Manufacturing Leadership Council Elects Four New Leaders to Board of Governors
Washington, D.C. — The Manufacturing Leadership Council, the digital transformation division of the National Association of Manufacturers, has announced the election of four leading manufacturing executives to the MLC’s Board of Governors. The MLC is the nation’s leading networking and executive leadership organization dedicated to digital transformation in manufacturing by focusing on the technological, organizational and leadership dimensions of change.
The four new MLC board members include the following:

Melissa Boom, vice president, Business Excellence Systems, Winnebago Industries: In her role, Boom has designed and leads the Business Excellence Center of Excellence at Winnebago Industries, which enables the company’s businesses to partner and improve on techniques that drive value, reduce risks and increase synergies. This covers capabilities in business process, continuous improvement, industrial and manufacturing systems engineering, and quality systems.

John Dyck, CEO, CESMII – The Smart Manufacturing Institute: Dyck’s leadership of CESMII focuses on outcomes that will benefit the nation’s energy and economic security by sharing existing resources and investing to accelerate development and commercial deployment of smart manufacturing capabilities. He is a renowned domain expert on both technology and business management and has pioneered the application of advanced digital technologies in manufacturing operations and supply chains.

Regan Gallo, director of operations, Coated Abrasives NA, Saint-Gobain North America: Gallo has led operations for four different businesses at Saint-Gobain, in support of more than 40 manufacturing sites. She leads Saint-Gobain’s North American Operations Council, which brings together the company’s North American operations managers to share best practices and align on common operational standards in safety, HR, world-class manufacturing and Manufacturing 4.0.

Billy Spears, senior vice president and chief product delivery officer, Lexmark International, Inc.: Spears is responsible for hardware and supplies development, supply chain, manufacturing and service delivery in his role with Lexmark. He also serves on the board for the Kentucky Chamber of Commerce and the Supply Chain Advisory Board for Eastern Kentucky University.
“Adding these distinguished manufacturing leaders to the MLC Board of Governors brings a wealth and depth of experience and knowledge that are critical to serving MLC members,” said Dan Dwight, president and CEO of Cooley Group and chairman of the MLC Board of Governors. “I am proud to welcome these new board members and look forward to collaborating with them to create a stronger future for the MLC.”
“Since its inception, the Manufacturing Leadership Council has always aspired to be at the forefront of digital operations, and to tap the industry experts who could help us meet that goal,” said David R. Brousell, founder, executive director and vice president of the MLC. “The newest additions to our board are essential to that mission and will ensure our place as the leading organization for digital manufacturing leadership.”
As an advisory body, the MLC Board of Governors provides guidance to the MLC on its annual Critical Issues agenda, research studies and programs and services for the MLC membership.
-MLC-
Founded in 2008 and now a division of the National Association of Manufacturers, the Manufacturing Leadership Council’s mission is to help manufacturing companies transition to the digital model of manufacturing by focusing on the technological, organizational and leadership dimensions of change. With more than 2,500 senior-level members from many of the world’s leading manufacturing companies, the MLC focuses on the intersection of advanced digital technologies and the business, identifying growth and improvement opportunities in the operation, organization and leadership of manufacturing enterprises as they pursue their journeys to Manufacturing 4.0.
Rethink 2025 Is Coming Up Fast

Get ready! Manufacturing’s leading annual event on accelerating digital transformation is right around the corner.
What’s going on: Rethink—held by the Manufacturing Leadership Council on Marco Island, Florida, each June—is a must-attend conference for anyone interested in Manufacturing 4.0 and where it’s headed (The MLC is the digital transformation division of the NAM.)
- This year’s event takes place June 15–18 at the JW Marriott Marco Island Beach Resort.
Why you should go: Rethink attendees will get an inside look at the cutting-edge processes and technologies transforming manufacturing today—directly from those creating and implementing them. They’ll also get a chance to:
- Consult with peers on manufacturing’s most critical initiatives, including smart factories and digital production, resilient supply networks and analytics and data mastery;
- Participate in real-time discussions and one-on-one meetings to help them understand how various solutions can solve their business problems;
- Hear from industry leaders and experts during panel discussions, executive interviews and more;
- Interact and collaborate with peers during interactive “think tank” sessions; and
- Hear from the MLC’s event partners during Rethink’s exclusive VIP Tour.
Who will be there: Scheduled speakers include Siemens USA President and CEO Barbara Humpton, Eaton Vice President of Industry 4.0 Craig Sutton, Hershey Company Vice President of Manufacturing, Operations Technology and Supply Chain Strategy Will Bonifant, Rockwell Automation Senior Vice President of Intelligent Devices Tessa Myers and many more.
The gala: Closing out the packed three-day event is the Manufacturing Leadership Awards Gala, at which the MLC will recognize award finalists and winners of the Future of Manufacturing Award, the Manufacturing Leader of the Year, the Small/Medium Enterprise Manufacturer of the Year and the Large Enterprise Manufacturer of the Year. The gala will take place on the evening of June 18.
Attend: Register online here for Rethink 2025. (NAM members get a discount at checkout.) Questions? Send them to [email protected].
The AI Glossary for Manufacturing Leaders: Key Terms You Need to Know
AI is revolutionizing manufacturing, but do you know the essential terms? This quick guide breaks down key technologies driving the future of industrial innovation.
As manufacturing leaders navigate Manufacturing 4.0’s complexities, artificial intelligence has emerged as a critical enabler of digital transformation. With AI evolving rapidly, staying on top of the latest terms and technologies can feel overwhelming.
To cut through the complexity, we’ve put together a quick guide to key AI concepts shaping manufacturing today. Whether you’re exploring predictive maintenance, product development, or human-machine collaboration, understanding these AI technologies will give you a clearer picture of their potential impact on your operations.
- Agentic AI: AI systems capable of autonomous decision-making and action-taking to accomplish goals, often integrating planning, reasoning, and adaptability to dynamic environments.
- Causal AI: AI that goes beyond correlation-based learning to understand cause-and-effect relationships, improving decision-making, diagnostics, and scientific discoveries.
- Edge AI: AI that runs on local devices rather than centralized cloud servers, enabling real-time processing and low-latency applications in areas like IoT, industrial automation, and smart devices.
- Generative AI: AI models that create new content, such as text, images, audio, or code, based on training data. Examples include ChatGPT for text and DALL·E for images.
- Large Language Models/Small Language Models: LLMs are advanced AI models trained on vast amounts of text to generate human-like language, while SLMs are smaller, more efficient models optimized for specific tasks with lower computational requirements.
- Machine Learning: A subset of AI that enables systems to learn from data, identify patterns, and make decisions with minimal human intervention. It includes supervised, unsupervised, and reinforcement learning techniques.
- Natural Language Processing: AI focused on enabling computers to understand, interpret, and generate human language, allowing for applications like chatbots, translation services, and sentiment analysis.
- Physical AI: AI integrated into physical systems, such as robots or autonomous vehicles, enabling interaction with the physical world through sensors, actuators, and adaptive control.
- Vision Systems: AI that processes and interprets visual data from the world, such as images or videos, enabling tasks like facial recognition, object detection, and quality control in manufacturing.
Scenes from MLC’s AI Conference

The opportunities and challenges of applying artificial intelligence in manufacturing operations were explored at MLC’s recent event in Orlando.
![]()
More than 190 manufacturing executives gathered in Orlando in early December of last year to talk about AI-Centric Factories of the Future. More than one dozen case studies, panel discussions, and presentations were delivered at the one-day conference, which was part of the Manufacturing Leadership Council’s Future of Manufacturing Project.
The goal of the Project is to help manufacturing executives understand the potential of advanced technologies to improve their operations in the years ahead.
The following are photos from the Orlando conference. MLC members can access full videos of the sessions depicted in the photos by going to the MLC Member Resource Center: https://manufacturingleadershipcouncil.com/member-dashboard/resource-center/resource_type/future-of-manufacturing-project/
Photos by David Bohrer, Senior Director, Photography, at the NAM.













