to stay there. The transition to the constantly evolving global economy is already testing the resilience of business-operations functions in multiple industries. The transition to a low-carbon economy is set to test them even further. All this turbulence is continually opening new value pools for companies with the agility to seize them. The challenge for today’s CEOs and other senior leaders is to get their organizations onto the front foot, building the supply chains, digital skills and capabilities, and organizational capabilities needed to thrive in an economy that promises to be anything but normal. M
About the author:

Dan Swan is the Co-leader of McKinsey’s Operations Practice
Using Digitized Supply Chains to Improve Planning and Predictability

Manufacturers that integrate digital capabilities can reap benefits on the shop floor, in SIOP planning, and in third-party relationships.
![]()
TAKEAWAYS:
● Digitally enabled supply chains can save manufacturers time and money by reducing guesswork about what changes to make on the shop floor.
● Companies can also make better decisions about which suppliers to choose or the best ways to distribute and deliver their products.
● Especially when it comes to inventory planning, digitally enabled supply chains and a data-driven approach to decision-making are key.
The benefits of digitally enabled supply chains go well beyond boosting production and efficiency; manufacturers that intentionally harness advanced technologies can make their planning more accurate, demand forecasting more precise, and operations overall more predictable.
Improved predictability is especially critical at this time. As of May 2023, RSM US LLP’s chief economist put the chance of a U.S. recession at 75 percent over the following 12 months. Elevated inventory levels among industrial companies add another element of stress and potential financial risk, as RSM wrote in this June article. In this environment, supply chain visibility is of utmost importance for planning and fundamental to making more informed decisions in areas such as procurement, order allocation, expedited shipping, and avoiding costly on time in full (OTIF) penalties and accessorial fees such as demurrage and detention.
Manufacturers that integrate more digital capabilities into their supply chains can reap significant benefits on the shop floor and at other facilities, in their sales, inventory, and operations planning (SIOP), and in their relationships with third parties along those supply chains.
On-the-ground Enhancements
Industrial Internet of Things devices, digital twins, artificial intelligence (AI), and predictive data analytics are some of the technologies that manufacturers are implementing to achieve better visibility into their supply chains. That clearer picture of supply and demand will enable businesses to adjust their orders and production as needed and ultimately improve their planning and forecasting abilities, in addition to enabling customer service to better interface with transaction-level inquiries.

“Industrial Internet of Things devices, digital twins, artificial intelligence, and predictive data analytics are some of the technologies that manufacturers are implementing to achieve better visibility into their supply chains.”
Here are some examples of use cases for a handful of advanced technologies:
- Integrating smart devices such as sensors into manufacturing operations can give companies real-time awareness of product quality, the rate of production, downtime issues, necessary machine maintenance, and potential errors. That real-time information allows teams to communicate better with customers about expectations for delivery and make more informed decisions about inventory management, whether in terms of manufacturing or purchasing.
- Using digital twins enables companies to run virtual simulations of various supply chain scenarios and get a clearer picture of their supply and demand impacts. Virtual simulations can help manufacturers save time and money by cutting down on guesswork about what changes to make on the shop floor.
- Employing AI-based software can help manufacturers continually scan high-risk suppliers for potential disruptions, enabling management to pivot to alternative options.
- Using predictive data analytics, in conjunction with the other technologies described above, should include both internal company data and external economic data to improve forecasts and guide inventory, budgeting and resource decisions.
“Companies will continue to prioritize flexible, resilient supply chains, but that flexibility brings a higher cost in the form of increased inventory, more suppliers and higher input costs,” we wrote in this April article. “In thinking about what supply chains will look like in 2030, we expect AI will play a larger role in helping manufacturers manage such costs strategically, as will proximity to end markets and the increased presence of digitalization and automation. Global middle market manufacturers will need to invest in their supply chain capabilities with these factors in mind.”
With a better understanding of supply disruptions and demand changes, manufacturers can make better decisions about whether to choose an alternative supplier or the best ways to distribute and deliver their products. At a global level, this improved supply chain visibility allows businesses to hone their strategy for the next several years, adapt their operating model, and determine whether they may need to diversify their sourcing or nearshore aspects of operations.
Sales, Inventory, and Operations Planning
Beyond the shop floor, these advanced technologies and the data generated from them can enhance an existing SIOP process or serve as a foundation to implement such a process for the first time. Perhaps most critically, these technologies can improve communication among the various functions involved in that process: the sales side, supply side, inventory team, and finance team.
“With a better understanding of supply disruptions and demand changes, manufacturers can make better decisions about whether to choose an alternative supplier or the best ways to distribute and deliver their products.”
Especially when it comes to inventory planning, digitally enabled supply chains and a data-driven approach to decision-making are key. Here are four of the most critical areas of focus for businesses that want to adopt or improve their data-driven approaches to inventory management:
- Technology: Implement or optimize inventory management software and leverage data analytics and supply chain management systems to support data-driven decision-making. Predictive analytics should include both the company’s internal data and external macroeconomic real-time data.
- Collaboration: Build partnerships with suppliers, distributors, and customers to gain insights into market trends and forecast demand accurately. Optimizing shared data among third parties is ideal; but if it is unworkable, then businesses need to collaborate with suppliers more often.
- Processes: Form governance policies based on statistical analysis for key areas like reorder points, target levels, and costs by inventory segment on an ongoing basis.
- Training and change management: Technology is only a useful tool if organizations adopt a continuous improvement approach and well-trained managers monitor and measure the results. Invest in training and budget for it as part of the program cost.1
Many manufacturers struggle to figure out where to start or what to do first when it comes to integrating technologies into their SIOP process. Working with an advisor can help companies determine where they exist along the broader supply chain maturity model relative to other organizations. This analysis sheds light on how digital tools and improved processes can help manufacturers manage margins and increase predictability.
A Comprehensive View
Collaboration with external partners is a crucial element of success when implementing digitally enabled supply chains. But it’s often challenging for manufacturers to determine which digital tools will allow their trading partners to have the best supply chain visibility while not requiring burdensome technological adoption or being overly intrusive.
The key is to find ways to frequently share only the critical data that provides a holistic view of inter-party trading. This holistic view is essential on both the supply side and the demand side. For the former, digitally enabled supply chains can help track and manage supplier performance and variability of the supply itself. For the latter, advanced technologies help manufacturers better predict sales demand across various products, geographies, and channels.
Especially given economic expectations for the rest of 2023 and into next year, manufacturers should zero in on how digitally enabled supply chains can enhance predictability and boost efficiency through more precise planning capabilities. M
1 The content in the four bullets was originally published in an RSM article titled “Elevated inventory: A data-driven approach is necessary to mitigate risk.”
About the authors:

Casey Chapman is a principal at RSM US LLP.

Matt Dollard is a principal and industrials senior analyst at RSM US LLP.
Resilient Supply Chains: Manufacturing 4.0 Solutions

How resilient supply networks enable supply chain leaders to predict, manage, and respond to constant disruption.
![]()
TAKEAWAYS:
● Resilient supply networks and collaborative ecosystems, supported by Manufacturing 4.0 technologies, enable supply chain leaders to predict and resolve disruption effectively.
● Companies are using Manufacturing 4.0 technologies to improve visibility, planning, and information management; creating platforms to identify key events and coordinate effective responses, as exemplified by Unilever’s use of predictive AI during the COVID-19 pandemic.
● Building resilient supply chains involves proactive risk identification, communicating and collaborating with suppliers and partners, and pursuing leading supply chain best practices.
In recent years, supply chain disruption has been the main catalyst for evolution in the manufacturing industry. And with supply chain disruption, we have seen a shift towards resilience rather than the typical focus on cost and service. What was previously thought of as “once in a lifetime” crises have become the norm as the frequency and costs of each disruptive event have increased.
To succeed in this environment, resilient supply networks and collaborative ecosystems are needed to communicate and plan across suppliers, partners, and customers. These networks are increasingly supported by Manufacturing 4.0 technologies, including digital solutions to improve visibility, planning, predictability, and the rapid response to disruption, all working in tandem to enable greater resiliency across the supply chain.
Resiliency starts with proactive risk identification and assessment, identifying sources of risk and associated probabilities. While adaptability to unforeseen challenges is often seen as the hallmark of resilience, predicting and preparing for issues before they present themselves ensures the best outcomes. With this, companies are looking to digitally support business planning, risk management, and organizational preparedness for future disruptions.
The evolution of supply chain thinking
As disruptions increasingly serve as a catalyst for change, the way leaders manage and think about supply chains is changing, too. The COVID-19 pandemic served as a watershed moment, reshaping entire industries as supplies of protective equipment and health and hygiene products were stretched beyond historic constraints. Other products experienced dramatic peaks and valleys in their demand curves – causing manufacturing and supply shortages – followed by increased inventories, and eventually a need to scale back production dramatically.

“Resiliency starts with proactive risk identification and assessment, identifying sources of risk and associated probabilities.”
But the pandemic is far from the only disruption in recent history. Climate change is wreaking havoc as natural disasters and dangerous weather conditions are now a constant concern across the world. Just recently, wildfires burning across Canada led to unsafe air quality spreading as far as the southern United States. Global political unrest, economic instability, and cybersecurity concerns have further led to an environment marked by insecurity and vulnerability.
By embracing Manufacturing 4.0 technology for improved visibility into the current state of operations, as well as predicting how different actions will impact outcomes, leaders can better support scenario planning, risk management, and overall organizational preparedness.
Technology to predict and manage supply chain disruption
Unilever is a great example of a brand using Manufacturing 4.0 technology to predict and manage the effects of external threats. During the pandemic, we worked with Unilever to support their people while securing their supply chain to continue delivering products to their 2.5 billion customers worldwide. Together, we rolled out a predictive artificial intelligence tool: COVID-19 Awareness and Situational Intelligence (CASI) technology.
The CASI tool monitored and predicted global COVID-19 trends, providing a regional analysis relating to individual Unilever sites worldwide. With up to 80 percent accuracy, the dashboard enabled leaders to predict workforce trends and take action to keep employees safe during high-risk times while ensuring that its locations across the world were well-equipped to keep up with supply chain demands.
Diversification to weather times of uncertainty
Other ways to boost resilience include diversification of and collaboration with suppliers and partners. When companies rely on one key supplier, their entire supply chain can become derailed if that supplier encounters trouble, the infamous “single point of failure.” Trade tariffs, material issues, and worker shortages are all valid concerns. Widening the net and finding trade partners in a variety of regions can ensure that if one supplier is unable to deliver, fall-back options are available to keep lines moving. Furthermore, digital tools are providing companies with greater visibility deeper within their supply chains to see where critical supply, geographic market, and operations constraints may exist. This higher level of visibility improves mitigation planning, and with it, greater agility, and resiliency.
A supplier ecosystem that reflects consumers
Diversity in the supply chain goes beyond product offerings and individual companies – it all comes down to people. As brands commit to responsible supply chains that work towards the betterment of the world, those that prioritize people tend to come out on top. Procter & Gamble (P&G) is just one example of a major brand that focuses on the diversity of suppliers to create a supply chain that is representative of its consumer base. This includes working with businesses that are owned by ethnic minorities, women, members of the LGBTQ+ community, people with disabilities, and U.S. veterans.
“Digital tools are providing companies with greater visibility deeper within their supply chains to see where critical supply, geographic market, and operations constraints may exist.”
P&G also makes it a point to source materials and products responsibly, considering factors such as human rights and environmental risk across its supply chain. By monitoring and minimizing harm wherever possible, the brand safeguards the future for those living in areas where the company does business, as well as the planet at large.
While many companies today are working towards environmental, social, and governance (ESG) goals, P&G is one example of a company that not only pursues these goals on its own but empowers suppliers that are making strides to improve as well.
Overcoming obstacles to build resilient supply chains
While many leaders understand the importance of resilience, overhauling processes and getting the entire organization on board can be difficult. Resistance to change, ignorance of the risks of continuing business as usual, budget limitations, and other concerns are common issues limiting progress.
To overcome these challenges, it is vital to instil a culture of resilience and show organizational commitment from the start. This includes getting buy-in from other leaders across the firm and establishing cross-functional teams to assess what needs to change, who needs to be involved, what the process looks like, and the desired outcomes. It also requires leaders to maintain a strategic focus on building resiliency for the long term, while they may be addressing current issues in the short term. Many companies have ignored addressing their supply chain challenges because they are focused on immediate relief of areas such as order backlog, but this does not address the root causes of the backlog in the first place.
“To overcome challenges, it is vital to instil a culture of resilience and show organizational commitment from the start.”
Collaboration is key. Working with other partners across the supply chain ecosystem opens the door to new ideas and implementation strategies. They may even have access to data analytics that can be used for risk assessment and decision-making. The better partners can monitor, prepare for, and manage crises, the more secure the overall supply chain will be for all players.
Similarly, leaders can discuss key learnings from previous disruptions and share strategies that have helped in the past. These proven strategies, combined with the latest digital solutions, can reduce the impact of disruption, and strengthen the overall supply chain moving forward.
Recognizing the next supply chain disruption
As organizations focus on resiliency, it is important to understand the challenges they will need to prepare for in the coming decades. While the past few years have offered a glimpse into the unpredictability of business and life in general, already, we are seeing trends that will require further attention:
- Emerging technologies, including AI: As technology and processes become more advanced, they also become more vulnerable. Increased automation associated with Manufacturing 4.0 has greatly improved productivity and worker safety, but hacking is a real threat that continues to grow. Digitalization is the future, but a greater emphasis and investment in cybersecurity and awareness is needed to keep information, equipment, and especially people, safe.
- Climate change: As mentioned, destructive weather events are becoming more frequent and severe because of climate change. Atmospheric conditions are shifting, ocean salinity is changing, and seasonal patterns are being altered at unprecedented rates. These factors have immeasurable impacts on supply chains as crops are lost to flooding, drought, and wildfires, and as critical infrastructure is left vulnerable to damage from these events. Manufacturers such as Schneider Electric are providing AI-enabled products to predict where damage is most likely to occur and pre-emptively harden systems and/or get teams in place to correct any issues.
- Geopolitical uncertainties and trade challenges: We have already seen how the war in Ukraine led to grain shortages worldwide, and that is just one prominent example of how war and politics affect product supply and prices across the globe. Additionally, trade regulations and tariffs are always changing, resulting in further disruption. Diversifying the supply base allows companies to continue sourcing necessary products from a range of providers if one or more get cut off due to regional circumstances.
- Evolving customer demands and expectations: Next-day shipping and same-day delivery have changed the game on consumer expectations. But these are not the only shifts in the customer landscape, as buyers also expect brands to commit to ESG targets, improve transparency, simplify ingredients, and more. Committing to do better for the planet lets customers know that their values are aligned with the business.
Boosting resilience with Manufacturing 4.0
Lessons from the past few years show that disruption, and its impacts, are not going away. As leaders manage this new reality, a drive towards collaborative resilient supply networks has proven to be an effective strategy to predict, manage, and respond to these disruptions.
While there are many avenues to resilience, investing in modern technology remains one of the most valuable ways to build the capabilities that provide visibility, planning, predictability, and rapid response. AI has enabled leaders to track the spread of disease, monitor and predict damage from weather events, assess customer expectations, and more. There are risks to all new products, and cybersecurity remains a concern, but the benefits of greater visibility and informed planning for the future cannot be overstated.
We have seen how quickly supply landscapes change in the face of a crisis. Using Manufacturing 4.0 technologies, leaders can plan for disruption while optimizing supply chains in the meantime. Striking the balance between new technologies and tried-and-true strategies like collaboration and diversification will be key to resilience in the coming years. M
About the authors:

