Seeing the Unseen: Observability in Manufacturing
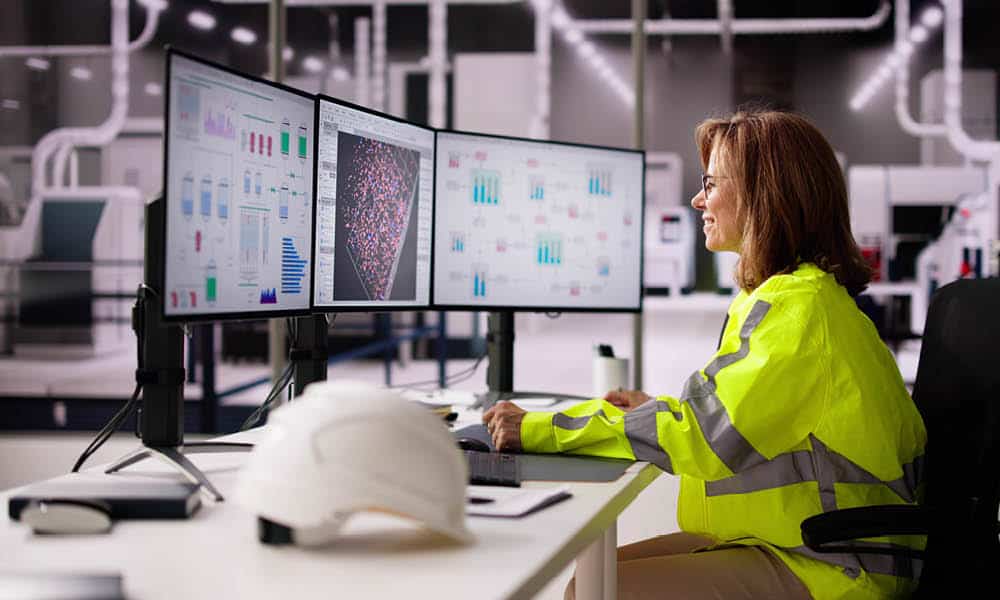
Apply software observability to manufacturing to bridge the gap
![]()
TAKEAWAYS:
● Leverage observability principles to gain real-time insights into your operations, empowering your team to make faster, data-driven decisions that enhance efficiency.
● Adopt digital technologies to break free from geographical constraints, enabling remote monitoring and control that optimize your production processes globally.
● Implement computer vision and AI to revolutionize your manufacturing, improving efficiency, safety, and overall operational excellence by capturing and analyzing real-world data.
The software industry has experienced a seismic shift with the introduction of observability. Gone are the days of guesswork and reactive problem-solving. Today, software systems boast unprecedented transparency, empowering engineers to comprehend system behavior, swiftly identify anomalies, and fine-tune performance. As the manufacturing sector embraces digital transformation, the principles of software observability offer a powerful framework for achieving operational excellence.
Central to software observability is the ability to collect, process, and analyze real-time operational data. Metrics, logs, and traces provide granular insights into system health, performance, and user experience. In manufacturing, this translates to machine sensor data, quality control reports, production line performance metrics, and more. By correlating this data, manufacturers can gain unparalleled visibility into their operations, paving the way for data-driven decision-making and continuous improvement.
Imagine a manufacturing landscape where processes are as meticulously version-controlled as software code. Every assembly line configuration, machine parameter, and quality control check is systematically recorded and traceable. This level of control, once a distant aspiration, is now within reach as manufacturing and the digital realm converge.
Software observability principles relevant to manufacturing extend beyond data. A fundamental shift has occurred in the relationship between humans and computers. In the past, software engineers were tethered to physical machines, often working in close proximity to the hardware. Today, the majority of software development is cloud-based, with engineers accessing and managing systems remotely. This decoupling of geography from computation has opened up new possibilities for collaboration and innovation.
Leveraging remote monitoring and control allows manufacturers to oversee operations from anywhere, detect issues early on, and respond swiftly to minimize downtime.
Similarly, manufacturing can benefit from breaking free from geographical constraints. Traditional manufacturing models often necessitate proximity to suppliers and labor pools. While these factors remain important, observability and digital technologies introduce a new level of flexibility. By leveraging remote monitoring and control, manufacturers can oversee operations from anywhere, detect issues early on, and respond swiftly to minimize downtime. This capability is invaluable for global operations and in scenarios with limited on-site personnel.
However, unlike the digital realm, where data is inherently observable and repeatable, the physical world introduces complexity. Quality issues, for example, often stem from analog faults that are difficult to capture digitally. To address this, manufacturers need to go beyond traditional logs and incorporate rich video and metadata to accurately represent the state of the real world.
To fully unlock the potential of observability in manufacturing, computer vision systems will be instrumental. By digitizing the physical world through video, manufacturers can capture a wealth of information about processes, equipment, and personnel. Advanced computer vision platforms can then analyze this video data to extract actionable insights, identify anomalies, and optimize operations. For instance, by tracking the movement of objects on a production line, computer vision can pinpoint bottlenecks and inefficiencies. By analyzing worker behavior, it can identify safety hazards and optimize ergonomics. The fusion of video data and AI-powered analysis will be essential for achieving the level of observability needed to revolutionize manufacturing.
The principles of software observability offer a compelling blueprint for reimagining manufacturing operations. By approaching production processes as software systems and harnessing technologies like computer vision, manufacturers can attain unprecedented levels of visibility, control, and efficiency. M
About the Author:

Eric Danziger is CEO and Co-Founder of Invisible AI.
Invisible AI is a proud partner of MLC’s Future of Manufacturing Project.
Effective Digital Transformation Leadership Practices

Digitalization, big data and intelligent analytics place new demands on smart factory initiatives.
![]()
TAKEAWAYS:
● Leading through influence, as opposed to authority, helps to get people on board with digital transformation, empowering them to collaborate in support of common goals.
● Focusing on solving specific, high-priority problems aligns relevancy and effectiveness for digital transformation initiatives.
● An effective framework and leadership will set the stage for a feasible solution that meets smart factory goals, creates business value and supports a long-term strategy.
Classic operational technology project challenges are more complex in the Manufacturing 4.0 era. A prime example is predictive technology implementations. Long considered a maintenance best practice across the industrial spectrum, predictive maintenance solutions are valued for helping to detect degrading asset conditions in time to prevent machine failure and the risks and costs that come with unplanned downtime.
The emergence of the cloud, smart sensors, AI and machine learning gave rise to remote condition monitoring and real-time integrated predictive maintenance, which increasingly leverages AI-enabled predictive models, prescriptive analytics supporting corrective actions for streamlined decision making and automated work order generation.
As a result, once discrete initiatives such as vibration monitoring on a critical motor bearing for predictive maintenance are now just one facet of a broader digital transformation, with applications throughout the organization.
With the extraordinary pace of innovation, key leadership skills are more essential to ensure success in implementing today’s best practices and sophisticated technologies, while preparing the organization for the next evolution of manufacturing.
Top Challenges in M4.0 Leadership and How to Overcome Them
Digital transformation leaders are faced with three distinct challenges that can be managed with leadership best practices.
Challenge #1: Have a clear understanding of the problems you are trying to solve and maintain focus on them.
Best practices:
- Avoid the hype: Do not allow the industry and vendors to define your problems for you. Identify and set priorities that match your organization’s specific needs and goals, whether they involve machine reliability, operational support, product quality or otherwise.
- Start small: Identify and target manageable problems, such as adding a sensor to retrieve vibration data from a problematic machine in order to predict and prevent unplanned downtime. It will lay the foundation and provide the evidence to make the case for the next, bigger step on the journey.
- Stay focused: Do not lose sight of why a problem is worth solving. This helps to avoid the pilot purgatory, endless experimentation and scope creep that come from showing what can be done, even if it is not worthwhile for the business, rather than solving known problems.
Challenge #2: Establish a digital transformation approach that offers the most flexibility and agility.
Best practices:
- Plan ahead: Develop a solution framework that focuses on evolution rather than revolution and allows you to potentially solve other problems down the line. For instance, adding sensors to machines could lead to connecting to machine controls, which could lead to integrating with a manufacturing execution or asset management system.
- Optimize the data: Choose solutions that work with data from a variety of sources, and then contextualize that data in a way that is meaningful relative to the problems you are trying to solve.
- Do not get boxed in: Flexibility is lost if you choose conflicting or divergent technological solutions, such as a machine-specific solution that is not compatible with other machines on the line or with other assets in the plant.
- Avoid competing projects: Managing a coherent program saves time, effort and costs. It avoids the solution silos and future integration challenges that arise when too many people solve the same problem in different areas and in different ways.
- Get help: Identify and leverage digital transformation experts and advisors as needed, both internal and external, to ensure a cohesive approach and framework.
Challenge #3: Gain and sustain buy-in and organizational awareness for what you are trying to achieve.
Best practices:
- Celebrate the wins: Use each proof of concept, even the smallest ones, as evidence to make the subsequent business case to your teams as well as to those who may not yet believe in what you are trying to achieve.
- Have a plan: Create a strategy and clear action plan for improving the business culture. Be sure to include benchmarking metrics and systems for monitoring and measuring progress.
- Optimize the talent: Empower all levels of your team with the skills, resources and capacity for digital transformation, whether using internal personnel or trusted partners. Consider R&D, engineering, project management, maintenance, operations, IT/OT, networking, data governance, regulatory, cybersecurity, external audit and corporate roles.
- Close the deal: Align the culture and work process to the new solutions as they are deployed.
Soft and Hard Leadership Skills are Crucial for Success
In the M4.0 era, communicating a clear vision of what you are trying to accomplish to all levels affected by the change is more important than ever. For some, the benefits are self-evident, and for others, digital transformation concepts are not as intuitive.
Leading through influence, as opposed to authority, helps to get people on board with digital transformation. It leverages relationships, expertise and active listening to engage and empower the individuals who develop a sense of ownership and the confidence to collaborate in support of the common goals.
Team building involves getting capable people into key positions, setting expectations, developing skill sets as needed and encouraging trust and collaboration. Resolving conflicts and rewarding efforts also come into play.
Organizational culture change leadership helps to cement the transformation. When high engagement, data-driven results, continuous improvements and employee safety and well-being are ingrained in the culture, team members are more motivated and committed to the program’s success.
The Future of Transformation Leadership
As M4.0 and beyond evolves, so will the role of leaders. For example, more data than ever will be available and needed to redefine strategic, data-driven decision making, and enhanced cybersecurity and IT/OT convergence will become the norm. Consequently, continually growing soft and hard leadership skills will be essential to ensuring program success.
Emerging leaders aiming to excel in digital transformation need to cultivate a visionary mindset to drive innovation, effectively build cross-functional teams and understand when to integrate new technologies and seek outside expertise.
Leveraging trusted partners can help fill skill gaps in your team and integrate scalable technology solutions. Additionally, partners with decades of diverse experience throughout various manufacturing environments ensure you can employ data-driven strategies with deep smart-factory expertise to help optimize your results.
Ultimately, an effective framework and leadership will set the stage for a feasible solution that meets smart factory goals, creates business value, supports a long-term strategy and can potentially provide a catalyst for new business models and markets.
About the Author:

Chris LeBeau is the Chief Technology Officer at Advanced Technology Services, Inc. (ATS)
Three Strategies to Mitigate the Manufacturing Skills Gap

To mitigate an acute labor shortage, manufacturers can source local talent, develop internal talent, or create partnerships to grow talent externally.
![]()
TAKEAWAYS:
● Manufacturers can achieve cost savings and realize operational benefits by developing strategies to recruit and retain local talent.
● Companies can develop robust “in house” training programs to develop much-needed skills, but such initiatives require significant time and money.
● By managing the skills gap through external collaborative public-private partnerships, manufacturers can build a talent pipeline for near-term and long-term needs.
A recent study by Deloitte and the Manufacturing Institute indicated that the manufacturing skills gap could result in 2.1 million unfilled jobs by 2030, representing a cost of $1 trillion in 2030 alone. From a manufacturing perspective, the skills gap is generally defined as the inability to find workers who have the manual, operational, and highly technical skills, knowledge, or expertise to fill open positions. However, the manufacturing skills gap is a problem that many manufacturers are not only anticipating for the future, but they are also facing today. The ability to recruit manufacturing talent at all levels and retain that talent is at the forefront of problem-solving for many global manufacturers.
Companies have started to develop many strategies to mitigate the risks of the skills gap. From increased automation to changes in immigration policies, companies are working to develop solutions to ensure they have the workforce required for their production lines. JLL’s site selection and location strategy team has helped clients navigate the complexities of global labor markets. We highlight three strategies that can help solve immediate labor market shortages and develop a pipeline of talent to shrink the anticipated gap:
- Find Local Talent: Companies derive immense strategic value when they identify areas that have the specific types of talent they need for a production process and then locate operations there. By developing strategies to recruit and retain local talent, companies can realize massive financial savings and operational benefits.
- Develop Talent Internally: Many companies seek to develop manufacturing skills internally through internal training programs, especially when a local market cannot supply sufficient talent or a specific type of talent.
- Grow Talent Externally: As a complementary option to the first two strategies, manufacturers can enhance collaborations with local communities, community colleges, technical schools, and universities to proactively develop the skills they will need and build a pipeline of talent for the future.
Find Local Talent
Labor markets across the U.S. and the world are inherently different and no two markets have the same size and composition of skills. Each labor market also has an existing ecosystem of manufacturers that create a unique competitive environment for talent. Manufacturers can strategically locate in markets with large volumes and deep concentrations of the skills their production process requires. This strategy also requires an understanding of the existing demand for that talent to ensure a company can both recruit and retain talent. While companies can use many published sources to understand the supply side of talent markets, the demand side often requires in-person interviews with local subject matter experts.
As an example, highly automated manufacturing processes that employ mainly skilled technicians and engineers will want to locate to labor markets with deep pools of technical talent. In contrast, a more manual production process that can hire lower-skilled employees does not need to locate to the same technical labor market but could seek a talent market with more general manufacturing skills.
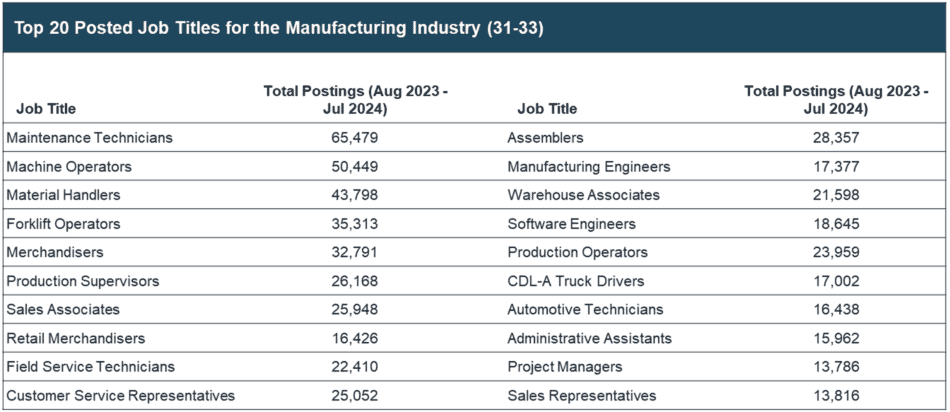
According to EMSI Lightcast, the current highest in-demand jobs in manufacturing include maintenance technicians, machine operators, material handlers, and forklift drivers. When looking into the future, most studies suggest that the in-demand manufacturing jobs will have an increased focus on engineering, technology, and robotics. Job titles such as machine operator, production technician, and process engineer are just a few of the jobs that will grow in demand and technological complexity (Table 1).
Table 1: Most In-Demand Manufacturing Jobs (August 2023–July 2024)
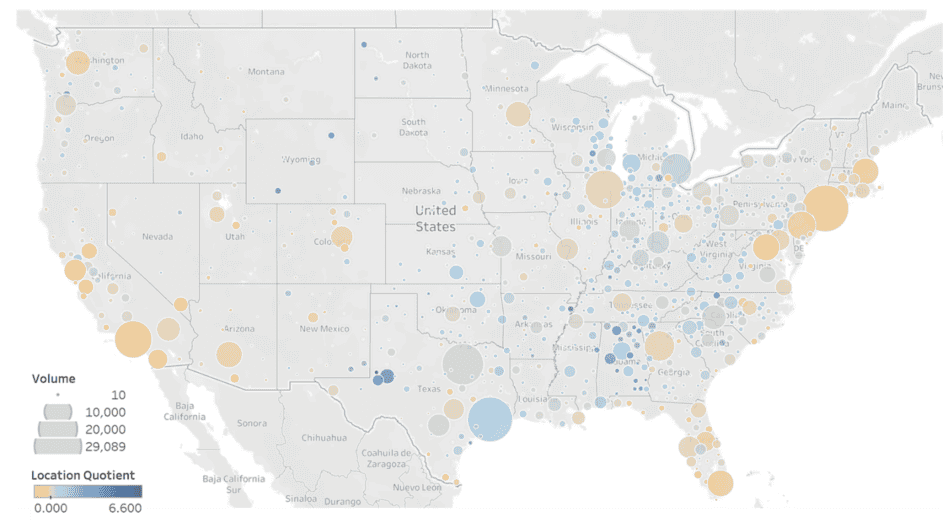
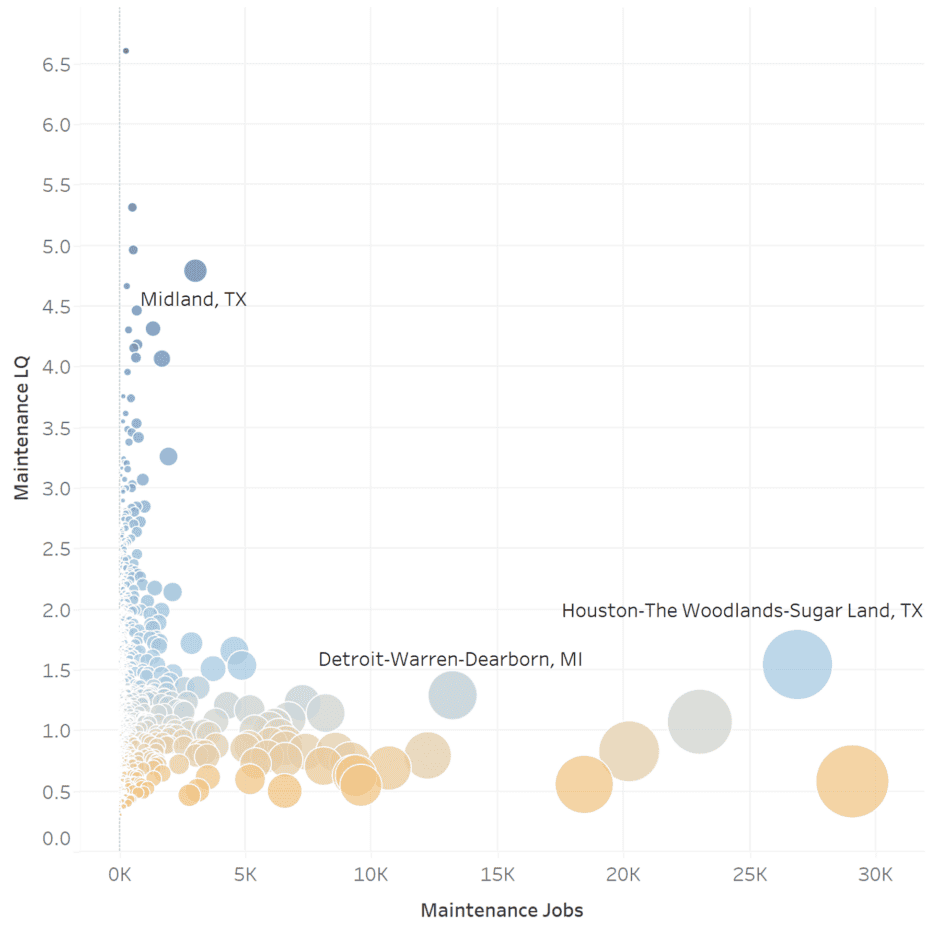
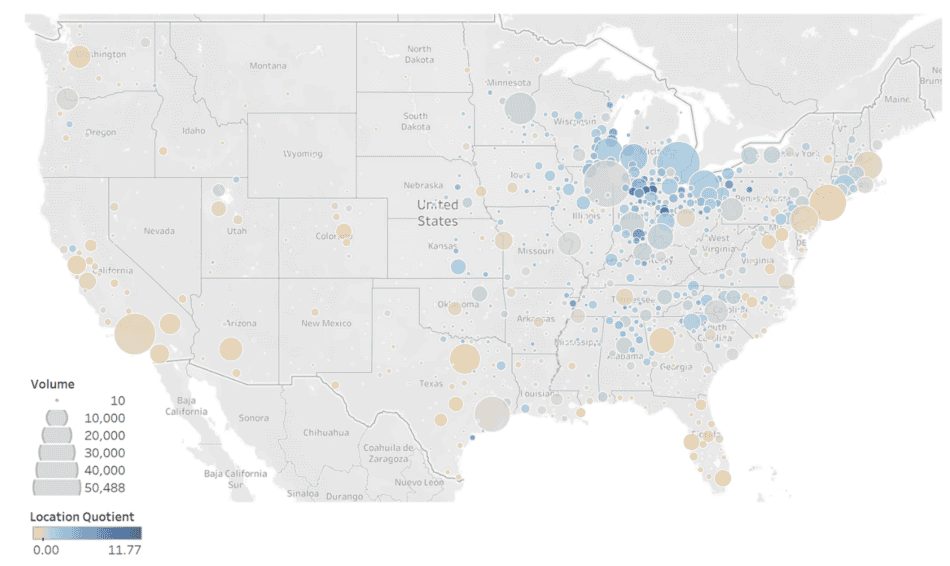
To illustrate the differences between labor markets, consider the two highest in-demand jobs––maintenance technicians and machine operators. For maintenance technicians, large volumes of talent exist in all major metropolitan areas, but there are relatively few large metro areas that also have a large concentration of that talent (meaning high proportion of maintenance technicians as compared to the national average). Stand-out markets include Houston and Detroit, which have typically been dominated by the oil & gas and automotive industries. What the supply-side data do not illustrate is that the level of competition in both these markets is very high (Figure 1). As an example, recent interviews with local recruiters in Houston indicated that nearly all maintenance technicians are employed by local energy companies that offer above market salaries and are nearly impossible to compete against.
Figure 1: Maintenance Technician Volume & LQ by MSA
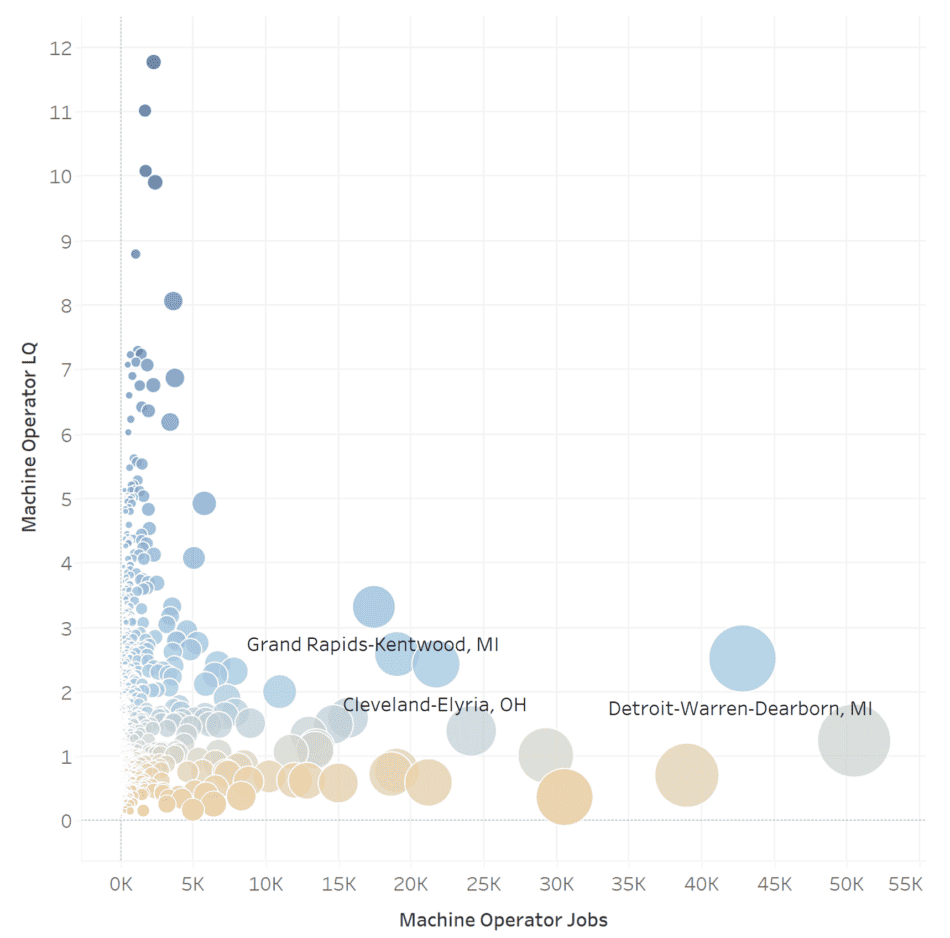