About the author:

David R. Brousell is the Founder, Vice President and Executive Director, Manufacturing Leadership Council
Welcome New Members of the MLC February 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()

Euan Anderson
VP of Manufacturing – KCNA
Kimberly-Clark
![]()
https://www.kimberly-clark.com/en-us
![]()
https://www.linkedin.com/in/euan-anderson-39316547/

Stacy Brozen
Director of Continuous Improvement NA
CNH Industrial
![]()
https://www.cnh.com/
![]()
https://www.linkedin.com/in/stacy-kelley-brozen/

Tim Windingstad
Director of Manufacturing – Fabrication
Hatco Corporation
![]()
https://www.hatcocorp.com/en
![]()
https://www.linkedin.com/in/tim-windingstad-04446b198/

Troy Youngbauer
COO
Galloway Company
![]()
https://www.gallowaycompany.com/
![]()
https://www.linkedin.com/in/troy-youngbauer-8a9012b/
Dialogue: Finding the Human Edge in Manufacturing AI

Dow’s Tim O’Neal shares how data, AI, and intentional talent placement drive operational excellence
Penelope Brown, MLC: Well, hello, everybody, and thank you for joining us for the February 2025 edition of Executive Dialogue, and today we are super excited to be talking to Tim O’Neal of Dow. He is their Global Director of Operational Excellence and Leveraged Services, and he is also one of the Manufacturing Leadership Council’s newer members of our Board of Governors. We’re really excited to have him on board and to get to know him a little bit today. So, Tim, thank you for joining us.
Tim O’Neal, Dow: Thank you for having me. I appreciate the time to talk.
PB: Let’s talk a little bit about you. Get to know you a little bit. I know you’ve been with Dow, you know, for a while. What’s your career evolution been like there? And what’s your current role? What does that entail?
TO: I’ve been with Dow 28 years. It’s going on a quick 29 years coming up soon. But I’m currently the Global Director of Operational Excellence and Leveraged Services. My role is really to support our businesses and our plant assets through best practices, like quality, continuous improvement, digital, environmental and analytical services, external manufacturing and including operations, talent management like recruiting, onboarding and with learning and talent development as well.
I began my career in 1997 in Seadrift, Texas as an environmental protection engineer. From that role I quickly moved into direct manufacturing, and I progressed through the manufacturing journey with roles in multiple technologies and production plants.
I was blessed to lead large world scale plants as well as the smaller batch facilities, where you can switch products and create different products within hours and not days. I was the site director before moving into a global environmental health safety and sustainability role to drive our corporate world leading operations, sustainability goals.
And you and I first met when I became the digital operations, IT/OT director responsible for all the manufacturing digital teams, and from that role I then joined this global director role in operational excellence.
PB: So let’s pick up a little bit. I know you just mentioned part of it is recruiting and that talent development piece. You know, really improving performance of both people and processes through that continuous learning and building those effective teams. What do you think, is the most important thing for leaders to know when it comes to encouraging team members to really perform at their best?

In operations and manufacturing, we can measure everything, but you want to make sure that you’re measuring those items that can lead to actions, whether it’s defects, outliers, and trends.
TO: To me, it’s always about placing talent and people intentionally. I see it almost like, I think, three bubbles. There’s this intersection of skills, passion in terms of what people want to do, and then what the organization needs and values. If we take the time to understand our individual team members, that intersection is where discretionary effort is born which leads to performing at our best.
PB: A few months ago you were on one of MLC’s Decision Compass calls. For those of you that may be watching this and not in the know, these are virtual working group meetings that we host.
You were discussing how Dow uses data to predict operational failure. Borrowing from that theme, how do you think the data can most easily be translated into action for manufacturers?
TO: First and foremost, I really think about measuring where it matters. In operations and manufacturing, we can measure everything, but you want to make sure that you’re measuring those items that can lead to actions, whether it’s defects, outliers, and trends. Early in my career a very experienced leader had mentioned to me one time and really gave me some great advice. He said, “Tim, manufacturing plants will whisper to you and let you know when something is not exactly right.”
And so our challenge is to really understand that and place a measurement system in place to detect the most probable failures in our facilities.

I believe in the future we will continue to see AI as a collaborative partner enhancing our capabilities and really helping us meet some of the dynamic challenges in changing marketplace in our manufacturing industry
PB: Borrowing some from that data theme, we’re hearing a lot of that from our members. It’s been an ongoing struggle to get data to a really usable format. But a lot of our members and the manufacturing community at large is really trying to get their data in shape to start using AI right? So you want to have that data in a good position to be able to feed into those algorithms and give you those actionable insights.
There’s a lot of discussion about that growing role of AI within manufacturing operations. Looking toward the future, do you see AI mostly staying in a role as strictly a digital tool? Do you see it becoming a collaborative team member? Or do you see it potentially moving into what might be considered a leadership role?
TO: First, we have a long history in our industry of AI in the early forms, if you think about machine learning, automation and optimization. However, we are in the earlier learning stages of our Generative AI journey. I see AI’s role in manufacturing and decision making as multifaceted, and it’s continuing to evolve.
We envision AI, not just as a digital tool, but an integral part of our team helping us drive efficiency and innovation. I believe in the future we will continue to see AI as a collaborative partner enhancing our capabilities and really helping us meet some of the dynamic challenges in changing marketplace in our manufacturing industry.
PB: Yeah, it’s an exciting time. And I’m really quite keenly interested to see where this all ends up going in the next 3, 5, 10 years. We’ll really see what happens there.
Talking again on that AI theme, MLC just in December, hosted our Future of Manufacturing Project event down in Orlando and we had an AI theme around that. And one of our panel discussions talked about how AI might impact decision making specifically. For example, where that decision is made such as within maybe a functional role, or why it was made based on the type of decision. What types of decisions do you think AI is going to end up influencing the most?

As long as we have reliable and governed data where folks understand that you have one source of truth, I believe that’s where we’ll have the best decision-making capabilities.
TO: I personally believe it’s limitless and I’ll go back to your statement regarding data. As long as we have reliable and governed data where folks understand that you have one source of truth, I believe that’s where we’ll have the best decision-making capabilities. And it could be structured or unstructured data, but I think where AI really will help us make decisions is to make those trends and make the data very visible and be much more quicker to analyze, so that we can make sound decisions.
For our teams, the early areas where we’re piloting this is really in plant reliability, where you can make decisions about taking equipment down and doing maintenance in a timely manner. And I think this is where AI can look at multiple pieces of data and maybe give us a quicker glance at what could potentially be a failure in our, in our manufacturing facilities.
PB: Well, Tim, thank you so much for your time today. We are, again, very happy to have you on our Board of Governors, in addition to all the other insights that you share with us and share with our members.
Thank you and we hope to see you again soon.
TO: Yes, absolutely. Thank you for the time, and I appreciate a chance to catch up.
PB: Thank you. M
About the Interviewer:

Penelope Brown is Senior Content Director for the NAM’s Manufacturing Leadership Council
Survey: M4.0 Appears Poised for A Significant Leap