Shanton Wilcox is a Partner and America’s Leader in Manufacturing at PA Consulting

Andy Prinz is a manufacturing and supply chain transformation expert at PA Consulting
New Ways to Solve Old Problems

Blockchain technology demonstrates significant potential for mitigating uncertainties related to product tracking, quality assurance, and adherence to ethical practices in supply chain management.
![]()
TAKEAWAYS:
● The implementation of blockchain-based solutions introduces an unparalleled level of transparency within the realm of supply chain management.
● Leveraging such solutions can cultivate relationships and enhance efficiencies within the supply chain ecosystem by advocating for, and contributing to, a uniform standard.
● Moreover, these solutions unequivocally bolster consumer confidence in the manufacturing process, as Smart Contracts ensure a trustful interaction among manufacturers.
In an increasingly globalized commercial landscape, supply chain transparency has ascended as a paramount issue for both corporations and consumers. The necessity to verify a product’s provenance, authenticity, and ethically-sound sourcing is integral to cultivating trust, endorsing sustainability, and adhering to regulatory compliance mandates. Traditional supply chain systems, however, are frequently plagued by information asymmetry, limited visibility, and compromised trust among participants. These prevalent challenges have catalyzed the pursuit of advanced technologies capable of transforming supply chain transparency. Blockchain technology, in particular, emerges as a potentially revolutionary solution.
Incorporating Transparency into a Beverage Company’s Operations
Blockchain technology stands as an innovative catalyst in the manufacturing industry, providing an unparalleled degree of pellucidity across the supply chain ecosystem. From its ability to authenticate consistent testing procedures and ensure quality control from raw materials to the finished product, to confirming the origin of all subcomponents from approved factories that adhere to fair labor practices – these solutions have the potential to change the way an organization does business. Moreover, it revolutionizes the processes associated with specification enforcement and payment guarantees between purchasers and producers, making transactions more transparent and reliable.

“Anytime a product is produced, stakeholders within the blockchain network verify the data and add to the block.”
Take, for example, the amplified visibility a beverage company could derive from the adoption of blockchain technology. Quality testing, a cornerstone of any manufacturing process, is given an extra dimension with the introduction of blockchain.
Imagine a pallet of 64 oz. orange juice bottles, already filled, that is prepared for final testing and shipping. Traditionally, the manufacturer would scan each bottle for conventional quality data based on factors like production line performance, added vitamin and mineral solution, and ingredient ratios. With blockchain technology however, these organizations can go a step further with the ability to provide verifiable information about every ingredient and packaging item that constitutes the final bottled product, thus ensuring a level of trust and transparency that has been previously unattainable.
The right solution can enable the manufacturer to see the acceptance testing both the cap and bottle went through before being packaged and shipped to the plant for filling – looking as deep as the liner material within the cap which can be viewed as a series of sheets, adhesives, and laminates — all with verified tracking to the film plant they were produced in. The cap and bottle could likewise be traced back to the resins the stock was produced from and the oils, plant material, and other bases that make up the resins.
The organic side of the equation is tracked just the same. While the oranges used may be grown by the company internally, the verification blockchain provides allows the company to prove that ethical practices are used for sustainable farming. Blockchain technology further supplies clarity into the quality and content of the fertilizer used for growing. Local farmers can join the network and contribute to the authentication process of the blockchain and further improve the security of the blockchain network.
These aforementioned capabilities stem from the distinctive architecture of blockchain technology, characterized by its network of nodes, each of which maintains an authenticated copy of the blockchain. Whenever a product is manufactured, stakeholders within the blockchain network validate the associated data before it is added to a new block. This verified block is then propagated across all nodes in the network, which collectively maintain the blockchain’s integrity and robustness. This distributed verification and record-keeping process significantly reduces the likelihood of any single network participant manipulating or fabricating data, thereby strengthening the trust and transparency inherent to the blockchain system.
How Blockchain Can Be Used to Track the Supply Chain
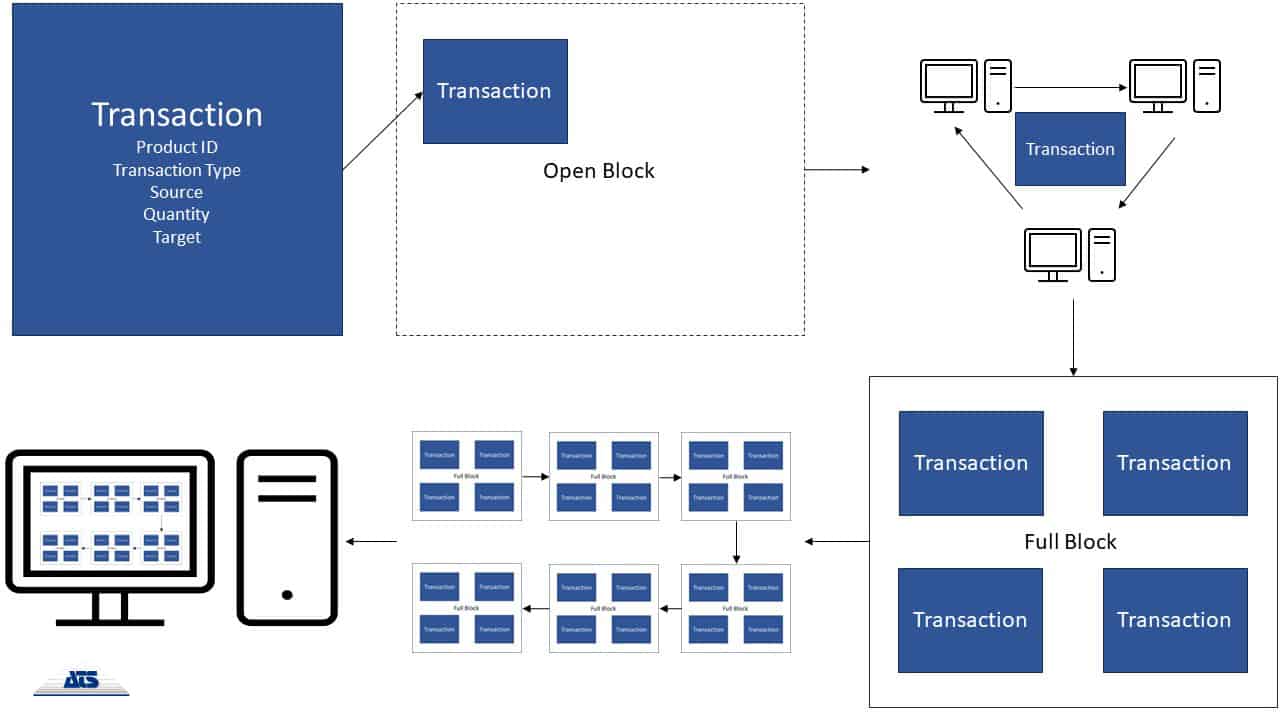
Currently, the most common use of blockchain technology is in the realm of cryptocurrencies. However, to harness the potential of this technology to enhance supply chain management, innovative approaches must be explored, as the priorities in these contexts diverge significantly. A typical procedure for generating a blockchain to monitor the progression of goods and materials through a supply chain could be conceptualized as follows:
1. Generate a transaction that holds the following information:
– Unique product ID (Part Number, Item Code, UPC, Barcode, etc.)
– Type of transaction (Production, Transfer, Sale, etc.)
– Source (Vendor ID, Plant ID, etc.)
– Quantity (Including units)
– Target (Purchaser ID, Plant ID, etc.)
2. Send the transaction to the peer-to-peer network.
3. The transaction is encrypted and sent to the nodes in the network.
4. One or more nodes run a series of equations against the encrypted transaction to verify that it is legitimate.
5. Transactions are collected until a full block can be formed.
Once a block has been added to the blockchain, its contents can be queried and some of its information becomes available to anyone who has access to the blockchain. Exactly which information should be widely available and to which blockchain users is still an open question.
Evaluating the Implications of Blockchain Implementation in Supply Chain Management
Several fundamental challenges arise when adapting blockchain technology to meet the unique demands of today’s supply chain. At its core, the structural design of most existing blockchains often conflicts with the requisites of supply chain applications. Despite our ability to innovatively repurpose this technology to facilitate effective supply chain operations, doing so successfully necessitates navigating a complex landscape of constraints and opportunities.
A pivotal consideration in implementing blockchain in supply chains is the degree of information transparency and accessibility within the network. One approach is for individual companies to maintain proprietary blockchains, with access granted to vendors, customers, and third parties on a need basis. Ideally, these independent blockchains could be interconnected, allowing a transaction to seamlessly transition from one blockchain to another. Alternatively, industry-wide shared blockchains could be established to enhance traceability, enabling end-to-end tracking of materials and components across the entire supply chain. Such a system would, for instance, enable precise identification and recall of products linked to a contaminated farm, in the event of an E. coli outbreak.
Understanding that most manufacturers have numerous internal systems already in place to track pertinent operational information, an additional consideration to ensure is not overlooked, is the solutions’ ability to integrate seamlessly with the diverse technology stacks that make up the inner workings of most manufacturing environments. Blockchain itself, however, is not a data collection solution; instead, it’s designed to disseminate previously collected data and communicate changes in data collected by other systems. The implementation of this innovative technology could prospectively bring added cost, effort, and complexity to the day-to-day operations that decrease the maintainability of the systems by local operators and engineers.
Conversely, one of the primary advantages of employing blockchain technology in supply chain management is the simplified compliance with diverse regulations across multiple jurisdictions. Given the rapid and frequent changes these regulations can undergo, the degree of flexibility associated blockchain solutions provide its ability to adjust the definition of a transaction and the tracked data accordingly.
If we look back at the juice example for instance, while monitoring a basic quality rating for orange juice may be sufficient today, future needs might demand tracking additional factors, such as viscosity or pulp content.
Industries with the Greatest Potential
Blockchain technology has the capacity to deliver both traceability and security to a broad array of manufacturing sectors. With ever increasing competition and dilemmas to solve, it is sure to have multiple applications. Wherever transparency can improve relationships between supplier and consumer, or two parties can benefit from guaranteed payment upon completion of contractual terms, blockchain can help.
Industries reliant on extensive assembly processes — including but not limited to automobile production, small machinery manufacturing, and computer assembly — stand to reap substantial long-term benefits at a manageable initial cost by incorporating blockchain technology. The competitive edge for these companies hinges on the quality of their own manufactured parts as well as the reliability of the supplied sub-components. Given the existing adoption of systems such as PLC networks in many factories, the foundational infrastructure for blockchain technology integration is already in place. Capitalizing on the understanding of these pre-existing networks, the introduction of blockchain technology could provide digital traceability, aid in regulation adherence through smart contracts, and affirm the genuineness of OEM-produced parts.