In contrast, the landscape for machine operators is more concentrated in the Midwest. These markets have typically been dominated by the automative industry for decades and have developed a large volume of skilled operators. Also, the automotive industry and manufacturing in general have been the largest employers in the region, giving these markets high concentrations of machine operator talent as well. Stand-out markets include Detroit, Cleveland, Grand Rapids, and Milwaukee. While the supply-side view of the data do not provide any insight on the competitive nature in those markets, recent interviews indicate a generally lower level of competition in many of the Midwest’s legacy manufacturing markets (Figure 2).
Figure 2: Machine Operators Volume & LQ by MSA
Once manufacturers identify a market that has a good alignment between the skills they require and those that are available locally, they need to develop a robust recruitment and retention plan to ensure the ability to hire and keep that talent. These strategies include shortened hiring times, streamlined interview processes, competitive compensation packages, first-line supervisor leadership training, and flexible work schedules, to name a few.
Develop Talent Internally
Internal training has become a growing standard among manufacturers that need specific skills that they cannot recruit locally, or even nationally. Many skills, such as the maintenance technician, are in high demand in nearly every market across the U.S., creating a nationwide shortage that cannot be solved by location strategy alone. Internal training for these highly skilled positions, or even lower-skilled positions, enable manufacturers to enlarge the recruitment catchment pool by removing specific skills, education, and/or years of experience requirements. Companies then focus on developing robust internal training programs to cultivate the skills they need, whether that is general production operator skills training or more robust maintenance technician apprentice programs.
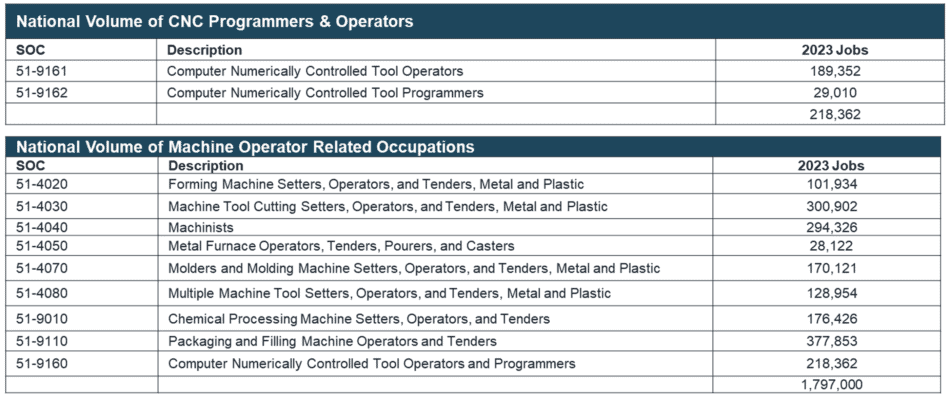
Consider this example: If a manufacturer were seeking to hire CNC programmers, the national labor pool is 29,010. At the entry level, a CNC programmer typically requires a certificate or associate’s degree and 2–3 years of experience. Should a manufacturer widen its search and seek to employ CNC operators and train them internally to be programmers, the total labor pool would increase to 218,362 (Table 2). Moreover, if a manufacturer were willing to spend additional training time it could broaden its recruitment pool to include general machinists and machine operators, increasing the total talent pool to over 1.7 million potential candidates nationally.
Table 2: Volume of CNC Programmers and Related Occupations
This approach, while generally effective, requires both a long lead time and a large capital expenditure to create the classroom environment and on-the-job training conditions required to train complex skills. Also, some training will require 2–3 years, and manufacturers will need to plan sufficiently for the long lead time required to train in-house. Moreover, the investment of time, money, and resources will require manufacturers to look at retention plans and work to maximize employee engagement and retention so that the capital invested to train candidates does not end up elsewhere once they complete training.
Grow Talent Externally
A third strategy to managing the skills gap is through collaborative public-private partnerships between manufacturers, local community colleges or technical colleges, universities, and local economic development agencies to proactively develop training programs and curriculum to support the skills required by the manufacturing industry. This approach applies to both the skills needed in the near term, and those anticipated into the future. Many examples exist in which local communities and higher education institutes directly influence the volume and quality of candidates that enter the labor market. This approach to skills development plays a critical role in developing a talent pipeline, sometimes across generations, as many communities are introducing manufacturing skills and education as early as the primary school level.
Finding communities that have either made or are willing to make a notable investment in technical training programs either through existing community colleges or training institutes is a good starting point to solving the skills gap challenge. Often it is easier to incrementally enhance an existing skills training program than start from scratch with an entirely new initiative. In fact, many states and local communities are extremely proactive, forward thinking, and collaborative, and are willing to make the necessary investments to enhance the talent pipeline supporting a community.
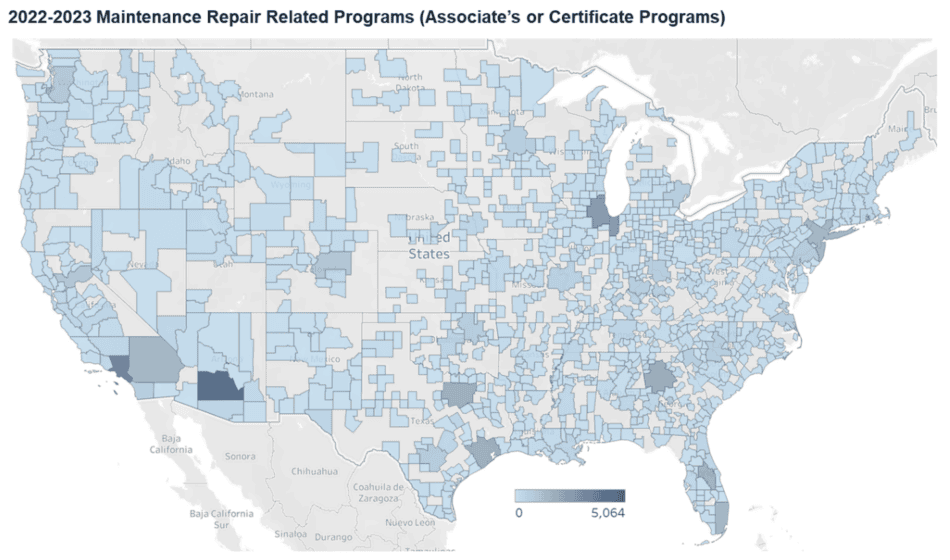
The map below highlights the volume of graduates from maintenance repair-related programs (either associate’s degrees or certificate programs) (Figure 3). Phoenix has the large volume of graduates (5,000+), followed by Los Angeles, Chicago, Atlanta, Dallas, and Houston.
Figure 3: 2023–2023 Maintenance Repair-Related Programs
Conclusion
The skills gap is a current and future problem with massive consequences for the U.S. manufacturing industry. The need to find immediate solutions while also developing strategies to mitigate future difficulties has driven many manufacturers to turn significant focus on their “people operations.” Whether companies choose to locate (or relocate) their operations into a specific labor market, develop internal training programs to fill local skills shortages, partner with local communities to develop a pipeline of manufacturing talent, or use other strategies, the need to proactively solution around a nationwide shortage of manufacturing skills exists for most companies across the manufacturing industry. Manufacturers that proactively work to develop solutions are likely to gain significant advantage in an increasingly tight national labor market. M
About the authors:

Shannon Curley is executive managing director, Business Consulting at JLL.

Matt Jackson is executive managing director, Business Consulting at JLL.
The Right Talent, The Right Skills

To establish talent and skills for smart manufacturing, start at the beginning—of the employee relationship, that is.
![]()
TAKEAWAYS:
● The right approach to workplace culture might be the missing piece in attracting talent for the future of manufacturing.
● Could rethinking your hiring strategy unlock your workforce’s true potential?
● What if creating growth opportunities for all employees – regardless of education level – was the key to preparing for a tech-driven future?
The workforce remains a top-of-mind concern for manufacturers grappling with a trifecta of labor shortages, an aging employee population, and modern skill deficits as factories become more automated. Companies need clarity around what the digital future looks like in order to determine the right mix of skills and talent to efficiently drive success. This is not a new challenge—we have been discussing it in this forum for years. But workforce change is complex, and many manufacturers are still struggling to build momentum.
West Monroe recently conducted a survey of manufacturing executives, covering a broad range of topics, including workforce challenges. While most respondents feel their company is very or moderately prepared to adapt to future workforce needs, 89% believe that attracting skilled talent will have a major impact on their ability to do so.
To continue advancing toward a digital future, manufacturers must find a way to move the meter with respect to the workforce. One way to do so is to focus on the front end of the employee relationship.
1. Be intentional about organizational culture
You cannot start bringing in the right people without first defining what “right” means. That is where culture comes in.
Manufacturing has traditionally been highly output-focused, with less attention paid to workplace culture. Culture is a significant factor in retaining workers, but it is increasingly important in attracting them in the first place—particularly given the new type of talent required for smart manufacturing.
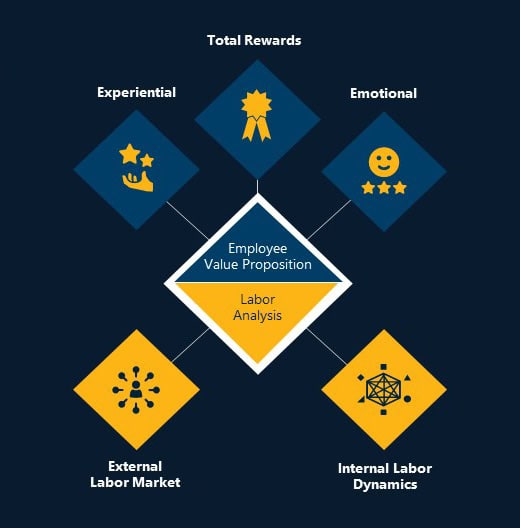
Culture is a set of aspirational behaviors, values and beliefs that drive how work is done in an optimal way. The ideal behaviors should stem from both the culture you want to have and a clear employee value proposition, grounded in labor analysis, which spells out the emotional (alignment to mission, vision, and purpose), contractual rewards (promised compensation and benefits), and experiential (interconnectedness of company culture and employee career journey) reasons why people choose to work for your organization.
Source: West Monroe
In a smart manufacturing environment, desired behaviors will include things like effective collaboration and communication, use of data to make decisions that improve performance, and a bias toward continuous performance improvement. But these are just the basics. This is a chance to be bold and differentiate your workplace—but you will need to back it up. For example, if you want your culture to be known as “energizing,” you will need money, activities, and the flexibility to fulfill this vision.
Adapting corporate culture for a changing business strategy is complex. West Monroe has identified nine critical drivers for enabling culture to influence business outcomes. These fall in three categories: strategy, operations and talent. All require intentional design and investment. Yet, this is critical up-front work, because it influences role design and then who you hire for the role.
2. Hire for culture rather than just current capacity
While there may be urgency to fill empty seats or add people to increase current capacity, the evolution of digital manufacturing increasingly depends on hiring the right people—workers who can demonstrate the competencies, skills and behaviors that will elevate performance. These include attributes such as analytical and critical thinking, detail orientation, problem solving and adaptability to rapid change.
One particular area of attention in hiring should be leadership potential. While executive leadership sets the cultural tone, front-line managers are the day-to-day face of it. Simply put, good leaders engage, develop and retain talent. Bad leaders lose talent. In a 2024 LinkedIn Workforce Confidence Survey, 7 in 10 respondents said they would leave a job because of a bad manager. One study by the Society for Human Resource Management (SHRM) quantified the impact. One in five respondents said they had left a job in the past five years due to workplace culture—and more than half (58%) claimed their manager was the reason for leaving. That turnover costs American corporations $44.6 billion annually.
To continue advancing toward a digital future, manufacturers must find a way to move the meter with respect to the workforce.
Many manufacturers interview primarily for the ability to perform a particular task, such as running a machine. This will not get you any closer to the future. Keep in mind that it is easy, relatively speaking, to teach technical aspects of work but harder to teach behavior. Therefore, manufacturers need to flip the process: Interviewing for desired cultural attributes and training for the rest. Here are some ways to assess behavioral attributes:
- Behavioral interviewing should probe how a candidate has handled past situations—for example: Tell me about a time you recognized a problem on the line and helped solve it in a way that improved performance. Share an example of how you went above and beyond, and the impact that had.
- A mock group setting can show how candidates handle a hypothetical situation. For example, if the role calls for strong teamwork, ask the candidate pool to agree on a list of 10 survival items they want to have on a deserted island. This offers a chance to assess how individuals work within a team, how they interact, and their communication styles.
- A facility tour as part of the interview also shows how a candidate interacts with others, and the extent to which a candidate asks questions can indicate the degree of curiosity or motivation. If a safety culture is important, try leaving something askew or in the way, and see how the candidate reacts. Did she say something or just step over it? After the tour, ask the candidate for ideas about improving the process or what stood out.
Of course, it is challenging to change gears when the most immediate concern is having enough people to do the work today. Consider alternative workforce strategies such as temps or contractors to meet short-term needs, while establishing a plan and timeline for filling key roles with the right people. This is also an area where you can start small—with a few critical roles that require attributes such as critical thinking, data analysis or teamwork—and expand as time goes on.
3. Make the opportunities attractive to all
There is a mixed pool of people coming into today’s manufacturing workforce—some with college education, and some without. Manufacturers need to make sure both groups see opportunity to evolve and be part of the smart factory of the future.
To attract college-educated workers with desirable skillsets, manufacturers must redefine roles and offer attractive career paths. This is a win-win for employers and employees. If done well, it will increase the value derived from current roles—and justify higher salaries.
For the latter group, manufacturers should market roles not just as a job with benefits but an opportunity to grow and gain marketable experience comparable to earning a “degree.” Positioning the role as a “degree” plan opens minds to learning new skills and technologies and exploring how things work—the foundation of a continuous improvement mindset and the evolution of the worker.
Culture is a significant factor in retaining workers, but it is increasingly important in attracting them in the first place—particularly given the new type of talent required for smart manufacturing.
This approach can also help address fears that automation will eventually eliminate jobs. It is important to be open about the impact of technology on jobs. Technology will replace some jobs—that is necessary to remain competitive as a business—but also create new roles that do not exist today. These changes will not happen overnight. There is time and opportunity for people who are willing to learn and evolve with the smart factory.
Incentivizing learning can accelerate this mindset. For example, incorporating learning and skills into a variable pay program—“If you develop this skill or mastery, you get a 50-cent increase at the next pay raise”—can be a strong motivator.
4. Foster—but do not force—a multigenerational culture
For the first time, there are as many as six generations in a workforce. Blending generations creates challenges for any organization. For manufacturing, being able to do so effectively is critical for retaining the institutional knowledge of retiring workers.
Manufacturers have a real opportunity to leverage younger talent joining the workforce to help more experienced workers develop technology and data literacy, while having seasoned workers share their institutional knowledge. This will take targeted effort, however. Mentorship needs to happen in a way that does not feel forced upon the participants. Trust is a key to any effective relationship, and that does not develop overnight.
It is important to continuously assess who is strong and who is struggling when it comes to Manufacturing 4.0 and encourage conversations in a way that builds trust. Look for new avenues that foster organic rather than assigned relationships—for example:
- Expert networks can help people find others with certain skills, techniques or processes and approach them on their own terms. A new employee who wants to understand the finishing process better can find and ask questions of a 30-year veteran who is an expert in finishing. Their dialogue ultimately could surface insight that is useful to both parties.
- Cohort networks that cross generations and/or processes and functions can create a sense of community where members share interactions and learn about the evolving business together and from each other. This type of program is common in universities and MBA programs.
These strategies create a safe haven for employees with questions, as well as a way for newer employees to build credibility.
An investment in smart manufacturing success
There is a common denominator to the work described above—a culture of behaviors that can advance smart manufacturing and the business value it promises. Thus, the four areas of focus described above cannot be discrete activities. They must be addressed in concert. They are also very tactical efforts—not necessarily quick wins or new “programs” that you can stand up, but rather process changes that must endure. As such, they will require consistent focus and effort, and expertise in organizational change management. But these are investments in hiring the right people and bringing them effectively into the organization that will pay dividends going forward—in the form of lower turnover, higher job satisfaction and productivity, and faster realization of new value from smart manufacturing. M
About the authors:

Leah Jacobs is Senior Manager at West Monroe

Glenn Pfenninger is Director at West Monroe

Kris Slozak is Director at West Monroe
A Three-Step Strategy to Attract a Diverse Workforce

Manufacturers can apply a three-step strategy to recruit and retain a diverse pool of talent that will enable them to be and remain competitive.
![]()
TAKEAWAYS:
● To attract diverse talent, manufacturers need to develop an effective and intentional talent sourcing strategy.
● Trade schools, college campus events, women’s associations, veterans’ groups, and high school programs are potential talent sources.
● A strategy for creating a diverse and inclusive workforce must embrace diversity of personnel and diversity of thought.
As manufacturing becomes more digital and as industrial businesses find themselves in a fiercer battle for talent with tech companies and other sectors, building a diverse employee base is essential. Diversity is not just paramount when it comes to skill sets. Having a more diverse workforce in terms of racial, gender, educational, generational, and cultural backgrounds can allow companies to tap into new perspectives and ideas, giving them a competitive edge to drive innovation. Being intentional and strategic about attracting and engaging a diverse workforce can better equip companies to scale the business and increase profitability.
The manufacturing industry has historically suffered from a lack of diversity, especially among women and minorities, who are underrepresented in both entry-level and leadership roles. As a result, businesses miss out on a huge pool of potential talent that could bring new ideas, creativity, and problem-solving abilities to the table. And in the current labor market, manufacturers cannot afford to miss out on appealing to a broader talent pool.
There are signs that companies are making changes, however. According to the RSM US Middle Market Business Index special report on workforce published in January 2024, 41 percent of middle market firms indicated they are focused on recruiting a more diverse base of employees—that is, minority, disabled, and older workers. (The RSM US Middle Market Business Index survey data in the fourth quarter of 2023 was derived from a panel of 1,500 executives recruited by The Harris Poll using a sample supplied by Dun & Bradstreet.)
“Being intentional and strategic about attracting and engaging a diverse workforce can better equip companies to scale the business and increase profitability.”
“In a tight labor market, businesses continue to optimize workforce strategies through human capital management,” the report noted. “Those include recruitment and retention tactics—such as remote or hybrid work, wage increases and other compensation offerings—talent experience initiatives that align with business objectives, and assessments of their physical workspaces.”
Three key steps can help companies approach these recruitment and retention tactics while prioritizing diversity.
Step 1: Develop a Sourcing Strategy
For most manufacturers, defining their talent pools, their brand as an employer, and overall employee value proposition will likely be the place to start in developing an intentional talent sourcing strategy. Human resources teams should collaborate with other functions of the business—such as operations, production, finance, and marketing—to identify where and how the company can reach out to diverse candidates. Potential sources include trade schools, high school programs, campus events, women’s associations, veterans’ groups, and others.
Employee value proposition will be a key part of the sourcing strategy. Companies need to offer a compelling story about why someone would want to join their team and what makes them stand out from other employers in the industry. Manufacturers will also need to align their sourcing strategies with their workforce plan—essentially by creating a road map of current and future talent needs based on business goals.
In the current labor market, businesses also need to understand the value of transparency for job seekers. Considering the prevalence of platforms and online communities where current and former employees can share salary information and overall workplace reviews, manufacturers that proactively engage in these forums might find opportunities to extend their talent pool reach and build their brand.
Step 2: Implement Systems to Enable Those Talent Pools
Technology is another central element of a successful strategy to build a diverse workforce. Companies need to have systems and tools in place that enable them to connect with and recruit efficiently and effectively from a variety of talent pools.
Applicant tracking system software, for instance, can automate and streamline parts of the recruiting process and help companies push their listing through a wider variety of platforms. Such systems can also help collect and screen applications, schedule and conduct interviews, send offer letters, and track other data. Tracking systems and other HR tools enabled by automation and/or artificial intelligence don’t just help the employer, they can also improve the candidate experience overall.
Applicant tracking systems and other automation tools for job listings can also make it easier for businesses to use more inclusive language in job descriptions and other communications. This can be critical in helping a broader array of potential employees feel welcome and understood.
Step 3: Educate your Workforce on how to Recruit
Companies need to educate their existing teams—especially hiring managers—on how to recruit a diverse range of candidates and make them feel welcome and valued as new hires or potential hires. This education might come in the form of training and guidance on unconscious bias, cultural awareness, compliance, interviewing skills, and other topics.
Hiring managers and employees throughout the business also need to feel empowered to be ambassadors of the brand and culture from a workplace perspective. Organizations might encourage employees to share their on-the-job experiences and stories with potential candidates.
“Companies need to offer a compelling story about why someone would want to join their team and what makes them stand out from other employers in the industry.”
Employee involvement in attracting a more diverse workforce might also come in the form of candidate referrals, employee participation in recruitment events, and mentorship programs. On the education front, leadership needs to train teams on how best to create a culture of inclusion and retain diverse talent.
It’s not just employee diversity that is becoming more important. Other forms of diversity are imperative.
“Diversity of thought is important at every level of the business, including the board of directors,” as noted in “Diversity among middle market manufacturers: A pivotal talent priority,” another RSM article published in March 2024. “In 2021, Nasdaq introduced rules requiring companies listed on the exchange to disclose board diversity, and the U.S. Securities and Exchange Commission followed suit. Such standards for public companies can often become the de facto standard for private companies, too.”
A Workforce for the Future
By following these three steps, manufacturers can start building a more diverse and inclusive workforce that can bring new skills, perspectives, and value, all of which can ultimately lead to a more robust bottom line. Companies need to be intentional and strategic about this plan; those that are not proactive about building a multifaceted approach to recruitment and retention will be at risk of falling behind. M
About the authors:

Kendra Blacksher is a partner and industrials senior analyst at RSM US LLP.