Manufacturers are ramping up digital investments, with AI, automation, and smart factories reshaping the industry faster than ever.
![]()
KEY TAKEAWAYS:
● Digital transformation is a game changer. Sixty percent see it as a defining shift for the industry, marking a strong rebound in enthusiasm after a dip in 2024.
● Manufacturers digital maturity continues to increase as 75% believe they are at a mid-level maturity—up significantly from the 2024 and 2023 survey results.
● AI expectations have rebounded. A full 80% now fully or partially agree that self-managing and self-learning facilities powered by AI and machine learning are on the horizon.
Manufacturers are charging ahead with their digital transformation efforts. The Manufacturing Leadership Council’s Smart Factories and Digital Production Survey reveals an increase in smart factory maturity and optimism about continued digitization and adoption.
Fueled by an expectation of economic growth and a corresponding plan to increase or maintain smart factory investments, respondents share an outlook that includes AI adoption, end-to-end digitization, and belief that the game changing power of digital transformation is moving beyond mere table stakes.
Section 1: Economic Outlook and Investment Trends
Manufacturers are optimistic about the economy in 2025, with 69% expecting moderate growth and no recession, while only 8% anticipate an economic slowdown. Encouragingly, 11% expect inflation to ease and growth to rebound, signaling greater confidence in market stability. (Chart 1)
This optimism extends to smart factory investments, with 89% of manufacturers planning to maintain or increase spending in 2025. Within that number, it’s notable that 44% expect to ramp up investments, aligning with a broader push for digital transformation. (Chart 2) In the 2024 version of this survey, only 9% expected to increase their Manufacturing 4.0 investment.
Meanwhile, only 8% foresee a decline in spending in 2025, underscoring that despite economic fluctuations, smart factory adoption remains a strategic priority. The data suggests that as confidence in economic growth solidifies, companies are doubling down on automation and digitalization efforts to remain competitive.
1. Strong Majority See Growth on the Horizon
Q: What is your company’s outlook for the economy in 2025? (Select one)
2. 89% see smart factory investments increasing or remaining unchanged
Q: How do you expect your company’s outlook for the economy to influence M4.0 smart factory and production technology investments for 2025? (Select one)

Section 2: Smart Factory Maturity and Adoption
The digital transformation journey continues to advance, with manufacturers steadily maturing their smart factory strategies. Compared to previous years, the percentage of companies rating themselves at lower maturity levels (1-3) has declined significantly, from 57% in 2024 to just 16% in 2025. Meanwhile, those ranking their factories at a mid-level maturity (4-7) increased to 75%—up from 42% in 2024 and 58% in 2023—and 9% now place themselves in the advanced range (8-10). (Chart 3)
While progress is evident, most companies are still in experimental phases—40% are piloting small-scale projects and 6% are implementing on a single-project basis. Meanwhile, 34% are scaling these initiatives company-wide. Only 15% are just beginning their digital journey, emphasizing a strong industry-wide shift toward implementation. (Chart 4)
In fact, only 28% believe their factories are very smart or somewhat smart today. That number is expected to skyrocket to 76% by 2027. (Chart 5)
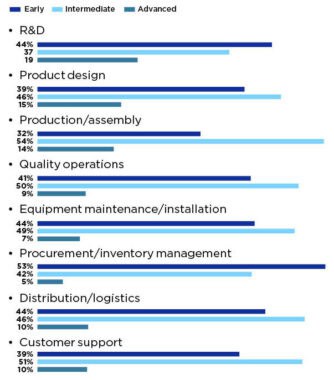
For this to happen, specific functional areas must advance. So it is a positive that manufacturers aspire to reach advanced adoption in every area included in our survey. Many find themselves in the intermediate range, with procurement/inventory management the area most ripe to move from early adoption to this stage. (Chart 6)
Despite this, full integration with business strategy remains a work in progress, with just 24% rating their integration at eight or higher on a 10-point scale, though this is an improvement from 7% in 2024. (Chart 7)
3. Smart factory journeys continue to mature
Q: How would you assess the maturity level of your smart factory journey? (Scale of 1-10, with 10 being the highest level of digital maturity)

4. Most experimenting with small-scale pilots or scaling smart factory practices
Q: Which activity best describes the primary stage of your company’s M4.0 digital efforts today? (Select one)
5. Smart factory explosion expected by 2027
Q: How “smart” do you consider your factory and plant operations to be today and what do you anticipate they will be by 2027?
6. Manufacturers still striving to reach advanced digital adoption stages
Q: At what stage of digital adoption are the following functions in your company? (Rate as early, intermediate or advanced)
7. Smart factory strategy becoming more integrated with business strategy
Q: To what extent has your smart factory strategy been integrated with the company’s overall business strategy? (Scale of 1-10, where 10 is fully integrated)
Section 3: Digitization and Automation Growth
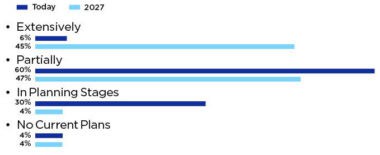
Manufacturers anticipate a significant leap in factory-wide digitization by 2027. Today, only 2% report being extensively digitized, but this is expected to surge to 38% within the next two years. Similarly, partial digitization is set to grow from 47% to 52%, while the number of companies still in planning stages will plummet from 43% to just 5%. (Chart 8)
Production and assembly processes are on a similar trajectory. Only 6% of companies currently consider these processes extensively digitized, but this figure is projected to jump to 45% by 2027. (Chart 9)
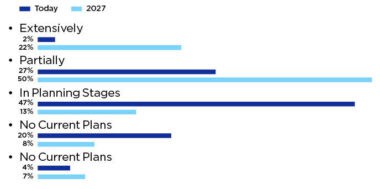
Integration with customers and suppliers, however, remains a weak spot—just 2% report extensive digital connectivity today, though 22% expect to achieve this by 2027. (Chart 10)
Taken together, these findings highlight a growing recognition of end-to-end digital transformation as essential for operational agility and supply chain resilience, while identifying an opportunity for improved digitization between manufacturers and their customers and suppliers.
8. Significant end-to-end digitization on the horizon
Q: To what extent are your factory operations fully digitized end to end today, and what do you anticipate they will be by 2027?