“The ability to determine whether a supplier is in compliance or if ethical harvesting practices are being used may make the difference between foods and medicines of the highest quality.”
Further, other sectors such as the food service, agricultural, and pharmaceutical industries could vastly benefit from the transparency brought by blockchain in relation to the sourcing of foods, fertilizers, and chemicals. The ability to ascertain supplier compliance or to validate the ethical practices used in harvesting could be pivotal in ensuring the output of top-tier food products and medicines. While the adoption of blockchain technology might pose challenges in some instances, its promise as a secure, reliable solution to the need for farm-to-table visibility and guarantee of medicinal authenticity cannot be understated in today’s manufacturing landscape.
Practical Applications of Blockchain in Supply Chain Management
Numerous applications of blockchain technology within supply chain management already exist, effectively addressing a wide variety of challenges through its familiar technological framework.
IBM Food Trust uses a network of resellers, growers, processors, shippers, and others involved in the growth, development, delivery, and sale of food. The security that blockchain provides, facilitated by the network IBM has created, allows for assurances around the quality of the food being delivered and traceability from farm to table for products worldwide. The goal of Food Trust is to provide healthier food options for communities and strengthen the relationship between buyers and sellers. By enhancing traceability of products, consumers can verify the quality of the food being purchased. This improves the reputation of the contributors within the supply chain and improves business prospects for all.
Other companies like FedEx and Walmart have already begun utilizing blockchain to improve product tracking. FedEx uses blockchain technology to improve delivery tracking and reduce customer disputes with delivery issues. Similarly, Walmart utilizes blockchain in their process for product tracking at both point of sale and point of purchase to aid in efforts like product recall, while simultaneously helping leadership determine needs for supplier changes.
The Path Ahead: An Increasingly Interconnected Future
The integration of blockchain-oriented solutions presents significant potential for enhancing supply chain transparency and overcoming the difficulties typically associated with conventional supply chain systems. While an array of alternative technologies and strategies exist to fulfill these objectives, the relevance of blockchain as a substantial contender cannot be discounted. Irrespective of the technology employed, the assertion holds that firms capable of capitalizing on the benefits of a more transparent supply chain could uncover a unique competitive edge, and perhaps more critically, a novel value proposition for their end-users. M
About the author:

Travis Goertz, VP, Americas at ATS Applied Tech Systems.
Connected Business Ecosystems Can Boost Supply Chain Resiliency

In a time of unending disruption, the old model of linear supply chains optimized for cost efficiency must be rethought for resiliency and agility.
![]()
TAKEAWAYS:
● In a networked ecosystem, rivals can end up being partners in their supply chains, a development that was potentially unthinkable years ago.
● The levels of supply chain disruption repeatedly surged to record levels since 2020, highlighting the need for new strategies.
● Effective networked ecosystems are underpinned by reimagined architectures, greater end-to-end visibility, and technologies that enable faster decision-making and agility.
In the past decade, supply chains went from a back-office concern to front-page news, from enablers of strategies optimized for cost efficiency to potential sources of disruption that demand resiliency. Many organizations are slowly realizing that their supply chains are structured around market dynamics and operating models that are no longer relevant, and the solution requires efforts oriented outward — in networked ecosystems of supply — and not just inward.
To determine the way forward, it helps to reflect on what happened that took us to this point. The COVID-19 pandemic was a rupture with clear before and after points in our lives, yet it is only one part of a broader narrative that’s still unfolding: evolving technology enablers, geopolitical risks, and sector convergence are also complicating a landscape in which hardened borders and conflicts between governments are undermining globalization.
Against this backdrop, yesterday’s supply chain operations are ill-suited for today’s world — and grow more obsolescent in a business landscape that never returns to normal. When you pinpoint the forces affecting your organization, you clarify how best to build your roadmap to the future, and the partners to involve along the way.
Why Back to Normal Never Arrives
The past few years have felt like an endurance test of unprecedented chaos. Through its Global Supply Chain Pressure Index, the Federal Reserve Bank of New York backs up those feelings with hard evidence: since 1997, the beginning of the index, the levels of disruption repeatedly surged to record levels since 2020. The one-two punch of Japan’s Sendai earthquake and tsunami and Thailand’s catastrophic monsoon flooding in 2011 marked the high point of supply chain concerns before the COVID, but reflected just about a third of the standard deviation from the norm than what companies expected in 2021 and 2022.
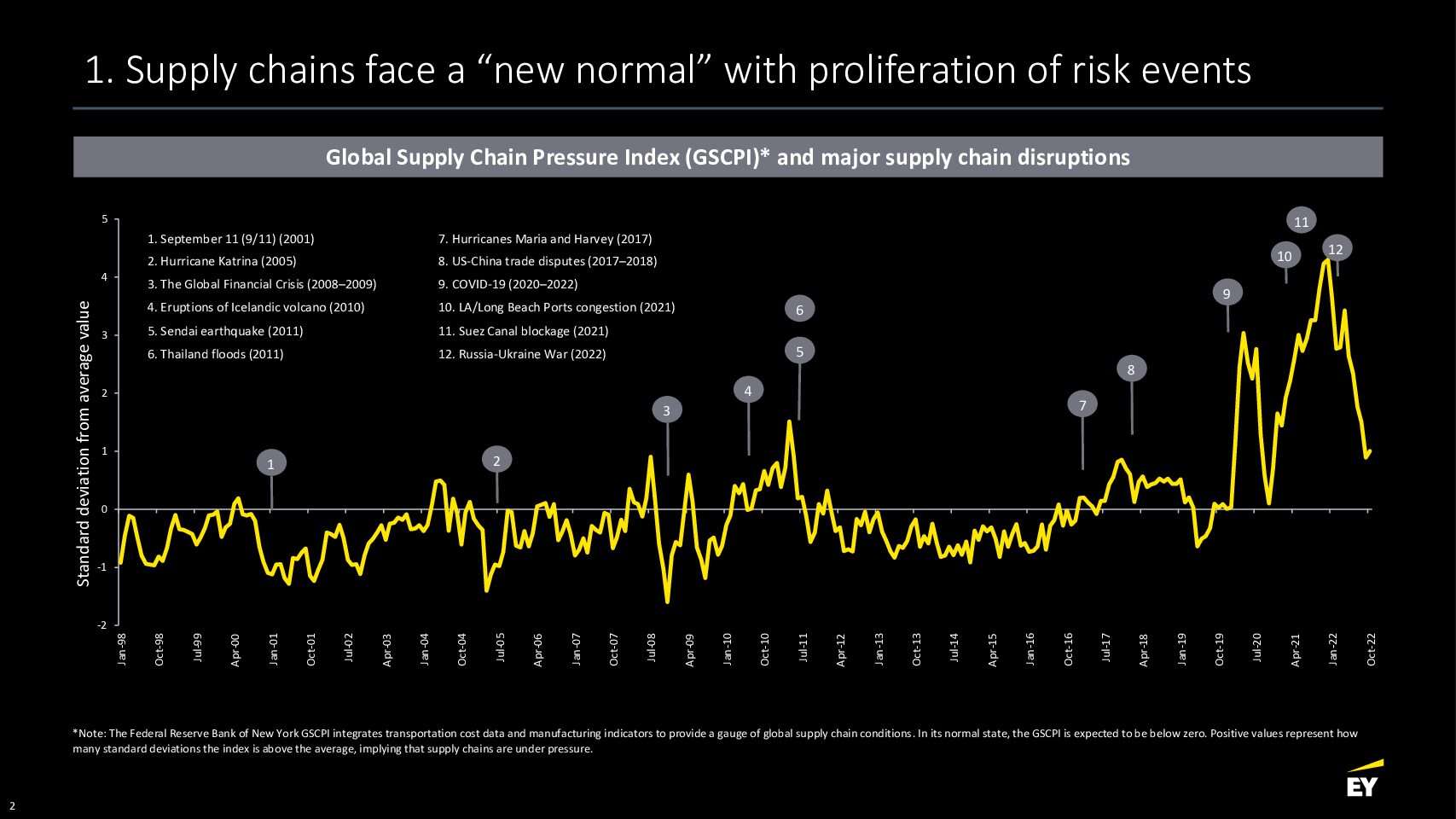
This chart also illustrates how, until fairly recently, the major substantive supply chain disruptions were almost exclusively natural disasters, events that, while serious, but do not reflect persistent foundational challenges to business as usual. It’s feasible to recover from a natural disaster and return to normal in, say, three months. But a number of foundational challenges have made supply chains leaders feel like they’re always recovering, with normal further away than ever.
Around 2017, many companies experienced new headaches stemming from geopolitics, as the US and China, a key point in supply chains for many big multinationals, became embroiled in trade disputes. Today, the world is still grappling with the fallout of Russia’s war with Ukraine, which scrambled the markets for energy, certain precious metals, agriculture, and more. These events are representative of how the promise of globalization, forged after the collapse of the Soviet Union, has taken a turn into greater nationalism and populism.
More leaders globally have made tighter restrictions on the movement of goods and people across borders a defining principle of how they govern. Many trade blocs and agreements have been rewritten or discarded entirely, such as when then-President Donald Trump took the US out of the Trans-Pacific Partnership. Power blocs oriented around China, or more involving neutral nations like India and Brazil, have formed under “Globalization 2.0,” and as a result, many multinationals are left with supply chains that reflect a prior era of cooperation, exposing them to risk in today’s era of fragmentation.