Marni Rozen is a principal at RSM US LLP.
How Leaders Can Improve Frontline Worker Stability and Productivity

To unlock the full potential of their frontline workforce, manufacturers should develop a holistic talent strategy based on 5 critical factors.
![]()
TAKEAWAYS:
● Due to massive workforce churn, talent has become a top issue for CEOs, surpassing even revenue.
● Leaders are treating talent as an investment similar to capital and are building holistic workforce operating models.
● Top areas of investment are work re-design, talent analytics, and the employee experience.
In 2023, more than 4.7 million workers in US manufacturing parted ways with their employers—a large majority voluntarily—due to factors including the pursuit of different work/life balance, some retirements, and some redundancies. This represented a full third of the manufacturing workforce.1
This high level of churn accentuates a backdrop of persistent productivity challenges, with labor productivity in US manufacturing decreasing significantly between 2007 and 2019 and only achieving sluggish growth since 2020. 1
Talent is now one of the most pressing issues for CEOs—an even higher priority than revenue.2 But some companies are bucking the trend and successfully addressing the dual challenges of talent stability and productivity.
These leaders are doing three things differently:
First, they treat talent as an investment similar to capital, ensuring they deliver an attractive talent value proposition covering aspects like culture, compensation, career development, and flexibility. These leaders also regularly track the effectiveness of their strategic talent approach, and course correct where necessary to ensure they are investing in a portfolio of talent initiatives to generate the desired return on investment.
Manufacturers should ensure they are delivering an attractive value proposition to frontline employees.
Second, they build a holistic workforce operating model, continuously optimizing activities and roles, including identifying opportunities for capability building, particularly at the supervisory level, where McKinsey has found that supervisors tend to spend less than a third of their time on people-related or team building activities. This frontline-focused approach integrates Operations, HR, and Finance to provide a 360-degree view of what the business and the workforce requires to realize productivity and stability aspirations.
And third, they deploy proven innovations and technology by investing in areas like work re-design, talent analytics, and employee experience to correct frontline pain points and generate value for employees and the business. Examples of such initiatives include shift swapping and flexible scheduling solutions, and leveraging AI to uncover skill gaps, identify development opportunities, and assist supervisors.
Arriving at these three strategic shifts requires companies to evaluate their performance through five lenses that can inform a roadmap of actions to achieve workforce excellence.
To develop an effective talent strategy that improves workforce stability and productivity, manufacturers can start by evaluating their organization through five critical lenses:
1. Understand frontline performance in relation to the local market
Mapping the local market can help manufacturers understand the archetypes at play in their relevant metropolitan statistical area (MSA). Important questions to ask are: what talent is available, what are the demographics, and what are the current job vacancies? With these insights in hand, companies can determine the projected growth in labor demand and supply within their markets, and where their competitors are active or exiting.
To develop a comprehensive market understanding, labor market research can also look at the talent stability and productivity performance trends within the local market context. For example, indicators such as attrition, absenteeism, time to fill open roles, time for new employees to reach full productivity, contribution margin, and throughput volume per full-time equivalent (FTE) can be examined.
Once companies understand the labor opportunities at a particular site, they can determine how to attract new talent and make longer term evaluations, such as considering talent relocation to satellite sites.
2. Assess the strength of the employee value proposition
With five generations active in the workforce, the employee value proposition requires “mass personalization,” based on the unique needs of employee segments as well as common workforce needs.3
Leaders in workforce stability and productivity actively seek out these insights, running frontline surveys at various intervals (for example, semi-annually) and augmenting these with focus groups to gather on-the-ground, firsthand feedback. Advanced analytics can also be applied to create employee clusters, each with different preferences and needs, to produce multidimensional, customized, and actionable insights.
Such measures could help organizations determine the strength of their employee value proposition and prioritize investments that enhance retention and engagement of crucial workforce segments. McKinsey research has found, for example, that Gen Z workers stay and are engaged in jobs that offer flexibility, meaningful work, and workplace safety, whereas most other generations prioritize compensation over workplace safety.4
3. Benchmark the integrated Ops–HR operating model
With markets evolving at pace, it is crucial for manufacturers to ensure that available skills match their operational needs, and that talent remains highly engaged to allow for continuous productivity improvements. Having an integrated talent management model, which brings together the Operations and HR functions, can support growth by creating an agile and responsive work environment.
Here, companies can benchmark their integrated operating model against industry best practices across core processes, such as work design, talent planning, and talent management.
One example of impact from such an approach is the shop floor candidate pipeline. Well performing operating models regularly assess the upcoming scheduling needs for production and talent, and then make a collaborative decision on how to get the right talent in the right role at the right time. When they identify pain points such as time to hire (for example, due to delayed job postings) or elevated dropouts in the onboarding process, the team can identify the root cause of the challenge and jointly take action by aligning aspirations, business case, and investment to reach the desired end-state.
4. Reimagine work on the shop floor
For any change to be sustainable, manufacturers need to continuously reassess shop floor work and operations design. Direct frontline engagement at the ground level can help management gain useful insights for improvement, including the use of technology to close skills gaps and build capacity.
Taking a comprehensive approach to reimagine work processes could identify ways for implementing advanced solutions for frontline operations. These, in turn, could lead to increased productivity and innovation across the manufacturing floor. For example, leading companies are now equipping supervisors with AI “copilots” and seeing improved labor productivity and higher frontline retention as a result.
5. Reflect on your current mindset around labor investments
Leading manufacturers realize talent is scarce and technology investments are still no guarantee for capital productivity. Accordingly, they do not view their workforce as a cost, but treat employees as a valuable investment that can generate positive returns.
Such leaders work at finding the optimal combination of capital and labor production factors that will maximize value. They look beyond traditional metrics, recognizing how enhancing workforce stability and productivity benefits the performance and health of their organization overall.
Enhancing frontline workforce stability and productivity is a complex and multi-faceted task set against a challenging context, but there are manufacturers who are succeeding. To match the performance of these industry leaders, companies can create a holistic talent strategy—beginning by evaluating their own performance through five critical lenses.
If the approach outlined above could be adopted broadly within the industry, it might be possible to abate in future years the huge churn experienced in 2023. M
About the authors:

Tyler Freeman, Associate Partner at McKinsey

Marino Mugayar-Baldocchi, Research Science Expert at McKinsey

Fernando Perez, Senior Partner at McKinsey

Julian Salguero, Partner at McKinsey
[1] U.S. Department of Labor, Bureau of Labor Statistics, Job Openings and Labor Turnover (JOLTS) Survey, accessed on July 8, 2024.
[1] ”Industry contributions to productivity growth in U.S. manufacturing: An application of alternative output concepts,” U.S. Bureau of Labor Statistics, September 2023.
[2] 2023 US workforce trends report series: Organizational wellbeing, Gallagher.
[3] Aaron De Smet, Marino Mugayar-Baldocchi, Angelika Reich, and Bill Schaninger, “Some employees are destroying value. Others are building it. Do you know the difference?” McKinsey, September 11, 2023.
[4] Tyler Freeman, Marino Mugayar-Baldocchi, Fernando Perez, and Julian Salguero, “From hire to inspire: Getting—and keeping—Gen Z in manufacturing,” McKinsey, May 6, 2024.
Dialogue: Next-Gen Winner on Leadership and Learning

IBM’s Marlon Gonzalez – a 2024 Manufacturing Leadership Awards Next Generation Leadership winner – shares how emerging leaders can prepare for whatever the future holds.
Penelope Brown: Hey everybody. Welcome to this month’s Executive Dialogue. I am pleased to be joined by one of our fabulous next-generation leaders, Marlon Gonzalez, who is the supply chain professional team leader with IBM. If you were at Rethink this past June, you probably got an opportunity to see him speaking as part of our Next-Generation Leadership Panel, and that night he was honored at our Manufacturing Leadership Awards Gala. Marlon, thank you for being here with us today.
Marlon Gonzalez: Hi Penelope. I am very happy to be here and really honored to join this conversation with you and with all the audience. I am looking forward to sharing insights and discussing the exciting developments in our industry. Thank you so much for having me here.
PB: Well, let’s get into some of these questions here. In your LinkedIn profile one of the ways that you describe yourself is as an “AI ambassador.” How do you advocate for the use of AI and what are some of the main ways that you can see AI improving supply chains?
MG: As an AI ambassador, I advocate for artificial intelligence by promoting its transformative potential across industry especially in supply chain and manufacturing. I focus on educating peers, clients and partners about the practical application of AI such as automated repetitive tasks, improving decision making through predictive analytics, and optimizing supply chain operations.
Penelope, I truly believe that AI will improve supply chain and the manufacturing industry by enabling more real decision making and collaboration across different parts of the ecosystem for suppliers and customers. So, for example, in the near future—and maybe it’s happening right now—AI can predict demand more accurately by analyzing large data sets allowing business to adjust their production and inventory levels more effectively and it can also help to optimize logistics by analyzing routes, identifying ineffective transportation. The benefits will be very great, so I would like to say to our audience, “Embrace AI. Your company can build more resilient adaptive and customer-focused supply chains.”

“In the near future—and maybe it’s happening right now—AI can predict demand more accurately by analyzing large data sets allowing business to adjust their production and inventory levels more effectively.”
PB: It’s an exciting future indeed and we are looking forward to that. Let’s step back just a little bit here. You started your career with IBM as an intern in 2018 and then, not long after that, everything really went into chaos when the pandemic started. Facing such a huge challenge or such a huge crisis early in your career, how do you think that has shaped your thinking as you continue to move on through your career?
MG: Yeah, this scenario became a pivot moment in my life, pushing me to develop a mindset of resilience and adaptability. These threats not only helped me navigate the challenging time, but also fueled my personal and professional growth in ways I could not have imagined. And on the other side, I’d just say the pandemic highlighted the vulnerabilities with the supply chain from disruptions in logistic to shifts in consumer demand, and it’s underscored the importance of innovation and quick thinking. We were thrust into a situation where traditional methods of managing supply chains no longer worked and we had to innovate in real time, finding new ways to use technology, improve communication and ensure continuity. I invite to the audience to ask themselves two questions: what did you learn from the pandemic and how could you take advantage of an event of such magnitude if it occurs again?
PB: Well as they say, the smooth seas don’t make skilled sailors. I hope that you don’t face anything nearly as momentous for the rest of your career, but if something does come along, I think you’re going to have a skill set that maybe those of us who experienced many good years may not have, or a different way of thinking.
Let’s talk a little bit about your award nomination. Of course, you were one of our winners for our Next-Generation Leadership Award, and one of the things that really stood out on your nomination was how you have developed innovations that incorporate so many different tools and so many different methodologies. So, for example, things like design thinking and agile and project management and Lean Six Sigma. What encouraged you to develop all of those different types of skill sets?
MG: Early in my career I saw that no single methodology could address all challenges. For example, design thinking helped me understand customer pain points and foster creativity. Agile allowed for interactive development and flexibility in project management. Lean Six Sigma provided a data-driven approach to reducing waste. And traditional project management helped me in executing and delivering projects on time and within scope.