9. 92% predict extensive or partial digitization of production/assembly by 2027
Q: To what extent are your production/assembly processes digitized today, and what do you anticipate they will be by 2027?
10. Digital integration with customers and suppliers lags behind in-house digitization
Q: To what extent are your production functions digitally integrated with customers and suppliers today, and what do you anticipate they will be by 2027?
Section 4: Future of Factory Models and AI-Driven Operations
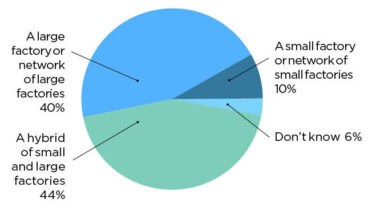
Manufacturers envision a hybrid future for their factory networks, with 44% expecting a mix of small and large facilities, reflecting the need for both localized agility and economies of scale. Large-scale production remains dominant, with 40% favoring large factories or networks of large facilities, while only 10% see a shift toward smaller, more agile production models. (Chart 11)
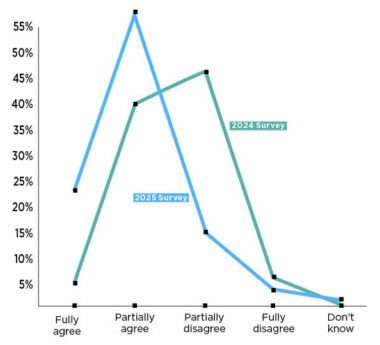
AI-driven automation is also gaining traction. Almost one quarter (23%) of manufacturers fully agree that factories will evolve into self-managing, self-learning facilities, a dramatic increase from just 6% in 2024. Another 57% partially agree, suggesting growing confidence in AI’s ability to optimize operations. This shift reflects the industry’s increasing focus on AI-driven decision-making and predictive analytics as key enablers of the smart factory vision. (Chart 12)
11. Only 10% see small, agile factories and networks as the future
Q: What is the expected future state of your factory model?
12. Expectation of self-managing, self-learning factories increase significantly
Q: Thinking about the impact of technologies such as AI and machine learning, to what extent would you agree or disagree with the following statement: “Tomorrow’s factory will evolve to be a self-managing and self-learning facility.”
Section 5: Technology Adoption and Priorities
The 2025 survey highlights strong momentum in advanced technologies, particularly cybersecurity (73% scaling/at scale), IIoT sensor networks (46% scaling/at scale), and advanced analytics (56% scaling/at scale). AI adoption is also accelerating, with 22% of manufacturers now scaling/at scale with AI solutions, and another 42% piloting at least one AI project. Machine learning follows a similar trend, with 21% scaling/at scale and 29% planned for future deployment by 2027. (Chart 13)
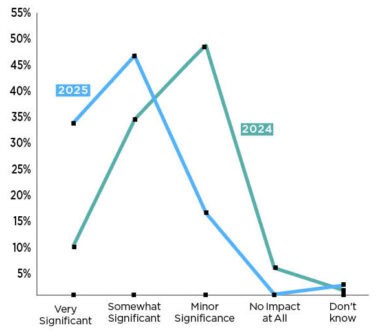
AI’s perceived impact is rising sharply—34% now see it as very significant, compared to just 10% in 2024. (Chart 14) This signals a shift from experimentation to real-world application, as manufacturers increasingly leverage AI for predictive maintenance, process optimization, and adaptive automation. However, emerging technologies like the metaverse, blockchain, and exoskeletons remain niche, with over 70% of companies having no plans to adopt any of them. (Chart 13)
13. Cyber, advanced analytics, IIoT sensor networks top production operations tech list
Q: Where does your company stand in regard to the following technologies in its production operations?

14. AI’s expected significance increases
Q: Looking ahead over the next few years, how significant an impact will AI have on your production operations?
Section 6: Challenges and Benefits of Digital Transformation
Manufacturers continue to grapple with major roadblocks in their smart factory journeys. Nearly half (49%) cite outdated legacy equipment as their top challenge, up from 39% in 2024, highlighting the complexity of modernization. Workforce-related barriers are also growing—43% point to a lack of skilled employees, a sharp increase from 24% in 2024. Resistance to change remains a persistent issue, with 42% citing organizational culture as a challenge, though this has improved from 53% last year.
But it’s not all bad news. In 2024, a lack of leadership buy-in and access to adequate budget/investment both ranked among the top four roadblocks. Improvements have been seen in both these issue areas. Leadership buy-in and increasing budgets may very well prove to be leading indicators that the current issues discussed above may become lower hurdles rather than roadblocks. (Chart 15)
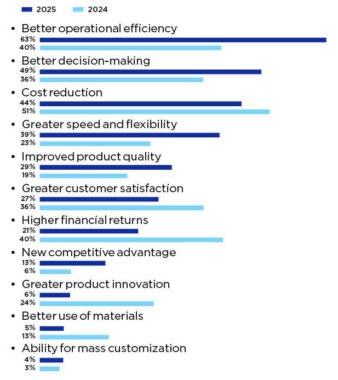
Despite these current roadblocks, companies recognize the benefits of transformation. Nearly two-thirds (63%) rank operational efficiency as the top expected gain, a significant jump from 40% in 2024. Better decision-making (49%) and cost reduction (44%) follow closely, demonstrating that digital adoption is increasingly seen as a performance and profitability driver. (Chart 16)
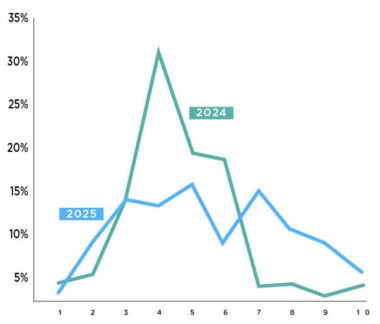
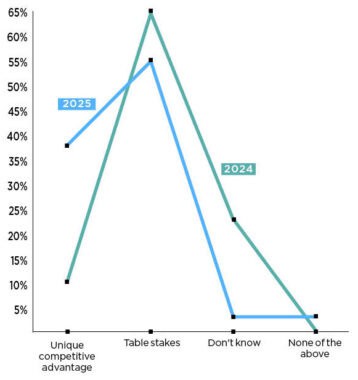
Notably, the percentage of companies expecting digital transformation to create a competitive advantage has soared from 11% in 2024 to 38% in 2025. While the majority still see digital transformation as table stakes, the dramatic increase in those who see it as a competitive advantage marks a major shift in strategic thinking. This shift suggests that as adoption accelerates, digital capabilities are becoming key differentiators rather than mere necessities for survival. (Chart 17)
15. Legacy equipment, lack of skilled employees and organizational culture are biggest smart factory roadblocks
Q: What do you feel are your company’s primary roadblocks to implementing your smart factory strategy? (Select top 3)

16. Better operational efficiency outpaces all other smart factory benefits
Q: What are the most important benefits and opportunities your company hopes to realize from embracing a smart factory strategy? (Select top 3)
17. Digital transformation still seen as table stakes for majority, but increasing number see it as a competitive advantage
Q: Do you believe that digital transformation of your company’s manufacturing operations will create a unique competitive advantage for your company or is it merely table stakes to remain in the game?
Section 7: The Strategic Value of Digital Transformation
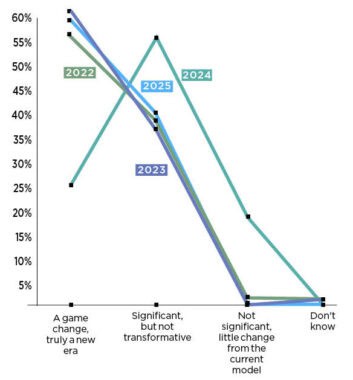
After a dip in enthusiasm in 2024, manufacturers now overwhelmingly see digital transformation as a game-changer—60% believe it signals a new era for the industry, up from just 26% last year. Another 40% still see it as significant but not transformative, while no respondents consider it insignificant. Apart from our 2024 survey, these numbers have remained largely consistent over the past four years. (Chart 18). M
18. After dip in 2024, majority now see digital transformation as a clear game changer
Q: Ultimately, how significant an impact will digital transformation have on the manufacturing industry?
About the author:

Jeff Puma is content director at the NAM’s Manufacturing Leadership Council.
Autonomy’s Path: Operations Transformed with Production Logistics