“AI and data analytics can drive resiliency by identifying patterns in changing customer demands.”
At the same time, many governments have been implementing new regimens around tax rates, permanent establishment, and nonfinancial reporting that are challenging the equation for where companies do business. And technologies such as AI, Internet of Things connectivity, and digital twins have rewritten how companies compete and what they can achieve. In this environment, traditional sector boundaries are being blurred, and new business models are driving greater mergers and acquisitions for vertical integration or market/portfolio expansion, as well as regional strategies.
All these factors converge on supply chains — where they’re located, how they operate, and what implications and risks they have for the broader business. Linear supply chains with single sources, optimized for cost-efficiency and scale, must be rethought for resiliency and agility — as part of a networked ecosystem.
Building an Ecosystem
Amid so much disruption, rivals can end up being partners. Products in various stages of completion do not necessarily move in a straight line any longer; most companies rely on networks that might include hundreds or thousands of suppliers to create overly complex products such as consumer electronics or automobiles. For example, in the auto sector, one consumer electronics player will rely on another for the battery in the electric vehicle it is designing, even as they both fight for market share against each other in TVs.
This is an example of what we call a networked ecosystem, which enables the flexibility that multinationals need to thrive in today’s environment. Here are some tactics for managing and gaining oversight across your ecosystem — and making it pay off.
1. Redesign your strategic architecture and secure alternate sources of supply
Moving from a linear operating model to one that is agile requires a hard look at your global trade flows, global tax models, and network footprint. Beyond examining whether you have warehouses and manufacturing sites in the appropriate locations, scrutinize whether you have alternate sources of supply established, without heavy concentration from one vendor or geography. Single sources of supply are the symptoms of failures in today’s disruptive age, and by adding more redundancy to reduce bottlenecks and risk, you’re expanding your ecosystem. Also, pinpoint when to rely on third parties instead of enhancing in-house capabilities, and when to localize and/or diversify. Consider future-back planning: determine what results you want, then work from there to determine the foundational priorities and partners to enable them.
2. Embed end-to-end visibility within your ecosystem
An expanded ecosystem brings more variance in what you can achieve and optimize. Therefore, tools and connections that enable visibility are imperative. But too many supply chains run on disconnected systems, manual processes, and unstructured data. Suppliers and other players across manufacturing, logistics, and distribution typically have their own IT systems that may be connected within their own four walls, but not across the full supply chain, greatly reducing its impact. But in a true networked ecosystem, all the data can be stored in the cloud, and all entities can see and respond to events at the same time, instead of linearly. You have the opportunity to evaluate and develop multi-tier supplier visibility and to enhance inventory accuracy and visibility across all nodes.
“Using a digital twin to create a replicate of a supply chain can help in identifying contingencies. ”
3. Use data to enable supply and demand sensing and risk monitoring
This level of connectedness can drive companies move toward predictive, prescriptive, and autonomous decision-making, away from the reactive approaches that are ineffective or unsustainable. A bigger network benefits from optimal tools to drive performance; for instance, AI and data analytics can be used to identify patterns in changing customer demands, market conditions, and risks, driving increased resiliency and flexibility. This information can help you rapidly adjust production and implement predeveloped plans, such as acquiring more components from other suppliers in your networked ecosystem if a disruption surfaces.
4. Enable simulations to create contingencies
This data can also underpin a digital twin, a virtual replica of your supply chain used in simulations. What’s the impact of a loss of one supplier, or a new protectionist policy from a government, or a natural disaster in a key logistics hub, or another blockage in the Suez Canal? All these possibilities — whether a potential failure or source of optimization — can be tested in a digital twin to explore contingencies and hone strategies for events with a cascading impact across functions. By wargaming out scenarios, companies can capture advantages that their more sluggish rivals cannot. For example, Ukraine has positioned itself as a major supplier of car parts to Europe, including wire harnesses, a crucial foundational component in the assembly of vehicles. Russia is also a crucial provider of titanium for the aerospace and defense industry. Capabilities such as a digital twin would prove invaluable as war between the two nations went from rumor to reality.
The bad news is that disruptions are likely to continue to intensify and become more prevalent. But the good news is that the world is making strides to build more useful redundancy in supply, and enabling technologies are advancing and becoming easier to implement. Seen through the right lens, today’s challenges can be tomorrow’s opportunities, and normal isn’t worth pining for.
The opinions expressed in this article are those of the authors and do not necessarily reflect those of the EY global organization or its member firms. M
About the authors:

Aaron Pernat is a Managing Director at EY with experience leading large, multi-national supply chain organizations along with proven success driving business performance improvement.

Sven Dharmani is a Partner/Principal in Supply Chain & Operations at EY with a proven track record of driving process improvement, business transformation and turnaround in the automotive industry.
The Case for Investing in Supply Chain Visibility

Three real-world scenarios illustrate where supply chain disruption can be turned into business opportunity.
![]()
TAKEAWAYS:
● Supply chain performance will remain essential to business success and resilience.
● Improving visibility beyond Tier 1 is necessary to avoid disruption, strategize on cost and quality, and comply with regulations.
● Close relationships with suppliers and other stakeholders can help manufacturers with supplier due diligence, onboarding management, and performance monitoring.
The White House’s June 2023 report indicating that supply chain disruption has eased is good news for manufacturers, but they should not let up on their investments in supply chain anytime soon. Disruption is not an “if”, but a “when”, and manufacturers who deprioritize supply chain today will be less prepared to adapt to future disruptions. Supply chain performance also remains a key differentiator in business success as a critical enabler of customer service excellence, cost efficiencies and resilience.
To hone a competitive edge in today’s operating environment, manufacturers must take several steps to adapt their supply chain strategies, including:
- Evolve from reacting to disruption to establishing the supply chain as a key driver of business value.
- Establish deep partnerships with key suppliers, as they are an integral part of maintaining quality, predictability, and on-time performance and optimizing cost.
- Develop an intimate understanding of extended supply chains beyond Tier 1 suppliers and work with all stakeholders to design a sustainable and resilient supply chain operation that drives competitive advantage.
Improving supply chain visibility is a key component of achieving these strategic goals. According to the 2023 BDO Manufacturing CFO Outlook Survey, 42% of manufacturers will improve supply chain visibility this year — but many are still not prioritizing this core element. Visibility means having sight beyond Tier 1 suppliers and downstream into customers’ operations.
Improving visibility is key for navigating disruption, adapting to new stakeholder expectations, modeling strategy and operational changes affecting cost and quality, and complying with regulations. It’s enabled by technologies like blockchain, sensors, ERP, and mapping and tracing technology and processes. Ultimately, investing in supply chain visibility will help transform this critical function into a driver of value and resilience for the entire business.
“Ultimately, investing in supply chain visibility will help transform this critical function into a driver of value and resilience for the entire business.”
But what do these principles look like in action? How can companies apply visibility to real-life situations? We’ve outlined three hypothetical scenarios and accompanying solutions to demonstrate how enhancing visibility can help turn disruption into opportunity across manufacturing subsectors.
Scenario 1: Outbreak in a Food Manufacturer’s Facilities
A food manufacturer operating in the dairy sector detected contamination in one of its facilities. Although the company was able to identify the ingredient responsible for the contamination, they lacked visibility into which facilities used the same ingredient from the same supplier. Consequently, they needed to shut down operations in any region where the potentially affected ingredient could have been used. The crisis resulted in significant revenue losses and damage to the company’s reputation.
Solution: Improve Visibility to Help Bolster Quality Control
To mitigate the impact of future contaminations, the company should consider digitizing all its supply chain data in a platform that can serve as a single source of truth. The platform could then be integrated with other applications such as ERP, MRP, P2P, and WMS. As a result, the company would be able to obtain a real-time view into all aspects of the supply chain and track which ingredients are used in each of their production facilities. By achieving this visibility, the business could quickly identify and isolate any future outbreaks without needing to unnecessarily shut down unaffected facilities. Real-time visibility would enable the company to respond more swiftly to mitigate these incidents, prevent wider disruption, and preserve revenue and its reputation.
The business should also collaborate with its suppliers to establish stronger quality-control procedures. This could include implementing defined quality assurance checkpoints throughout the supply chain to ensure quality without redundancy. This food manufacturer should also consider implementing lot tracking across different functional areas of the supply chain, from the supplier to final customer delivery, to improve traceability. Finally, the company should develop a standard and random audit program to confirm compliance with the new processes and verify the accuracy of data collected throughout the supply chain. Monitoring will help the company proactively identify lapses in the system before there is a real issue that escalates and causes harm.
“A standard and random audit program can help confirm compliance with new processes and verify the accuracy of data collected throughout the supply chain.”
As part of the rollout for these new procedures, the company should develop a comprehensive communication plan to inform the general public and customers about its supply chain quality control and visibility improvements. To rebuild trust, the communication plan should emphasize the company’s commitment to quality control, safety, and transparency. The plan should also include communications protocols for any potential future outbreaks.
Lastly, in addition to overcoming the outbreak issue, the business could use the supply chain data to improve performance. For example, the company could analyze the data to identify places to streamline the company’s manufacturing, logistics, and distribution networks, as well as opportunities to eliminate redundancy and rethink the network footprint to improve resilience.
Scenario 2: Transport System Failure for Medicine
A manufacturer specializing in the production and transport of insulin realized its temperature control system had failed when, upon delivery to a customer, it discovered that the insulin was exposed to high temperatures — and as a result, the entire shipment needed to be destroyed. The manufacturer could not pinpoint where the failure occurred during transport, nor the cause, which hampered the company’s ability to resolve the issue.
Solution: Implement Real-Time Monitoring to Protect Medicine
To mitigate this problem, the company should consider investing in sensors that monitor the temperature of shipments in real-time and transmit that data back to a central location. This will allow the company to pinpoint where and why temperature fluctuations occur and make changes to rectify the issue. It will also allow the company to easily determine which specific batches have been affected, so that a temperature fluctuation does not necessarily require discarding an entire shipment.
Sensors also add another layer of security by detecting whether the product has been tampered with — for example, during an unscheduled stop — and needs to be destroyed.
“To meet customers’ evolving expectations, manufacturers should prioritize building the digital thread to facilitate seamless communication up and down the value chain.”
As the federal government has designated pharmaceutical supply chains as a priority for onshoring to the U.S., pharmaceutical manufacturers will likely see new requirements to safeguard their products. Companies will need to meet these requirements to qualify for onshoring incentives and avoid scrutiny or penalties for imported products. Temperature sensors are one example of measures that pharmaceutical companies can take to improve supply chain visibility to comply with these potential new requirements. Companies may also be required to provide additional visibility into their financing and arrangements with foreign suppliers as part of the effort to preserve security.
Scenario 3: Adapting to Shifting Retail Business Models
An apparel manufacturer is struggling to adapt to shifting business models in the retail industry as more of its clients embrace a direct-to-consumer (D2C) model and experiment with hyper-customization of products. These changes have significant ripple effects throughout the supply chain, including requiring more agile ordering processes and the ability to quickly transfer information.
The manufacturer can’t keep up with the new level of agility its customers demand and is worried about losing sales.
Solution: Build the Digital Thread
To meet its customers’ evolving expectations, this manufacturer should prioritize building the digital thread: a communication framework that facilitates seamless communication up and down the value chain.
A true digital thread requires the sharing of information across the entire value chain, including from customers and suppliers. Technologies like ERP, data analytics, blockchain, machine learning, and others that facilitate the collection, analysis, and transfer of data make this level of information-sharing possible. The integration of advanced analytics into planning can help inform production planning, and the use of digital twin technology would enable the business to stress-test supply chain changes before implementation to minimize service disruptions.
Additionally, the apparel manufacturer should work with its retail customers to design new demand planning models to account for hyper-customization and establish plans to pivot as customer behaviors continue to evolve, rather than relying on historical trends. Building the digital thread will enable this manufacturer and its customers to respond quickly to changes in demand and be agile enough to shift business models and supply chain strategies to serve evolving needs.
“Manufacturers must balance the challenge of overcoming immediate disruption with the need to drive long-term competitive advantage by investing in supply chain visibility, tracing, and ongoing management.”
In addition, new labor regulations, import tariffs, quotas on certain materials, Customs & Trade Partnership Against Terrorism (CTPAT) participation, and environmental protection measures make it imperative for the manufacturer and its customers to increase visibility and control of the supply chain to maintain compliance and avoid disruption.
The Future of Supply Chain Collaboration
Manufacturers across sectors must balance the challenge of overcoming immediate disruption with the need to drive long-term competitive advantage by investing in supply chain visibility, tracing, and ongoing management. The most successful manufacturers will maintain close relationships with their suppliers and other supply chain stakeholders and will also establish robust processes that support supplier due diligence, onboarding management, and performance monitoring.
Although conditions continue to improve, their investments in visibility will pay off by enabling companies to proactively correct issues and mitigate weaknesses before a major disruptive event occurs. Additionally, greater supply chain visibility can support enhanced decision-making by helping manufacturers spot emerging trends and adapt accordingly to capture opportunities. Businesses that take these steps today can enhance resilience, drive competitive advantage, improve customer confidence, and preserve their reputation. M
About the authors:

Andrea Greco is Managing Director, Global Value Chain, BDO USA, P.A.

John Krupar is Principal, Global Value Chain at BDO USA, P.A.