“We were thrust into a situation where traditional methods of managing supply chains no longer worked and we had to innovate in real time.”
I was particularly motivated by my work on large scale supply chain projects at IBM, where I need to combine various methodologies to achieve optimal results. Each tool brings something unique to that table. This interdisciplinary approach not only improves project outcomes, but also helped me grow as a leader, ensuring that I could drive innovation and continuous improvement across different areas.
My recommendation to the audience is to always keep learning. The work and the challenge are evolving very fast, so in this case we are talking about work methodologies, but there are also many new emerging technologies to master. And that’s without mentioning the soft skills that are skills that help us to connect with others in an effective way.
PB: Yes, speaking of emerging technologies and skills in particular, at the MLC we talk a lot about how manufacturers need to showcase those opportunities—those kinds of things that happen within careers and manufacturing, especially to digital talent in order to attract the kind of workforce that they need to really take advantage of digital transformation and take that to the next level. What do you think that manufacturers can do to raise their appeal to that digital and that data savvy group of talent?
MG: I am delighted that in the Rethink panel we discussed this topic and we have a little opportunity to talk a little bit more now because this topic not only opens the opportunity to manufacturers but also to all the professionals and students who are passionate about the implementation of disruptive technologies. And, in this case, no matter the generation.
Penelope, I think that to attract digital and data savvy talent, manufacturers need to position themselves as forward-thinking and technology-driven. Manufacturers should actively showcase how digital transformation is impacting their operation and the industry beside them. So highlighting real world examples of how technology is solving complex problems or improving in the manufacturing landscape. I am sure that with this, they can inspire potential candidates. And once you have that talent with you, one of the most effective ways to retain this talent is by creating a workplace culture that embraces innovation and continuous learning, offering professional development opportunities such as certification, training programs and mentorship. So everybody please remember these four words that are crucial for me: invest…in…the…future.

“This interdisciplinary approach not only improves project outcomes, but also helped me grow as a leader, ensuring that I could drive innovation and continuous improvement across different areas.”
PB: That’s a really great answer and a great way to think about it. You know something else that really sort of stood out from your award nomination was that you have engaged in so many ways with so many things within IBM, within your organization, and you know it was really apparent that your leadership was very impressed with your engagement and your willingness to take on all kinds of new challenge. How do you think that other young leaders, like you, can really work on influencing up to put themselves in a good position for career growth?
MG: Penelope, I believe that young leaders in manufacturing need to be proactive, strategic and demonstrate their value through action that aligns with that company goals. One of the most attractive ways to do this is by consistently taking initiative when challenges arise. Come with a solution. Come with an innovative idea that shows your strategic thinking and problem-solving skills. This demonstrates leadership and forward-thinking mindset.
Also, continuous learning and staying ahead of industry trends is a key. I believe that young leaders should embrace digital transformation, be updated about emerging technologies, and advocate for their education.
So by positioning themselves as both leader and learner, they can demonstrate to the management that they are not only ready for growth but also have the company mindset to move forward to the next level.

“Continuous learning and staying ahead of industry trends is a key…young leaders should embrace digital transformation, be updated about emerging technologies, and advocate for their education.”
And, finally, a very personal recommendation is to have an ideal and make that your North Star. For me, being a leader is about serving, and that will be the core of your ideal: how you serve in your community, in your city, in your country, in the society globally. And that’s why people will be inspired to join you or to find their own purpose.
Remember as we said in the Rethink panel, “great leaders create great leaders.” And if you’re asking me which one is my North Star, which one is my ideal? I would say that promote the development of individual and organization through the adoption of emerging technologies, implementing environmentally friendly solutions.
PB: Well, thank you for your time today, Marlon. I know that I’ve got some good ideas from you, so I think that what you’re saying is probably applicable to people at any level of their career. Again, congratulations on your win this past summer. You are an excellent example of an up-and-coming leader for the industry.
Thank you for your time today.
MG: No, thank you. Thank you so much for this opportunity to share my experience and insights on AI, supply chain, manufacturing and leadership. It’s been a pleasure discussing these topics with you and I hope our conversation inspires others in the industry to embrace innovation and continue to grow. Thank you and take care.
PB: Thank you. M
Portions of this interview have been edited for clarity and length.
About the Interviewer:

Penelope Brown is Senior Content Director for the NAM’s Manufacturing Leadership Council
Welcome New Members of the MLC October 2024
Introducing the latest new members to the Manufacturing Leadership Council
![]()

Johan Carstens
Head of Smart and Sustainable Manufacturing
Fujitsu Americas
![]()
https://www.fujitsu.com/global/solutions/industry/manufacturing/
![]()
https://www.linkedin.com/in/johan-hermanus-carstens-85776413b/

John Marth
Senior Industry Advisor
Workday
![]()
www.workday.com
![]()
https://www.linkedin.com/in/john-marth-bb155548/

Jay Merenda
Strategy Lead, Digital and Data Analytics
Chemours
![]()
https://www.chemours.com/en
![]()
https://www.linkedin.com/in/jaymerenda/

Scott Nelson
VP Global Operational Excellence
Dover Corporation
![]()
https://www.dovercorporation.com/
![]()
https://www.linkedin.com/in/scott-nelson-56ab516/

Maurice O’Brien
Director – Strategic Marketing, Industrial Automation
Analog Devices
![]()
https://www.analog.com/en/index.html
![]()
https://www.linkedin.com/in/maurice-o-brien-46130218/

Jim O’Connor
CIO
Graham Packaging
![]()
https://www.grahampackaging.com
![]()
https://www.linkedin.com/in/jim-o-connor-11022b10/

Matt Prange
Senior Vice President, Global Supply Chain
Milwaukee Tool
![]()
https://www.milwaukeetool.com/
![]()
https://www.linkedin.com/in/matthewprange/

Andy Reich
Senior Director of Digital Transformation
Worthington Steel
![]()
www.worthingtonsteel.com
![]()
https://www.linkedin.com/in/andy-reich-673bb7126/

Aaron Schoonbaert
COO
Price Industries
![]()
https://www.priceindustries.com/
![]()
https://www.linkedin.com/in/aaron-schoonbaert-7438326/

Keith Sinram
Senior Vice President
Crown Equipment Corporation
![]()
https://www.crown.com/en-us.html
![]()
https://www.linkedin.com/in/sinram/
Learn how you can join the MLC here:
Join the MLC
Survey: Leadership Preparedness Improves, but Gaps Remain