Seamless material and data flow is unlocking the next frontier of digital transformation and empowering autonomous operations.
![]()
TAKEAWAYS:
● Manufacturers have focused automation efforts on primary manufacturing processes but not as often for material movement.
● Automating and optimizing material flow is essential to improved competitiveness and a gateway to autonomous operations.
● Success requires a deliberate plan and committed leadership in addition to awareness about commonly encountered challenges.
The fourth industrial revolution promises that advancements in technologies like IoT and AI will bring new levels of intelligence to manufacturing, ultimately reducing the need for human intervention in operations. Decades of investment in automation, along with the growth of digital technologies, has advanced this vision.
While manufacturers have adopted significant levels of automation in their primary manufacturing processes, material movement has mostly missed the Industry 4.0 treatment. Many sophisticated manufacturers rely on people to move material around their automated processes. Even Amazon, a leader in robotics, recently opened its most automated warehouse yet, which includes 2,500 people to support non-automated tasks, such as picking product and loading trailers.
To achieve more autonomous operations, the manual production logistics activities that exist today need to be automated and optimized, just like primary manufacturing tasks. Current market conditions are ushering in this next wave of automation and digital transformation. Rising labor costs, labor shortages, new economic policies, and worker safety concerns are accelerating investments in technologies like autonomous mobile robots, automated guided vehicles, and other automated material movement and storage systems, many of which are seeing double digit CAGRs. A recent survey of over 5,000 global manufacturers shows that the adoption of robotics, specifically AMRs and AGVs, as a top 3 investment area among manufacturers embracing digital technologies.
The end goal of this new wave of automation is to reduce labor cost, improve efficiency, and increase operational resiliency, resulting in a competitive advantage in production. Leading digital transformation roadmaps and I4.0 strategies include plans for automating and optimizing material flow – it’s directly on the path to more autonomous operations.
Defining Integrated Production Logistics
A strong production logistics capability goes beyond automating manual workflows. The automation is foundational, but it also involves orchestrating the flow of material movements and informing it with a touchless stream of data. At its core, integrated production logistics is the autonomous end-to-end flow and coordination of material movement throughout all operational functions, informed and optimized by data and insights.
- Autonomous: This implies a level of foundational automation and includes the integration of human activities with robot-supported movements, a tenet of Industry 5.0.
- End-to-end and throughout operational functions: This value is best realized when viewed holistically. The entire logistics process should be considered: planning, scheduling, receiving, unloading, staging, inbound put away, picking, prep, line delivery, line takeaway, and loading. Disruptions in one area can ripple throughout the process, destroying productivity.
- Informed by data and insights: The data generated in and around material movement systems should be digitized and treated with the same value as production data. It is a necessary input to dynamically coordinate and control flow.
Overcoming Common Challenges
Systems-level and holistic thinking is an essential step to making progress with integrated production logistics. The following challenges must also be overcome to achieve success:
- Fragmentation: The market for material movement solutions is extremely fragmented. In the Americas, the top 8 AGV and AMR vendors hold less than 50% market share collectively. This means businesses are unlikely to find one vendor to provide all the necessary hardware and software to automate and coordinate their material moves. For most, this means multi-vendor fleets and solutions, leading to complexity and at worst, process and technology silos.
- Technology limitations: MIT roboticist Daniela Rus said, “robots are still primitive compared to humans. Working on these technologies has only amplified my appreciation for the mental and physical marvel that is the human being.” The technology has greatly improved in the past three to five years, accelerated by advancements in AI, but it has limitations, including the tasks it can perform, the environments it can navigate, the loads it can move, and the speed it can operate. Companies still won’t find a single robot that can do it all. Humans and robots will continue to share space and the whole ecosystem needs to work together to achieve productivity targets.
- Cost: Production logistics investments are significant. Until relatively recently, the return on investment hasn’t always justified the automation. Today, blend high labor cost and labor scarcity with significantly improved and more affordable technology, and the investment calculus is attractive.