R.J. Romano is Managing Director, Global Value Chain at BDO USA, P.A.
Moving Past the Crisis Mode

With supply chains moving toward more normalcy, it’s time to refocus on supplier risk management.
![]()
TAKEAWAYS:
● Supplier risk management programs were often neglected or circumvented in the face of recent supply chain challenges.
● As normalcy returns, shoring up these processes requires a holistic internal and external approach.
● Advanced technologies like AI are essential to developing a robust SRM program.
In the NAM Manufacturers’ Second Quarter Outlook Survey (June 2023), workforce challenges continued to dominate and concerns about a weaker domestic economy grew. But responses also hinted at better news on the supply chain front — 45% of executives surveyed cited the supply chain as a primary challenge. That’s a significant percentage but also down from 56% the previous quarter. More than 25% of manufacturers believe supply chain disruptions have already abated or will in the current quarter, and 53% of manufacturers expect improvement by the end of 2023.
While there’s still plenty of uncertainty, this sentiment suggests movement in the direction of “normalcy.” As that happens, we believe that it’s critical to revisit and reinvigorate supplier risk management (SRM) programs.
Given the extraordinary events of the past several years, it’s understandable that many manufacturers eased up on supplier risk management to ensure they could get what they needed to meet demand. Discipline waned on the buy side of the supply chain, with buyers often relaxing their practices for holding suppliers accountable to contract terms and enforcing penalties for non-compliance.
The pendulum is swinging the other way as supply conditions stabilize. Many manufacturers are beginning to again tighten and strengthen their SRM processes. Listed below are some considerations to accomplish that.
Six Considerations for Strengthening Your SRM Program
While technology is a key enabler of supplier risk management today, effectiveness depends on having a more well-rounded approach. Without that, you will struggle to realize value from the effort.
1. Start within your own house: There are multiple functions and parties involved in getting materials from suppliers into your plant. To be effective and ensure consistent application across functions, an SRM program must have multidisciplinary input and consensus. Having your own internal operations in order is essential before you can begin engaging suppliers in initiatives to improve visibility or collaboration.
2. Segment the supplier base: One of the most important principles of SRM is the application of segmentation to suppliers and supply markets; not all provide the same value to the organization or pose the same level of risk. Effective segmentation enables manufacturers to focus their efforts on strategic suppliers at the top of the pyramid that may provide enormous potential for partnership and collaboration. Expanding interfaces with certain strategic suppliers enables collaborative planning and forecasting, and it also improves both organizations’ efficiency.
But the potential is even greater. Collaborative R&D and innovation and joint market development initiatives can be a “force multiplier” for both parties. What’s more, the benefits of expanding strategic perspective further up and down the value chain can provide strategic risk management advantages, including earlier identification of both downside risks and upside opportunities.
3. Assess risk regularly, using a proven framework: Many organizations significantly expanded their supplier base during the pandemic to manage disruptions. This resulted in many short-term partnerships and non-optimal agreements. With a return to normal, a good SRM practice is evaluating the strategy behind each relationship, including updating service level agreements, pricing/service benchmarks, and volume commitments — not as a one-time initiative but on a regular ongoing basis.
“Having your own internal operations in order is essential before you can begin engaging suppliers in initiatives to improve visibility or collaboration.”
Organizations with new or less advanced SRM initiatives should consider starting with an enterprise-wide assessment that creates a holistic view of the supply chain risk profile to prioritize risks across the enterprise. This, then, provides the foundation for building an SRM program focused on areas of greatest risk. On the other hand, organizations with established SRM programs or with insight into known risks may take a “risk-based” approach, focusing diligence in those areas. This more in-depth analysis allows for deeper understanding of specific supply chain risks that may extend to other parts of the business with a similar profile. But because of its narrower focus, it may miss unknown risks or SRM best practices that already exist in the organization.
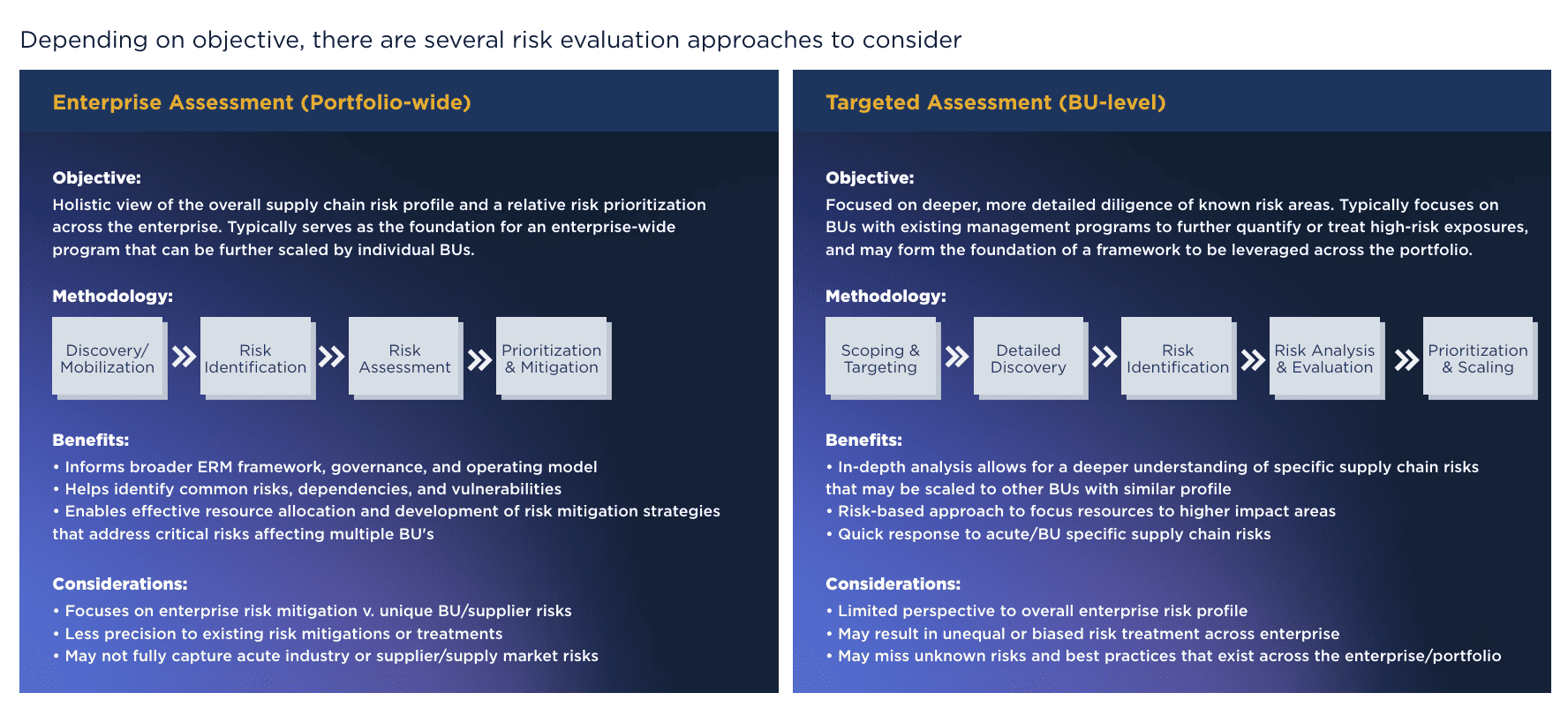
4. Elevate master data management: Quality and availability of data is the lifeblood of supplier risk management and the enhanced collaboration, efficiency, and performance it promises. Manufacturers that “digitize to the core” not only have the potential to become much more efficient and dynamic within but also gain the opportunity to expand competitive advantage at the “edge” by integrating with digitally enabled suppliers, vendors, and third parties. The ability to jointly transact, communicate, innovate, and create digital twin models aids in managing supply risk.
Capitalizing on this requires sound management of the data that may be highly sensitive or proprietary:
- Operational/Master data: products, parts, specifications, bills of materials, capacities, etc.
- Transactional data: orders, forecasts, lead times, payments, invoices, shipments, sales/point-of-sale, inventory, etc.
- Performance data: service levels, quality, Net Promoter® scores, etc.
Elevating master data management is next to impossible without moving away from Microsoft Excel and paper-based processes. This is where many manufacturing operations struggle. In our research with Supply Chain Dive, nearly 75% of manufacturing and distribution executives said they primarily use Excel in their sales and operations planning processes. This is not just slower and more laborious, it’s also more prone to errors and risks.
5. Mature data acumen and governance, wherever it resides in the company: In a digitally enhanced organization, people must be agile and capable of operating at two speeds: running the business while continuously exploring ways to use data to find, evaluate, and pursue new opportunities. This requires the ability to understand new risks from data sharing and systems integration, and to apply risk-based approaches to evaluating what is shared, protocols for sharing, and lines of defense to protect and remediate when needed.
Employees can no longer operate solely within their own functional siloes. They must have a baseline understanding of the data governance frameworks, protocols, and underlying data risks as they increasingly engage with digital interfaces within supplier ecosystems. This will require new skills, as well as education and change management across the functions that play roles in managing supplier risk.
6. Take advantage of evolving technology: Good visibility is key to managing supply risk. Visibility is the product of being digital. Leading manufacturers are trending toward more technology-enabled planning processes. This allows them to forecast more accurately and look further into the future. In addition to having better insight, digital organizations can do more with the same number of people.
Software companies are utilizing advanced technologies to transform supply chain risk management. They offer platforms that provide in-depth supplier risk assessments — which are customizable and dynamic — covering a wide range of risk categories. These assessments focus on various aspects, including location, company, and material risks, and are designed to build long-term resiliency by reducing the frequency and impact of events that can affect supply chains.
Artificial intelligence is revolutionizing supplier risk management by leveraging predictive analytics to foresee potential supply chain disruptions, considering myriad data points including geopolitical events, weather patterns, and suppliers’ financial health. It facilitates real-time monitoring of supply chain processes, tracking goods in transit, and monitoring supplier performance to detect and alert about anomalies before they escalate into significant issues.

“Expanding interfaces with strategic suppliers enables collaborative planning and forecasting, and it also improves both organizations’ efficiency. ”
AI also enhances supplier evaluation, sifting through data on performance, financial stability, and regulatory compliance to identify high-risk suppliers. By classifying suppliers based on their risk levels, AI aids organizations in prioritizing their risk management efforts towards suppliers who pose the most significant threat. AI also supports scenario planning by creating predictive models and running what-if scenarios, enabling organizations to understand the potential impact of different risks and plan their responses accordingly.
Some software solutions employ natural-language AI models trained on supply-chain data to modernize assessment and monitoring processes. These models help to anticipate and manage disruptions in supply chains more effectively. There are also AI-powered analytics engines that integrate data from numerous sources to predict supply chain disruptions or delays. From the inception of a purchase order, these engines provide predictive risk scores to inform buyers about potential supplier delays and their reasons.
Software solutions also exist that focus on risk due diligence in the source-to-pay process, aiming to mitigate disruption while safeguarding revenue and reputation. These tools are designed to automate all aspects of supplier performance and information management, scanning millions of online sources and providing risk alerts. Some solutions also offer comprehensive 360-degree supplier performance and risk management capabilities. Finally, there are software solutions that use AI to help organizations identify, analyze, and mitigate all types of supply chain risks. These comprehensive solutions streamline and automate the often complex and multifaceted process of supply chain risk management.
Key considerations for evaluating the use of new technology include:
- Data quality and availability
- Integration with existing systems
- Regulatory compliance
- Vendor capabilities and support
- Cost and return on investment
- Training and change management required
- Security
- Scalability to meet needs across the business
Taking Action
The right steps to take will, of course, depend on your operations and supply chain, and the maturity of existing SRM practices. Generally speaking, organization size and scale may be one guide for determining where to focus.
Because data is a critical foundation for supplier risk management, not to mention supply chain performance, building the fundamentals for becoming data-driven should be a top priority, particularly for smaller to mid-sized organizations that are early in the process of formalizing an SRM approach.