MLC’s Digital Leadership survey finds that while more organizations have restructured to build an M4.0 advantage, organizational readiness continues to lag.
![]()
KEY TAKEAWAYS:
● Digital manufacturing leaders need to build traditional leadership qualities with new skills such as fostering a data-driven culture and guiding the workforce through change.
● Despite progress in creating digital strategies, many manufacturers lack formal training programs for upskilling their workforce, and many feel that leadership is unprepared for the future.
● Effective digital leadership is characterized by collaboration both internally and externally, while successfully building and navigating digital ecosystems.
While there are many tried-and-true qualities of good leadership that stand the test of time – innovation, integrity, confidence – the additional skills required of digital manufacturing leaders have evolved just like the technologies giving rise to Manufacturing 4.0.
Today’s operational leaders need an eye toward building data-driven business cultures and decision-making; the ability to collaborate with teams both inside and outside of their organization; the skill to help their teams adapt in times of change; and much more. There are also more traditional leadership skills that look different than they used to; for example, continuous improvement in a digital ecosystem, and a focus on upskilling the workforce on new technologies and methodologies.
The Manufacturing Leadership Council’s 2024 Digital Leadership survey reveals that while organizational structures are adjusting to the needs for digital manufacturing, there are still gaps to address for full business readiness.
Section 1: The Organizational Motto: Be (Mostly) Prepared
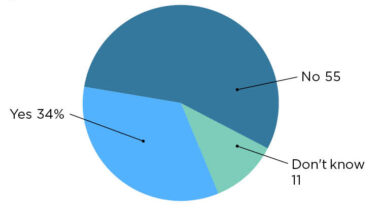
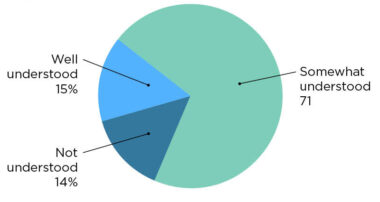
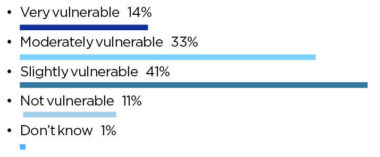
Anyone who has been involved with a scouting organization in their youth is likely to recall the famous motto: “Be Prepared.” It seems that more digital manufacturing leaders, as well as their organizations, are (mostly) coming around to this motto as good advice. But at the same time, more than half of manufacturers are not offering any formal digital training to educate or upskill the workforce and leadership (Chart 3), and 88% of respondents feel that their company’s future has at least some future vulnerability due to its current digital transformation preparedness (Chart 5).
Meanwhile, more organizations have created a change management strategy around digital transformation (Chart 1) and/or have restructured or redesigned themselves to better manage digitalization (Chart 2). But understanding the digital roles and skills that will be required by the future manufacturing enterprise is only somewhat understood by most (Chart 4.)
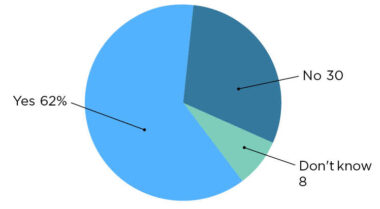
1. Most Have a Change Management Strategy in Place
Q: Has your leadership team created an organizational change management strategy to help support its digital strategy? (Select one)
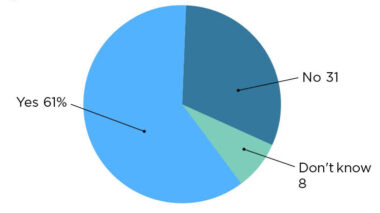
2. Organizations are Restructuring Around Digital
Q: As part of its digital transformation work, has your company undertaken organizational redesign to better manage the impact of digitalization? (Select one)
3. Still, Formal Training Programs are Lacking
Q: Does your company have a formal training plan to educate workers and leadership around the requirements of digital transformation? (Select one)
4. Future Roles and Skills Needs Only Somewhat Understood
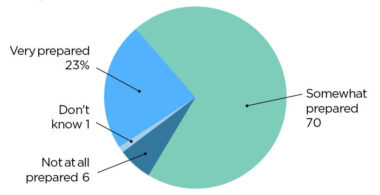
Q: How well prepared do you think your company is in understanding the new digital roles and skills that you will need in the next few years? (Select one)
5. Current Levels of Digital Readiness Create Vulnerabilities
Q: How vulnerable will your company’s future success be as a direct result of your company’s current level of digital transformation preparedness? (Select one)
Section 2: Digital Leadership is a Team Sport
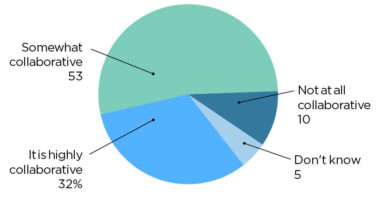
As technology enables individuals and teams to become more connected both internally and to external customers and partners, the ability to collaborate is key. So too is it key among leadership teams, as leaders need to understand the impact that digital investment and deployment will have on different areas of the enterprise. The top response for “who is in charge” for digital transformation efforts was that it is a collaborative effort (Chart 6). It’s likely a positive sign that most respondents — 85% — rates their leadership teams as either “highly” or “somewhat” collaborative (Chart 8).
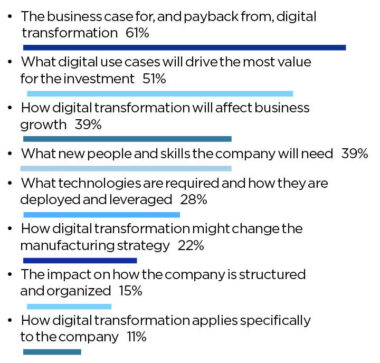
Perhaps unsurprisingly, executive management teams most frequently want to know the value of digital investments – the business case for them, and what specific use cases will bring the most bang for the buck (Chart 7). But only 23% rate their executives as “very prepared” to lead and manage digital transformation (Chart 9).
6. Leadership is Most Often Collaborative
Q: Who is leading the charge around the digital transformation efforts in your organization?

7. Executives Most Often Want to Know Business Value
Q: What is the most important thing your company’s executive management team wants to know about digital transformation? (Select top 3)
8. Cross-Organizational Leaders Collaborate on Strategy
Q: How collaborative is your leadership team across multiple areas of the organization in the development and assessment of its digital strategy? (Select one)
9. Executive Management is Only Somewhat Prepared for Digital Transformation
Q: How prepared do you think your company’s executive management team is to lead and manage digital transformation? (Select one)
Section 3: The Meaning of Leadership in the M4.0 Era
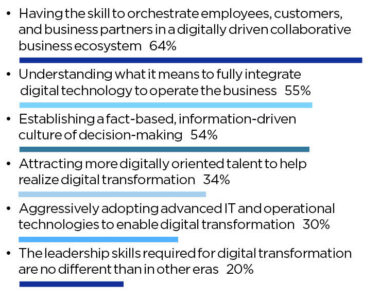
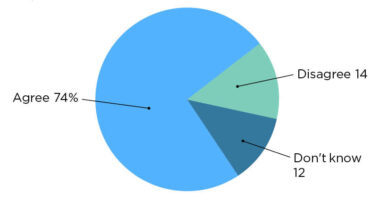
When asked which statements best describe an M4.0 leader, ecosystem-based external and internal collaboration once again came up as a key theme, along with understanding technology integration and creating an information-driven culture (Chart 10). Additionally, most respondents — 74% — believe that digital operations require a substantially different approach and skill set for leaders (Chart 11).
As for the skills and abilities that respondents believe are most important, the highest degree of importance was placed on using digital technology to reduce costs and improve efficiency, followed by the willingness and ability to rethink traditional business to successfully embrace a digital model (Chart 13).
In business, the definition of a good leader has been and will continue to be one who inspires and brings out the best in others, in addition to making smart business decisions to bring about success. Technology is a burgeoning part of the play, but those individuals who dare to act as visionaries in creating winning strategies will continue to be the ones who find success. N
10. Leaders Must Navigate Digital Ecosystems and Understand Digital Integration
Q: Which statements best describe what leadership means in the digital era? (Select top 3)
11. Digital-Era Leadership Requires a Substantially Different Approach
Q: Do you agree or disagree with this statement: The emergence of digitally driven operations and business models will require a substantially different approach and set of skills on the part of manufacturing company leadership. (Select one)
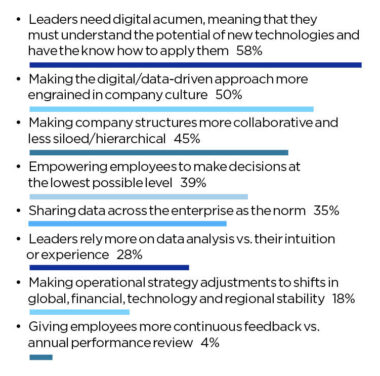
12. Digital Acumen, Building a Data-Driven Culture Most Important for Leaders
Q: Which leadership approaches do you feel are most important in the digital era? (Select top 3)
13. Most Important Skills: Reimagined Business Models; Successful Technology Deployment
Q: Looking ahead, what degree of importance would you assign to the following digital leadership skills and abilities? (Rate each on scale of Low/Medium/High)

About the author:
Penelope Brown Senior Content Director, Manufacturing Leadership Council
Meet the Manufacturing Leader of the Year

If you’re looking for insights on digital transformation, cultural change and what’s ahead for manufacturing, it pays to consult an industry leader. Dan Dwight, president and CEO of Cooley Group, fits the bill.
Dwight was named the 2024 Manufacturing Leader of the Year in the Manufacturing Leadership Awards, presented by the Manufacturing Leadership Council, the digital transformation division of the NAM. Additionally, Cooley Group won the Small/Medium Enterprise Manufacturer of the Year and the Manufacturing in 2030 Award.
Recently, Dwight sat down for an Executive Dialogue interview with the Manufacturing Leadership Journal to share his secrets to success. Below are excerpts from the interview.
What leaders need: When asked what qualities manufacturing leaders need in the digital era, Dwight says that they must be willing to undergo big changes, but must also keep their teams in the loop.
- “Successful leadership in the digital era demands, among other things, a higher level of transparency,” he explained. “Your team needs to see the road map in front of them because successful and sweeping transformations are extremely time consuming with a lot of jagged edges that the leadership team needs to address.”
How cultures should change: As for the wider cultural changes that will help a company through its digital transformation, resiliency and adaptability are crucial, Dwight said.
- “Cooley’s digital transformation began with a cultural transformation built around becoming more agile and adaptable,” he noted. “Every decision we make places long-term resiliency and cross-functional collaboration as our operational North Star.”
- “Cooley decentralized our decision-making structures, eliminating hierarchal instruction and empowering team members to communicate transparently and more frequently,” he added.
Small manufacturers’ advantage: When asked whether small and medium-sized manufacturers are at a disadvantage in the era of digital transformation, Dwight says that Cooley has turned its small size into an asset.
- “Our longevity is built on using our size to our advantage. We are more resilient, more agile, more adaptable than our competitors who are often [much larger] because we constantly invest in pro-growth strategies regardless of the economic environment,” he explained.
- “Our investments in innovation generate consistent new product revenue of over 20%, and our investments in Manufacturing 4.0 digitization generate consistent, robust productivity dividends,” Dwight added.
What’s next? Cooley Group is looking ahead to further transformations, including in supply chain management, Dwight said.
- “Our business architecture and change management team leaders are working within their respective teams across the organization to build into our processes a more outward-looking focus,” he said.
- “For example, our M4.0 implementation leader has added supply chain resiliency to her leadership responsibilities. Her team seeks to build out Cooley’s end-to-end business resilience.”
MLC in action: Dwight says that Cooley Group has always been able to count on the MLC to find the insights that it needs for digital transformation and its Manufacturing 4.0 journey. As he put it recently, “When challenges do arise, the MLC can help us think through what the future might look like.”
Watch a full video of this interview for more insights.