- Integration: Processes or facilities may not be set up for optimal flow, and the goal is not to automate a bad process. Islands of automation may have been created over the years, meaning parts of the process may be automated but those automation islands don’t communicate. Systems also may not speak the same language. Standards are progressing but challenges remain in creating an integrated solution.
To illustrate the importance of integration and interconnectedness in production logistics, consider the following scenario, which existed at a leading consumer goods company.
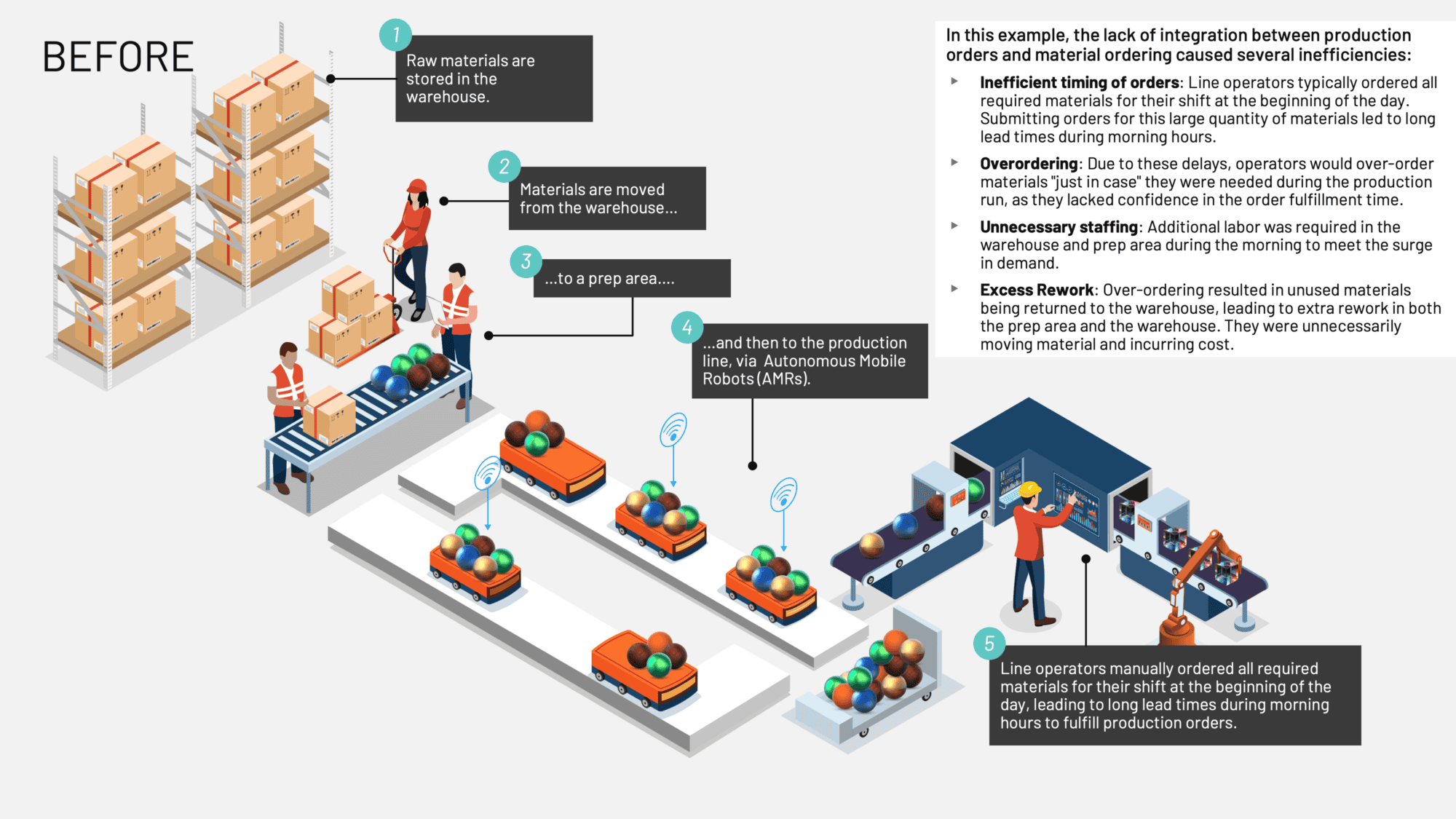
Before, a lack of integration between production orders and material ordering caused several inefficiencies including:
- Inefficient timing of orders
- Overordering
- Unnecessary staffing
- Excess Rework
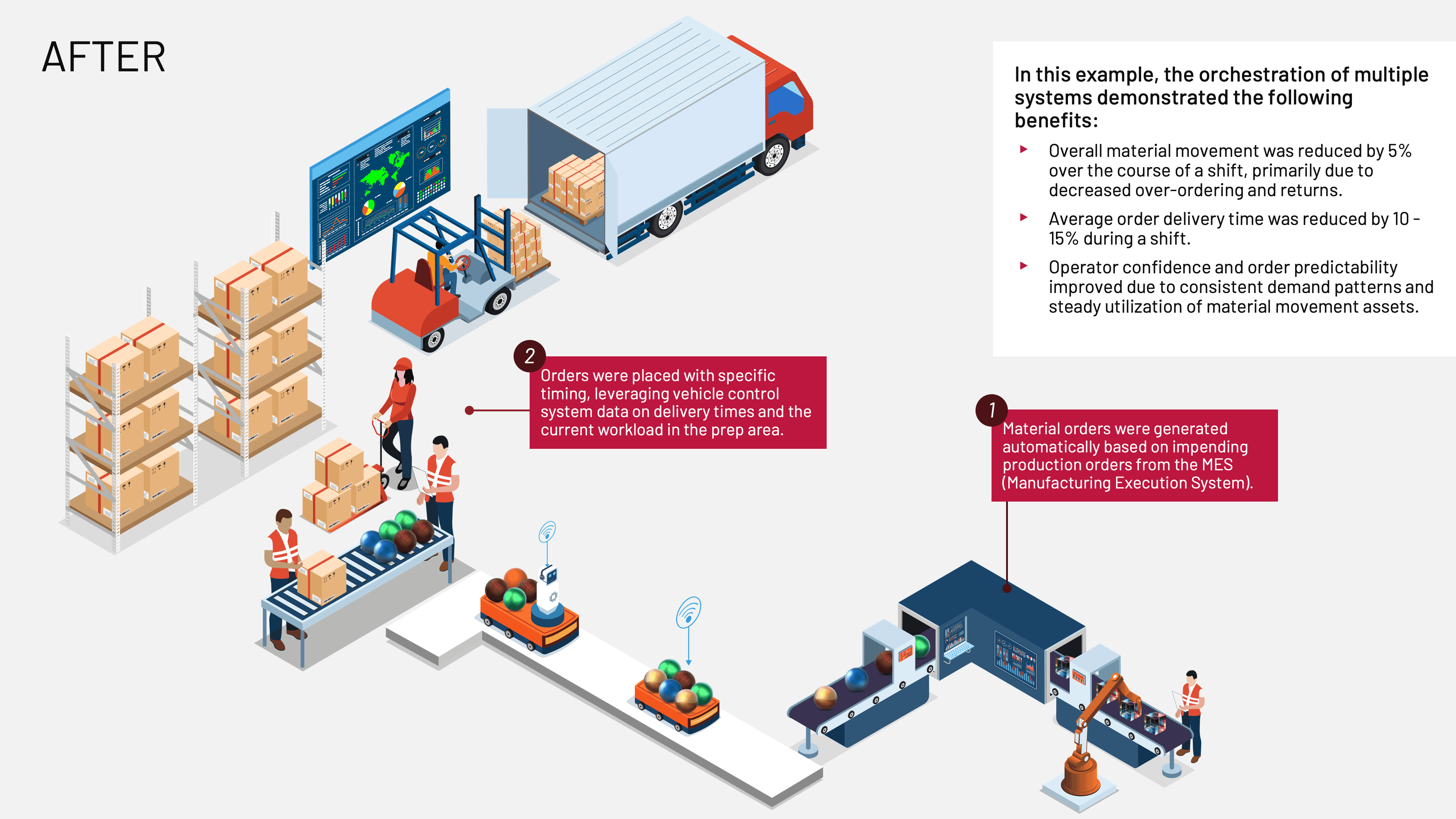
Leveraging data the operation had available, two points of integration were implemented to drive a higher level of optimization into the process. The manufacturer not only realized labor savings with AMRs, but unlocked additional value and potential by leveraging data to better integrate the operation.
Elements of a Successful Integrated Production Logistics Solution
Manufacturing leaders face numerous challenges in achieving integrated production logistics. Here are the essential building blocks to overcome these challenges and realize the benefits:
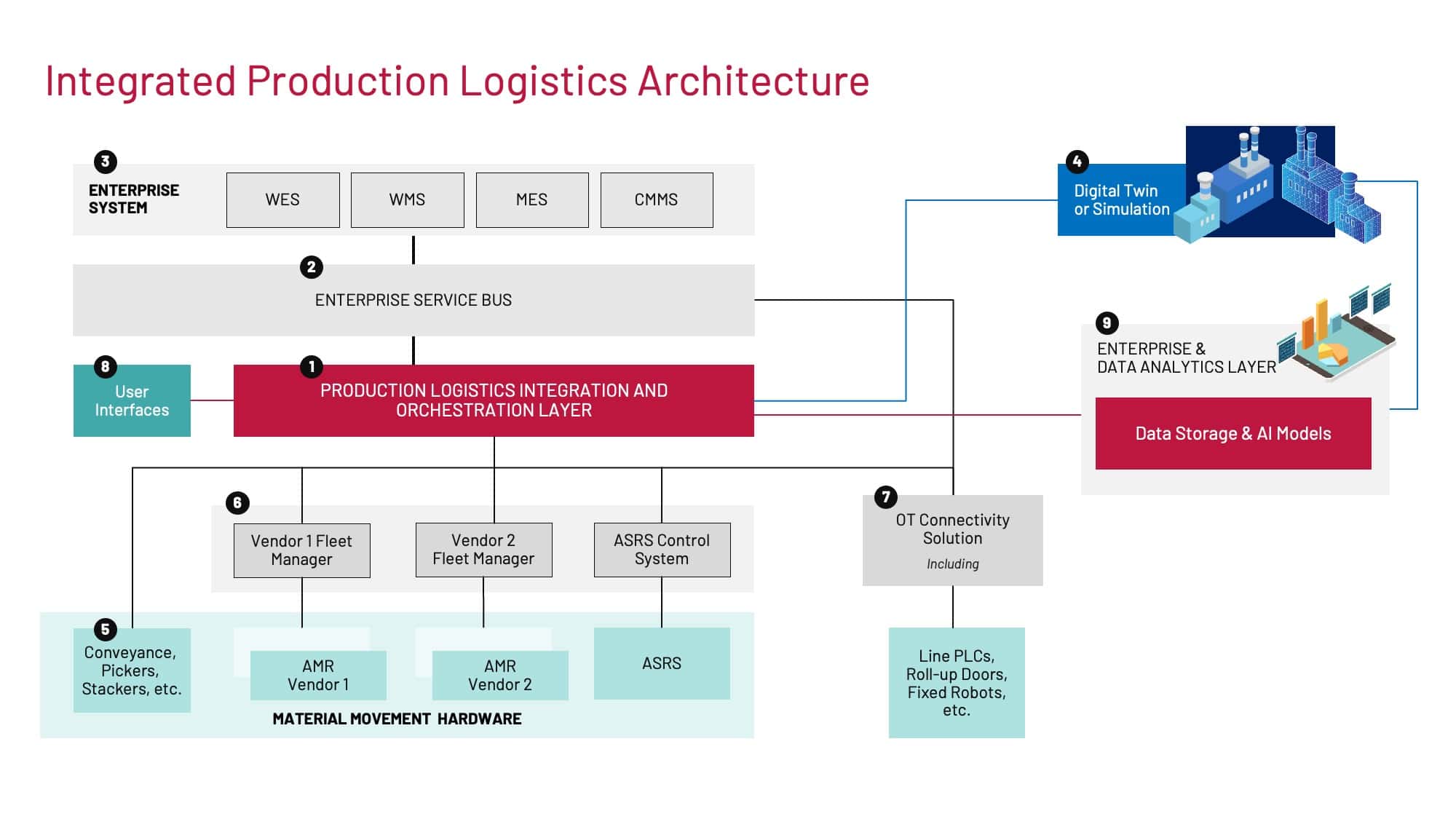
- Production Logistics Integration and Orchestration Layer: Connects and coordinates work between multiple material movement solutions, enterprise systems, and people. It serves as the integration point between automated and manual operations and can provide key functions like scheduling optimization, traffic management, and act as a data broker.
- Enterprise Service Bus: Provides a consistent interface to core enterprise systems (e.g., MES, ERP), avoiding the need for point integrations.
- Enterprise Systems (WES, WMS, MES, CMMS): Manage orders, inventory, production schedules, tracking, and maintenance plans.
- Digital Twin or Simulation: Continuously optimize and test new processes before implementation with this digital representation of material flows. This twin can serve as a foundation for building AI models.
- Material Movement Hardware: Includes robots, conveyance systems, pickers, stackers, or storage and handling equipment that moves material within the facility.
- Fleet Managers: Coordinate and optimize the operations of a group of robots, handling tasks like deployment, configuration, task scheduling, and performance monitoring.
- Operational Technology Connectivity Solution: Connects to multiple hardware sources and translates or interprets various protocols, ensuring seamless communication between different systems.
- User Interfaces: Allow humans to manage operations with interfaces such as industrial HMIs and web applications. Middleware can provide a “single pane of glass” view, reducing the need for multiple interfaces.
- Enterprise and Data Analytics Layer: Logistics data should be captured, historized, and contextualized in the same spirit as production data. Includes tools for processing data, building analytical models, and visualizing performance.
Each of these elements has a role to play and should be considered in a successful integrated production logistics architecture or roadmap.
How to Get Started
Successful programs involve strategic planning, organizational change management, leadership commitment, and demonstrating success prior to rollouts.
To achieve transformational integrated production logistics, take a holistic view of operations. Begin with an assessment that considers multiple lead sites and benchmarks potential benefits. This initial strategic assessment should:
- Prioritize material moves based on feasibility and operational value.
- Identify lead sites that can serve as models for scaling.
- Articulate the value proposition to the organization.
- Define the delivery structure, governance, and partnerships needed for scaling.
- Benchmark sites and assess their readiness.
- Advance lead sites to pre-spend stage for capital requests.
- Define the implementation roadmap.
- Present the target state architecture to achieve integration, coordination, and optimization of automation equipment.
The result of this initial strategic assessment will provide the required guidelines, technical recommendations, and actionable insights to align stakeholders, secure funding, and ensure a successful implementation of transformational integrated production logistics.
The Opportunities for Success
Early adopters of integrated production logistics have an opportunity to outpace their competition. Advancements in material movement technology, combined with the right market dynamics, are creating a new wave of automation investment. Establishing a sustained competitive advantage requires scale and deeply integrated solutions. Digital executives should assess their readiness for this new wave of automation and prioritize integrated production logistics as one of the most transformational opportunities for I4.0 advancement. M
About the authors:

Austin Locke is Principal – Global Lead of Data Science and AI at Rockwell Automation Digital

Braun Brennecke is Senior Manager, Data Science and AI at Rockwell Automation Digital
Enabling Transformation with Smart Operations

Increasing visibility and speed of execution through Manufacturing 4.0 and connected systems are critical to meet manufacturers’ needs.
![]()
TAKEAWAYS:
● Manufacturers need digital tools and capabilities to address the increased business volatility that may impact their success.
● The key to success is how quickly manufacturers can identify and address the array of problems and opportunities that arise.
● Software systems that once enabled business transformation may now be a constraint, so manufacturers need updated technologies.
Manufacturing companies are continually balancing capability with opportunity. At the highest level, the challenges that manufacturers face today are the same as they’ve always faced—namely, how to deliver the best product or service at a cost that allows them to make a profit and invest in future opportunities. The new challenge manufacturers are now facing is how to address the significantly increased business volatility that can impact their success. Rapidly changing market dynamics, regulatory changes, technology advances, resource constraints, nationalism, and competitive pressures are forcing companies to react faster than ever before just to stay competitive. While many of these factors are not new problems, and every problem can be solved, developing an effective solution for addressing them simultaneously can seem like an unsurmountable challenge.
The key for success is how quickly manufacturers can identify and address the array of problems and opportunities that arise. Companies need to mitigate quality problems discovered in the field before they impact customers, margin, and future sales. They also need to identify potential shortages before they affect production. Manufacturers need to identify customer opportunities with material sourced before they lose out to the competition. They need to mitigate potential machine failures before they impact production. Moving too slowly can often make the solution worse than the problem. For example, building up too much inventory to address a shortage as the market starts to cool adds inventory and potential obsolescence costs.
Manufacturers may struggle to have the visibility they need to identify opportunities and challenges quickly. Manual processes and disconnected systems not only make visibility difficult, they can also make the rapid analysis and remediation required painfully slow. In such instances “heroes” are born: they make a phone call, call in a favor, work endless overtime hours, pay expediting costs, or throw additional resources at the problem to get to a resolution. These workarounds can be costly, cause disruption, and are normally not sustainable for long periods of time.
“Connectivity enabled through modern technology, strong organization, and innovative leadership enables a manufacturer to respond faster and more efficiently.”
Manufacturing 4.0 promises to help address these issues. Connectivity enabled through modern technology, strong organization, and innovative leadership allows a manufacturer to respond faster and more efficiently. Digitalization of the business provides the path to minimize the lag between the discovery of problems and execution of solutions. Optimizing the entire business requires a connected enterprise. This connection enables the visibility required to execute faster. Connecting engineering to manufacturing with a common product master enables faster and more accurate execution. Enabling a seamless flow between product engineering, manufacturing, quality, suppliers, supply chain, sales, and service enables digital execution between business processes. Looking at the business holistically as a connected enterprise enables smart operations.
With the advent of artificial intelligence (AI) and the dependency on data for better results, data availability and quality are becoming ever more critical. While manufacturers have been using predictive AI for years to predict machine failure and optimize production, they’re now using generative AI to improve quality and manufacturing efficiencies. To maximize the benefits and opportunities of AI for manufacturing, the next step will be to bring the operational technology data (OT) and back office/information systems (IT) data together so that correlations, predictions, and recommendations can be more accurate. Having a common platform that brings these data together enables an operator, supervisor, or maintenance technician to have visibility of their business and make better decisions faster. Persona-based workbenches enable the user to obtain the exact information required at the time required. The objective is to provide the information and tools necessary to better understand “their business” and be able to execute as required. The result will be users that are more productive, capable, and accountable to the business.
For many, software systems have served as a critical enabler of this business transformation, but they can also sometimes impede further progress on the journey. This has been the case for manufacturers that have selected systems that optimize specific areas of the business without taking into consideration the holistic need for a complete business transformation. Disconnected systems and complex integrations that once enabled a business may not have the capabilities and functionality needed to support new business models or adapt to rapidly evolving business requirements. With the immense effort required to make changes, IT and the systems that support them have often become a business constraint rather than an enabler. Modern cloud native enterprise applications have helped to address these issues by providing integrated platforms that are also updated continually. Manufacturers can take advantage of newly embedded capabilities and technologies such as AI as they evolve without requiring a reimplementation.
While most rightfully see Manufacturing 4.0 or Industry 4.0 as a journey vs. a destination, many companies feel as though they have not progressed as much as they would like. The World Economic Forum found that more than 70 percent of companies that invested in Industry 4.0 projects failed to get the benefits anticipated. Why is this so difficult? What can be done to increase success?
“Success is determined by how much time and what level of resources manufacturers need to identify any problems or opportunities and be able to adequately address them.”
The challenge for many companies is that their Industry 4.0/digitization projects are managed in silos. Similar to an assembly line or manufacturing constraints shared in Eliyahu Goldratt’s book The Goal, only optimizing a part of the business implies that the business is still constrained. The real value comes with connectivity between the lines of business. A manufacturer may find it useful to use real-time machine data to help predict machine failures and production progress to then manually create a maintenance order. However, using that data to have the system automatically order maintenance parts, plan a maintenance order, and adjust production schedules is even better. Being able to simultaneously and automatically notify the machine supplier so that they can improve their quality takes it even further.
How companies measure their Manufacturing 4.0 progress is another challenge. A snapshot in time is not necessarily the best indicator of digital transformation success. A successful transformation is really about the ability for a manufacturer to support constant innovation, continual improvement, and the capability to effectively address whatever challenges or opportunities that arise now or in the future. For these manufacturers, the better measurement is their ability to act, not just their performance improvement at any point in time. If they have transformed effectively, they have the visibility necessary across the organization, access to tools to analyze data quickly, and the capability to execute on that information. Success is determined by how much time and what level of resources manufacturers need to identify any problems or opportunities and be able to adequately address them. The ability to do so in the best way possible is a part of the Manufacturing 4.0 journey leading to smart operations and the ability for manufacturers to successfully address the ever-evolving business volatility. M