“By classifying suppliers based on their risk levels, AI aids organizations in prioritizing their risk management efforts towards suppliers who pose the most significant threat.”
Meanwhile, middle- to upper-middle-market manufacturers are typically at a size and scope of operations where a holistic view of the supply chain really starts to matter. In this category, SRM strategies are more common but tend to fall apart when an organization is missing one leg of the stool, whether it’s people and skills, data, technology, or processes. It’s important, then, to make sure the right foundation is in place. Additionally, organizations should look for opportunities to advance tried-and-true approaches, such as supply market segmentation or data sharing and collaboration with strategic suppliers. Pilot programs can be effective for testing and learning from new approaches.
Larger global organizations with established SRM strategies should make sure they are tightening the screws and driving supply-side operations excellence by reinvigorating programs that may have atrophied because of the conditions of the past few years. These organizations can also look for opportunities to modernize technology and begin taking advantage of the latest AI and other capabilities.
Wherever your organization falls on the spectrum, recognize that shoring up SRM practices takes effort, investment, and time to see impact. Simply put, it’s important to act now. While the supply chain may be moving toward more “normalcy,” instability continues to permeate the market. Having a firm handle on supply risk and managing it effectively is critical to future growth and competitive advantage. M
About the authors:

Sam Dawes is a Partner in the Consumer & Industrial Products practice at West Monroe

Brian Pacula is a Partner in the Operations Excellence practice at West Monroe

Alex Jay is a Senior Manager in the Consumer & Industrial Products practice at West Monroe

Brandon Cosey is a Senior Manager in the Operations Excellence practice at West Monroe

David McGraw is a Senior Manager in the Consumer & Industrial Products practice at West Monroe

Marcus Spranger is a Senior Manager in the Operations Excellence practice at West Monroe
Dialogue: Reflections on a Lifetime of Innovation

As the latest winner of the prestigious Lifetime Achievement Award at June’s Manufacturing Leadership Awards Gala, Dr. Don A. Kinard considers lessons from the industry’s past and what excites him about its future.
![]()
From achieving the rank of Eagle Scout in the Boy Scouts of America to leading design and production engineering teams on the F-22 and F-35 fighter aircraft, Lockheed Martin Senior Fellow Dr. Don A. Kinard has accomplished a lot over the years. But what he is perhaps most known for is his ability to describe complex technical concepts in a language that anyone can understand, and doing it with warmth, grace, and a touch of humor.
Dr. Kinard was the most recent recipient of the Lifetime Achievement Award, which is granted by the Manufacturing Leadership Council’s Board of Governors when a qualified candidate is nominated. Here he shares his insights on what he’s learned over the years and his future plans as his career at Lockheed Martin draws to a close.
Q: What is the best piece of advice you ever received in your career?
A: When I look back there are really two pieces of advice that I’ve found to be instrumental in my career. The first is from my dad, who told me that your personal integrity and honesty defined who you were and how others perceived you. Second is the Boy Scout Motto – “Be Prepared” – which means that you should always have a Plan B when Plan A doesn’t work in life and in your career. Manufacturing requires the ability to anticipate and be prepared, in advance, to deal with disruptions.
Q: If you were to tell a future manufacturing leader one thing that they need to know to find success, what would that be?
A: I tell my mentees and colleagues that the best thing they can do for success is to understand who your customers and suppliers are and “walk a mile in their shoes,” meaning that you need to understand what they do and how they do it and how they impact the manufacturing enterprise.
Q: Which of your career accomplishments has made you the proudest?
A: It’s a tough one as I’ve been fortunate to be in several impactful roles in my career first in composites and then with the F-22 Program in design and manufacturing. However, the proudest moment was standing out on the runway with my team and watching the first flight of the F-35 in Fort Worth, Texas, and thinking about the years of intense effort and dedication it took us to redesign the aircraft and modify the manufacturing approach, which has proven to be a such a great success as we achieve full rate production.
Q: You have seen revolutionary technological change within the industry, which also means that leadership skills have needed to change. What do you think are the most important skills and attributes for leaders to have in manufacturing’s digital era?
A: I think the greatest skill for manufacturing professionals is to understand how the extended enterprise (engineering, supply chain, sustainability, finance, HR, business development, etc.) functions and how these components of an enterprise are integrated and optimized for mutual benefit. Functional silos blind organizations to opportunities. It is also important to understand the technology required to produce your products and appreciate and enhance the talents and teamwork of your employees to create the best atmosphere for success. My motto as the Technical Advisory lead for Lockheed Martin manufacturing is, “Manufacturing brings engineering to life.”
Q: What do you foresee as manufacturing’s great challenges and opportunities in the years ahead?
A: For U.S. manufacturers I’m concerned about the offshoring of manufacturing and manufacturing technology to Asia, Europe, and low labor cost countries. This has created significant issues in our supply chains. For example – rare earth and battery materials as well as semiconductors. In addition, I fundamentally believe that you cannot design what you can’t manufacture, and that true innovation exists at the interface between engineering and manufacturing. Our future depends on developing industrial policies (like the CHIPS and Science Act) that recognize the importance of onshore manufacturing to the security of the United States and our allies, the prosperity of our people, and our nation’s economic strength.
Q: As you draw closer to retirement, what are your plans for life after Lockheed Martin?
A: I have always enjoyed teaching and mentoring. When I was a new employee at Lockheed Martin I volunteered for GED (high school equivalency) tutoring for several years and recognized the value of education to our society and the effort put forth by immigrants to this country to contribute and succeed. I believe that STEM education is critical and that understanding and appreciating math may be a defining enabler of individual success. Therefore, I look forward to opportunities to continue to share this STEM passion in my community as well as participate in several aerospace industry associations I’ve been active in for a long time. M
![]()
FACT FILE: Lockheed Martin
Headquarters: Bethesda, Maryland
Industry Sector: Global Security and Aerospace
Annual Revenue (2022): $66.15 billion
Employees: 115,000
Production: 370 manufacturing sites
EXECUTIVE PROFILE: Dr. Don A. Kinard
Title: Senior Fellow, Lockheed Martin Aeronautics Operations
Education: Trinity University (B.S.); Texas A&M University (Ph. D)
Previous Roles:
– Deputy, Joint Strike Fighter Production System
– Director, Joint Strike Fighter Production Engineering
– Engineering Lead and Deputy Director, F-22
– IPT Design Lead, F-22
About the author:
Penelope Brown is Senior Content Director of the NAM’s Manufacturing Leadership Council.
SURVEY: Choppy Supply Chain Seas Making Skilled Sailors
MLC’s latest survey reveals continued disruptions and challenges but big shifts in digital technology deployments and supply network geography.
![]()
Franklin D. Roosevelt is credited with saying, “A smooth sea never made a skilled sailor.”
As we move another year away from the COVID-19 pandemic that set off a wave of supply chain disruptions, we continue to see how those initial ripples have been amplified and compounded by component and material shortages, inflation and transportation cost increases, worker shortages, military conflict, political tensions, and other complexities that have tested supply chain resiliency.
In the face of these stormy seas, the manufacturing world continues to implement technologies and solutions to help overcome ongoing disruptions while girding supply chains for a more resilient future.
The MLC’s latest Resilient M4.0 Supply Chain survey reveals manufacturing leaders’ expectations and insights related to supply chain challenges, digital technologies, partnerships, and resiliency. It is clear that disruption still abounds, and respondents expect this to continue for at least the next 12-24 months.
At the same time, this year’s survey indicates that supply chains may be less resilient than our 2022 survey found. Nearly 23% of respondents now say their supply chain is not resilient – up from 12% last year. Perhaps, this sentiment is driven by the necessary rapid digital transformation and geographic shift that many supply networks have undergone.
If the supply chain waters remain choppy, manufacturers’ efforts to implement technology, transform their supply networks, and create better partner collaboration will lead to skilled sailors who can navigate future disruptions or calm seas – whenever those arrive.
Part 1: Supply Chain Disruptions
What started with a single cause for disruption is now a mixing bowl of many disruptive factors that continue to cause issues for manufacturers. Supply chain disruptions that were initially rooted in the COVID-19 pandemic have expanded to include the Ukrainian War, tensions with China, and more.
Still, survey respondents report that pandemic-induced disruptions have eased some. About half say they have eased significantly or partially while 47% say they have only eased minimally. [CHART 1] Meanwhile, other high-visibility supply chain disruptions from the Ukraine War and China tensions are not causing significant disruptions at this time, with nearly 67% of respondents reporting minimal or no disruptions from these catalysts. [CHART 2]
Despite the easing of disruptions from the pandemic and the reported low impact from Ukraine and China, respondents still see supply chain disruptions lingering for some time. In fact, nearly 36% believe disruptions will last for more than a year and nearly a quarter more believe the disruptions could stretch into 2025. [CHART 3]
Perhaps the lingering supply chain issues stem from several disruptive forces and a synergistic effect as several supply disruptions combine to become causes for further disruption. We asked about eight different types of disruptions that manufacturers have experienced in recent years and their impact. Leading the charge, component shortages and excessive cost rises for materials and shipping both ranked as a four or five (highest level of impact) for 17% of respondents, while demand drops, raw materials shortages and reduced productivity from labor shortages and equipment failures round out the top five disruptions with the highest impact. [CHART 4]
But from adversity, innovation arises, and manufactures report they are taking steps to mitigate future supply chain disruption. Among the leading new strategies, 55% say they are adopting supply chain analytics and digital technologies; 48% are increasing their focus on regional or local production and reshoring; 42% are focusing on regional and local supply chain partners; and 39% are improving their supply chain visibility and transparency. [CHART 5]
1. Pandemic-related Disruptions Persist
Q: To what extent have pandemic-induced supply chain disruptions eased for your company? (select one)
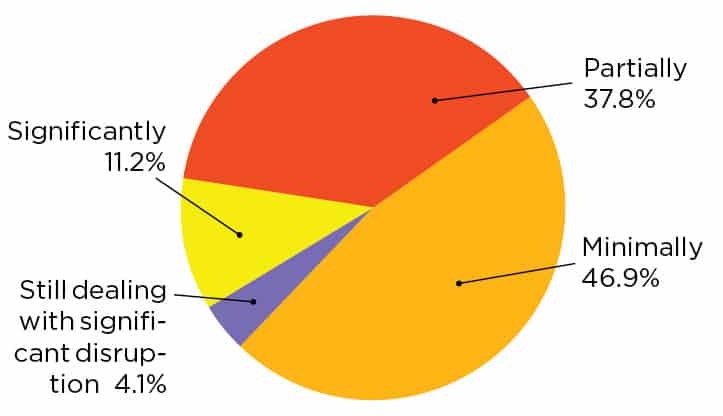
2. Global Unrest and Tension Causing Minimal Supply Chain Disruption
Q: To what extent have the Ukraine War and tensions with China affected your supply chain? (select one)
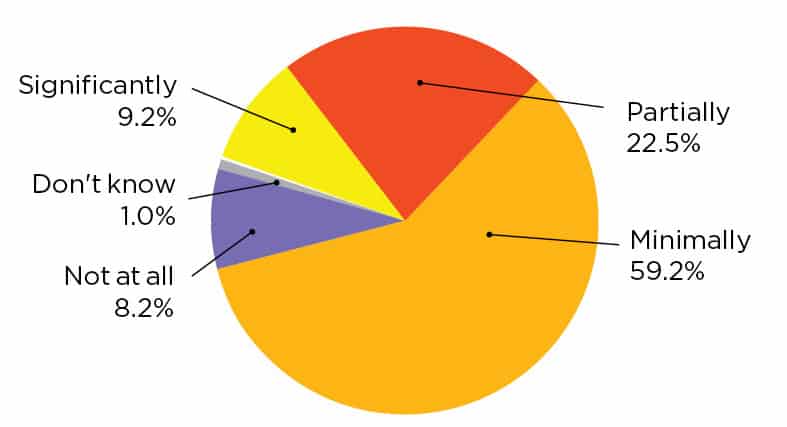
3. Most Expect Disruptions to Subside in Next 12-24 Months
Q: If you are still experiencing supply chain disruptions, when do you expect the disruptions to subside? (select one)
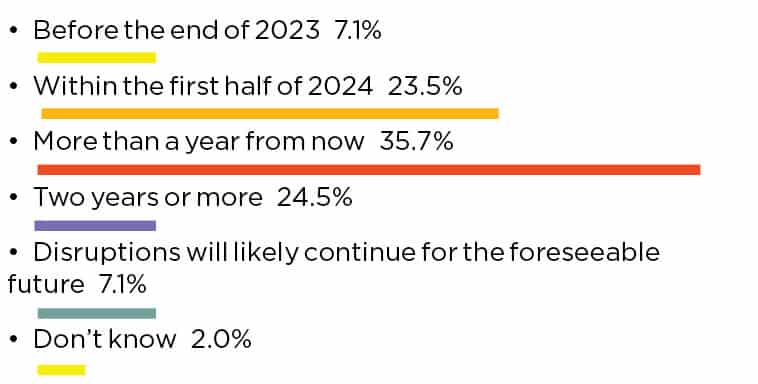
4. Components, Raw Materials, and Costs Causing Biggest Supply Chain Impact
Q: Over the last several years, what have been the most impactful types of supply chain disruptions you have encountered? (scale 1-5, where 5 is highest level of impact)
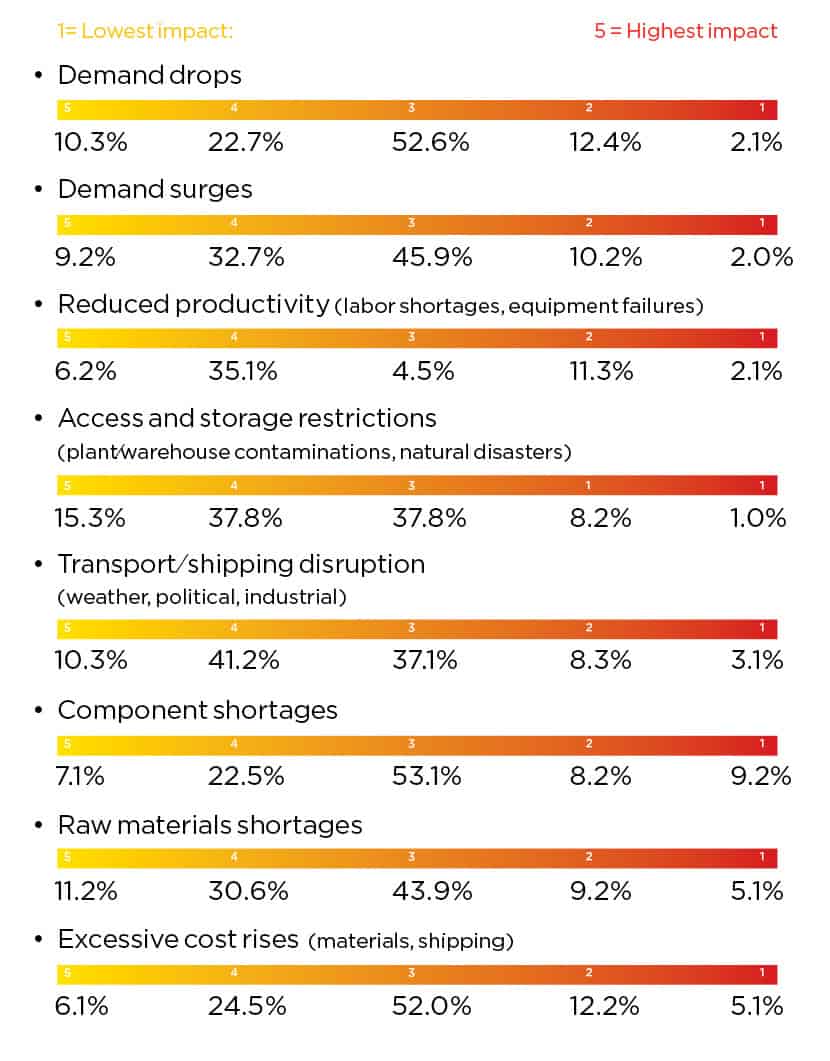
5. Analytics/Digital Tech and Supply Chain Geography are Biggest Strategies to Avoid Disruption
Q: What strategies are you adopting to mitigate future supply chain disruption? (select all that apply)
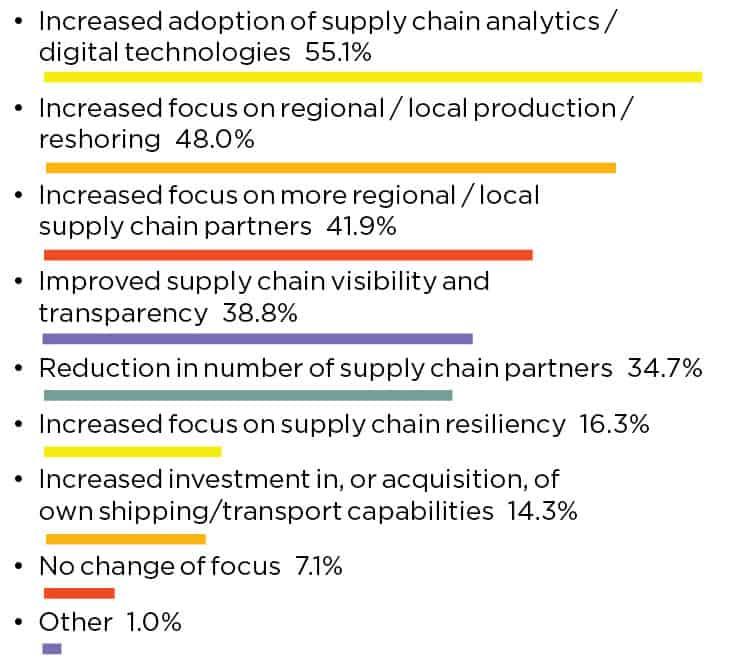
Part 2: Improving Resiliency
Building off these new strategies, manufacturers report a dramatic shift in their supply chain network’s geography. In MLC’s 2022 supply chain survey, 51% reported a global supply chain network. Now, just 18% of respondents report a global network. This shift has led to a significant increase in those with a national focus (43% in 2023 compared to 12% in 2022) and a combination of different approaches (30% in 2023 compared to 19% in 2022). [CHART 6]
The rapid nature of this shift may be responsible for a less resilient supply chain in the short-term. While most respondents still report their supply chain is somewhat resilient (71% in 2023 compared to 73% in 2022), there has been an increase in those reporting that their supply chain is not resilient. For 2023, that number stands at nearly 23% while it was 12% in April 2022. [CHART 7] Time will tell if this is, in fact, a temporary regression as supply networks realign geographically.
One way manufacturers may be bolstering their resiliency is reexamining traditional supply chain strategies. There is a clear move away from the Just-in-Time (JIT) approach. In 2022, 12% reported that they were continuing to use JIT, while just 3% continue to use it according to the latest survey data. Now, 65% of respondents report that they formerly used JIT, but have moved to a different approach. [CHART 8] Additionally, just under half of respondents (47%) report they are moving towards or have adopted an end-to-end value model other than SCOR. That leaves 2% that are using SCOR and nearly 37% that are adopting or have adopted the SCOR Digital Capabilities Model for Supply Networks. [CHART 9]
As these shifts take place, there is some optimism that the efforts will pay off in the next two years. Forty-one percent of respondents report that their supply chain functions are mostly siloed today, but that number is predicted to drop to just under 12% in 2025. At the same time, partially integrated supply chains are predicted to grow from 49% to 67% while those with a fully integrated supply chain are forecasted to increase from 6% to 18%. [CHART 10]
6. Companies Shift Away from Global Supply Chain Network
Q: Geographically, how is your supply chain network structured? (select one)
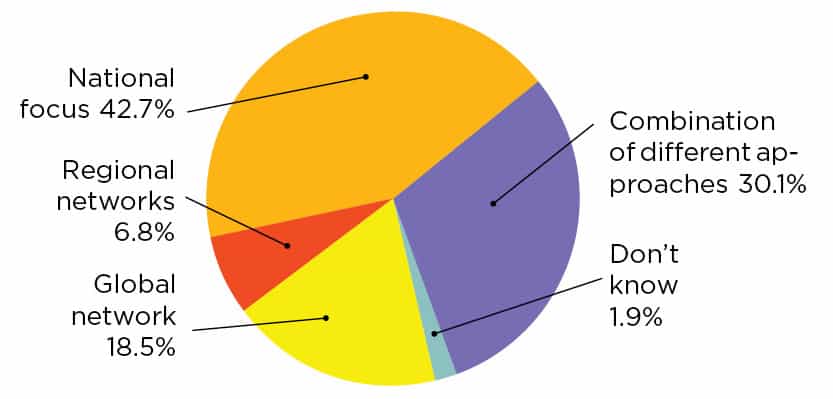
7. Still, resilient supply chains remain an issue
Q: How would you rate your current supply chain’s resiliency? (select one)
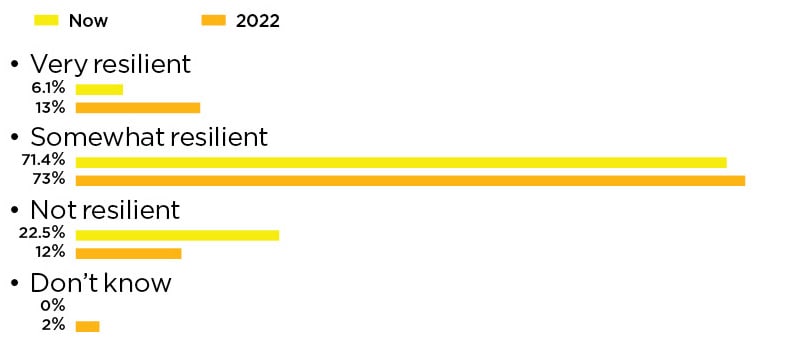
8. Just-in-Time’s Usage Continues to Fade
Q: How would you describe your company’s use of the Just-in-Time approach? (select one)
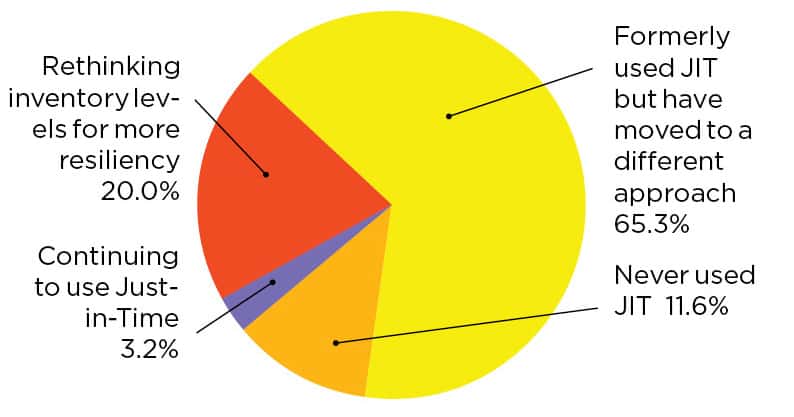
9. End-to-End Value Models Moving Toward Majority Adoption
Q: Does your company use SCOR as its basic supply chain model or are you using or moving toward a different end-to-end value model? (select one)
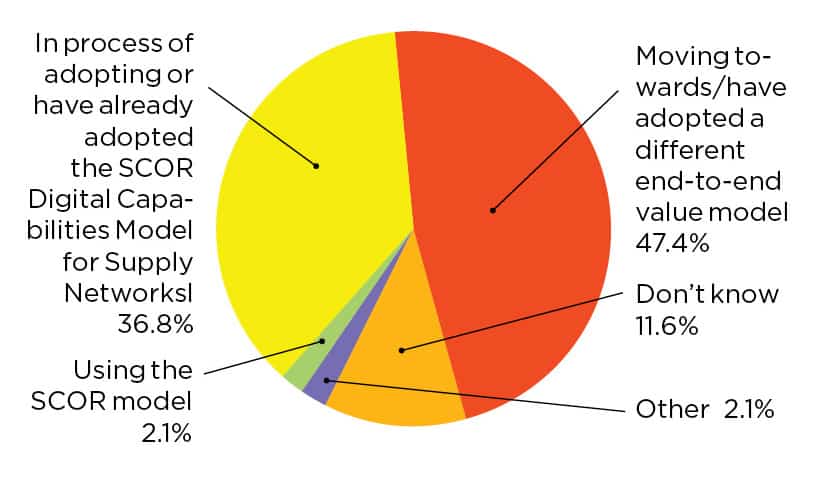
10. Siloed Supply Chain Functions Begin to Disappear
Q: To what extent are your supply chain functions integrated today and do you expect them to be integrated in two years’ time? (select one)
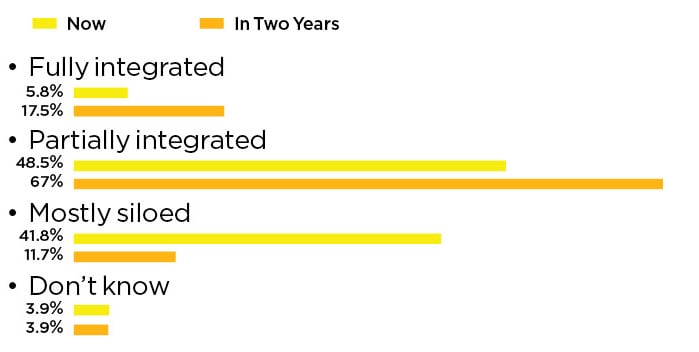
Part 3: Digital Supply Chains
For respondents, their digital maturity for external supply chain functions is slightly outpacing their internal supply chain functions’ digital maturity. Just under 90% say some, most or all their external functions are digitized, while 81% say some, most or all their internal functions are digitized. This means that about 18% of respondents characterize their internal supply chain functions as mostly in an analog or manual state, while about 11% of respondents say the same about their external functions. [CHART 11]
Many technologies are now in use to help digitize manufacturers’ supply chains. Currently leading the pack are cloud systems (in use for 42% of respondents) and augmented and virtual reality (32%). Rounding out the current top five, are artificial intelligence/machine learning, collaborative robotics, and Industrial Internet of Things (IIoT), all of which are being used to digitize just under 31% of respondents’ supply chains. Looking ahead to 2025, use of these technologies will most likely increase. Cloud systems are expected to be in use for 48% of respondents; IIoT is expected to be employed by 39% of respondents; cobot deployments will grow slightly and be in use in 33% of respondents’ supply chains; and AI/ML is expected to be in use for 38% of respondents. Our respondents also expect automated guided vehicle usage to grow from 30% now to 38% in 2025, while augmented and virtual reality usage will slip to 28% in two years’ time. [CHART 12]
As digital technology adoption grows, companies are no longer taking the opportunity to also redesign their supply chain processes. This may be because so many reported that they were redesigning their processes in the 2022 survey. At that time, 72% said they were redesigning their processes as they adopted more digital technologies. In the most recent survey, however, that number has dropped to just 26%. [CHART 13] If AI adoption grows as expected by 2025, it will be interesting to keep an eye on supply chain process redesigns to see if there is a corresponding increase.
11. Digital Maturation Continues
Q: Which description best characterizes the digital maturity of your internal and external supply chain functions today (plan, source, make, deliver)? (select one)
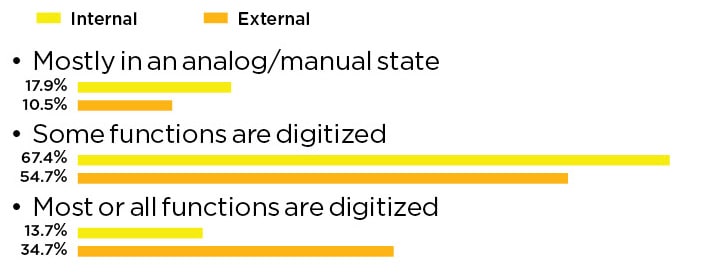
12. Cloud Systems, AI/ML and AGVs are the Present and Future of Digital Supply Chains
Q: What technologies are you currently using and do you expect to be using in two years to digitize your supply chain? (select all that apply)
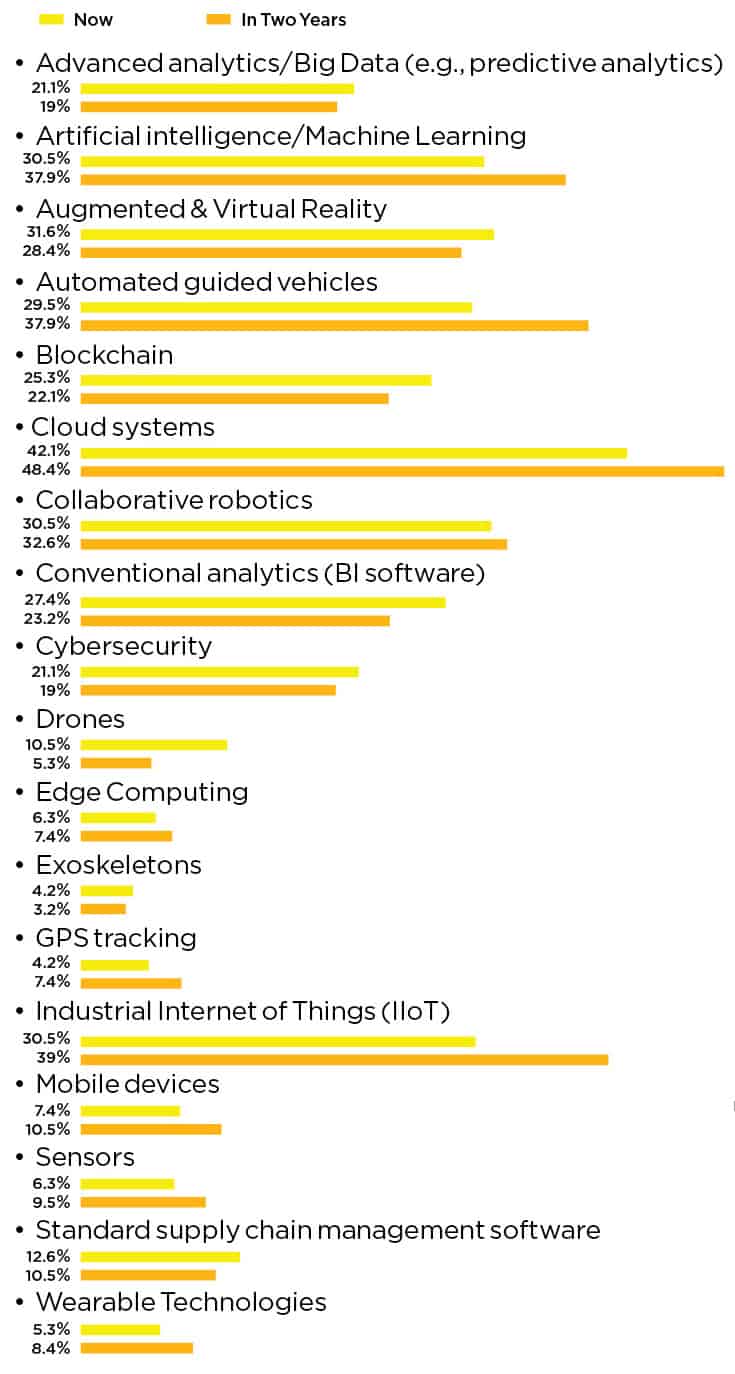
13. Digital Adoption Not Driving Supply Chain Redesigns
Q: As you adopt more digital technologies across your supply chain, are you also taking the opportunity to redesign your supply chain processes? (select one)
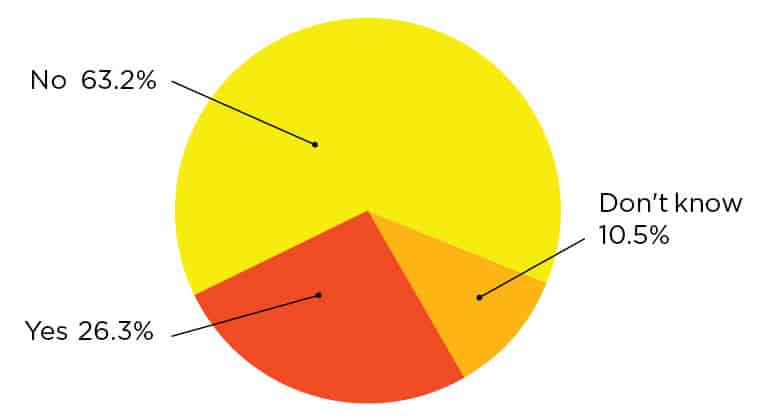
Part 4: Supply Chain Partners
Perhaps driven by more localized supply networks, companies are making an effort to help their supply partners accelerate their digitization efforts. In 2023, 54% of respondents say they are helping their supply partners. This is up significantly from 2022 when just 19% reported they were supporting this effort. [CHART 14] Eventually, these efforts may ensure a more effective end-to-end digital supply network including multiple supplier tiers.
A potential area for growth with partner collaboration is data sharing. Just under 11% of respondents say they share data extensively with some partners while 5% say data is not routinely shared. But there is a light at the end of the tunnel: 38% say they are beginning to share supply chain data among partners and another 46% say they are partially sharing data across their networks already. [CHART 15]
14. More than Half Aid Supply Chain Partners’ Digital Maturity
Q: Has your company made any specific efforts to help support your supply chain partners accelerate the maturity of their digitization efforts to ensure a more effective end-to-end digital supply network? (select one)
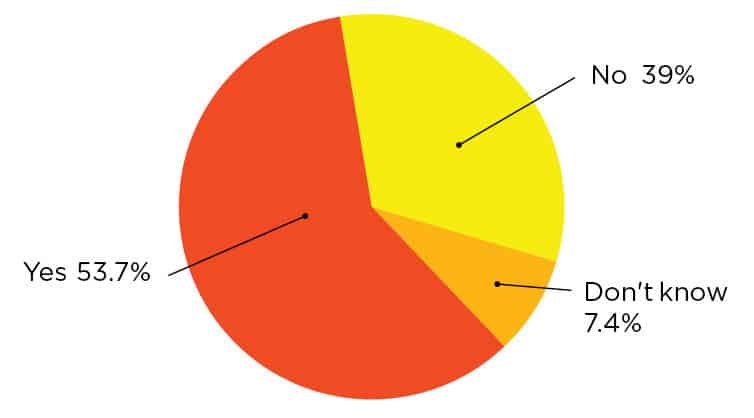
15. Nearly All Respondents Share Some Data Between Supply Chain Partners
Q: To what extent is data routinely shared between any or all of your supply chain partners? (select one)
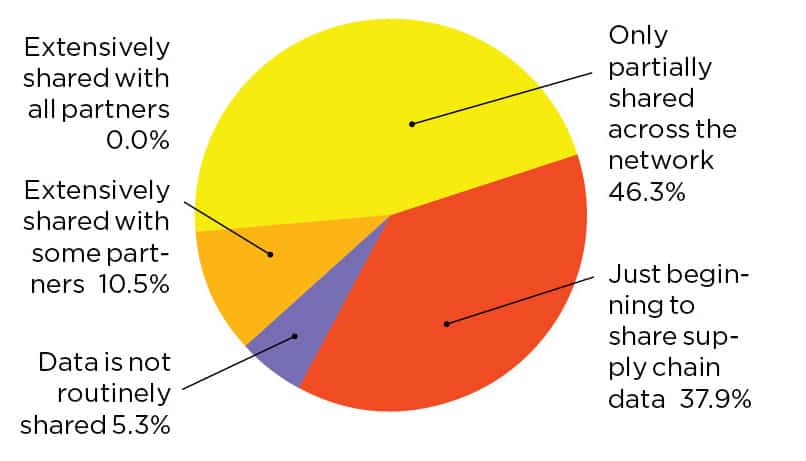
Part 5: Challenges, Goals and Outcomes
To implement an end-to-end digital supply chain strategy, significant challenges exist that must be addressed with organizational and people changes or new technologies. Respondents were asked to identify their top three challenges. Lack of common data platforms across the supply network led the way in the 2023 survey with 48% of respondents identifying this challenge. This is down slightly from 2022 when it appeared in 53% of respondents’ top three. Trailing just behind, 47% of respondents labeled the unwillingness of partners to share data as one of their biggest challenges. Beyond data hurdles, 42% say a lack of leadership buy-in and 36% say low digital maturity of supply chain partners are holding back their digital supply chain strategy. Meanwhile, 32% say that access to an adequate budget or investment is one of their top three challenges. [CHART 16]
Survey respondents are seeking several business goals related to their digital supply chain transformation. Increased supply chain resiliency, improved customer experience, and new business model/competitive advantage rank as the top three most important goals. These were identified as high importance on 43%, 33%, and 31% of the surveys, respectively. [CHART 17]
16. Data Issues Pose Biggest Challenge to End-to-End Digital Supply Chain Strategy
Q: What are your company’s primary challenges in implementing an end-to-end digital supply chain strategy? (select top three)
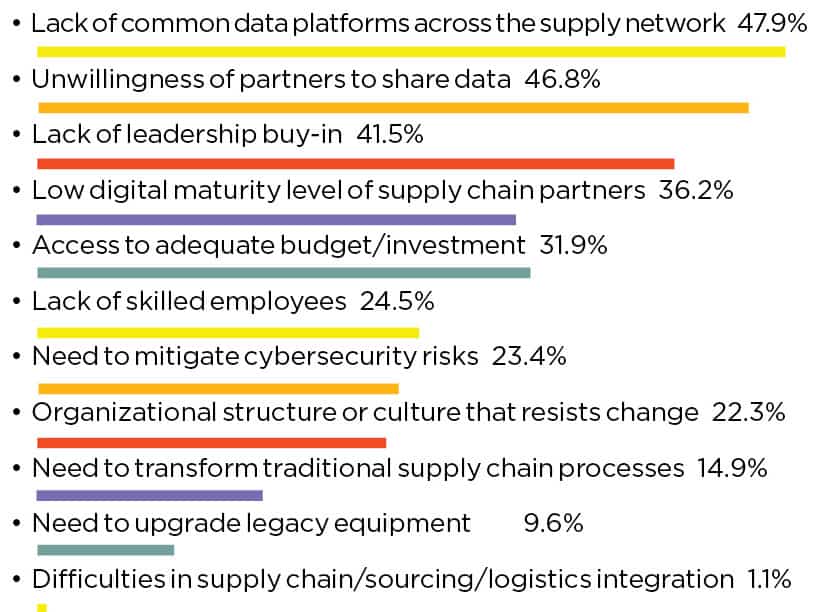
17. Customer Experience, Resilience Biggest Goals of Digital Supply Chain Transformation
Q: How important are the following business goals associated with your digital supply chain transformation? (rate as low, moderate or high importance)

About the author:

Jeff Puma is Content Director for the Manufacturing Leadership Council
Survey development was led by the MLC editorial team with input from the MLC’s Board of Governors.