About the authors:
John Barcus is GVP Manufacturing Industries Strategy and Advanced Technologies at Oracle Corporation.
AI-Driven Factories of the Future: It’s a Lot More than Just Autonomy
The future of manufacturing is about intelligently blending autonomous operations, augmented intelligence, and flexibility to redefine production.
![]()
TAKEAWAYS:
● Manufacturers can achieve greater consistency and scalability in operations by leveraging AI, robotics, and digital twins.
● Fully autonomous factories are often more obtainable for large-scale manufacturers with high-volume, low-variation production.
● Small and medium-size companies will likely derive more benefits from targeted lights-out processes, known as dim factory operations.
Imagine a factory that operates seamlessly around the clock, with artificial intelligence (AI)-powered robots building products at an efficiency and precision unmatched by human hands. Supervisors step in only for exceptions, while AI ensures optimal performance and quality. The concept of a lights out (or dark) factory is often attributed to a 1955 science fiction story, “Autofac,” by author Phillip Dick.
As manufacturers worldwide invest aggressively in artificial intelligence (AI), the idea of fully autonomous dark factories is becoming increasingly viable. These facilities promise significant improvements in throughput, quality, safety and efficiency. Yet, while the enabling technology exists, only 15% of manufacturers have transitioned to fully autonomous operations. The future of manufacturing isn’t just about going dark; it’s about intelligently blending autonomous operations, augmented intelligence, and flexibility to redefine production. Lights out or not, the ideal AI-driven factory of the future will be Scalable, Automated, Serviceable, Intuitive (Accessible), Flexible, and Interoperable.
The Quest for Competitive Advantage
Dark factories — operating 24/7 with minimal human intervention — are often heralded as the pinnacle of manufacturing efficiency. By leveraging advanced AI, robotics and digital twins, among other advanced technologies, these facilities can achieve unparalleled consistency and scalability.
The global AI in manufacturing market is valued at over $5 billion in 2024 and is growing at a 38.5% CAGR. According to the International Federation of Robots, there are now over four million operational industrial robots in operation, nearly double the number since 2016, with installations surpassing 500,000 units annually. Ninety-six percent of manufacturers intend to continue to increase AI investments over the next five years, and nearly half (49%) have fully integrated AI-driven product and/or service changes into their capital allocation process.
However, fully autonomous factories are not a one-size-fits-all solution. They require significant capital investment, robust digital infrastructure and standardized processes — factors that are often more attainable for large-scale manufacturers with high-volume, low-variation production. The stakes have never been higher for garnering return on innovation investments.
The Promise of Going Dark
Dark factories are best considered as weapons of mass production. They are most suited for larger manufacturers that have a) steady, high volume production runs, b) largely standardized production processes, c) precise specifications and quality controls, d) highly digitized assets and robust digital twins/threads, and e) a workforce that is prepared to embrace change. These larger manufacturers can also benefit from economies of scale that will improve the return on investment. Several examples are:
- FANUC, a pioneer in lights-out manufacturing, has been operating an autonomous factory in Japan since 2001. Robots are building other robots (quite a dystopian-sounding concept!) at a rate of about 50 per 24-hour shift and can run unsupervised for as long as 30 days at a time.
- Linglong Tire’s new $990 million European factory started mass production in September 2024. It integrates cutting-edge technologies such as artificial intelligence, mobile sensing, industrial big data and industrial robots to achieve full automation — from the warehousing of raw materials to the delivery of finished products, greatly improving product quality and production efficiency.
- Philips’ factory in the Netherlands uses 128 robots to produce electric razors with minimal human intervention on certain shifts. There are only nine human quality assurance workers who oversee the end of the manufacturing process.
A More Practical Path: Dim Factories
For many manufacturers, especially small to mid-sized enterprises, the dim factory model offers a more viable alternative. By automating specific processes or shifts, these manufacturers can enhance efficiency, reduce costs, and address labor shortages without the need for full autonomy. This approach balances technological ambition with operational practicality, allowing for incremental improvements tailored to unique business needs.
Small and mid-size manufacturers and contract manufacturers typically deal with lower production volumes, higher product variety and more variable production demands. For these manufacturers, dark factory operations may be less practical or desirable. These types of manufacturers, as well as many large enterprises, would likely derive more benefits from targeted lights-out processes — or dim factory operations — vs. fully autonomous production operations.
Consider that manufacturers of all sizes that have modernized, AI-led processes achieve 2.5x higher revenue growth and 2.4x greater productivity. Process modeling and automation have also unlocked efficiency gains across end-to-end supply chains — reducing energy consumption by 22%, reducing inventory by 27% and reducing waste by 55%. Gartner research estimates that 60% of manufacturers will have more than two lights-out processes in at least one of their facilities by the end of 2025. The cost/benefit of a fully automated dark factory must be weighed against the value of these targeted, AI-driven process improvements.
As manufacturers invest in AI, the idea of fully autonomous factories is becoming increasingly viable.
Industry segments will also influence the potential benefits of AI-driven factory operations. For instance, customers in some industry segments (e.g., consumer products) are demanding a greater degree of customization or personalization. A recent survey showed that over 50% of consumers prefer personalized products and are willing to pay a slightly higher price for them. Manufacturers who deal with such demands may derive benefits from employing micro-factories, a concept that was first introduced in 1990 by the Mechanical Engineer Laboratory (MEL) of Japan. These smaller, agile, and highly automated micro-factories are capable of providing high-mix, low-volume customized products with a high return on investment.
Digital twins are becoming the backbone for AI-driven factories, providing a collaborative, connected information conduit across product design, production engineering, manufacturing execution, automation, and data-driven intelligence. Applications of digital twins have moved beyond simulation and modeling to automatically effecting manufacturing operation adaptations that maximize throughput and asset utilization, adjust to production variations, and mitigate impacts of unplanned disruptions.
Converting a traditional factory to a completely dark factory is a significant and capital-intensive undertaking. Brownfield factories have the burden of technical debt, siloed data architectures and repositories, a patchwork of IT and OT systems, and an abundance of non-digitized assets, among other challenges. These manufacturing facilities can still reap the incremental benefits of business-driven process automations as cited above. Conversely, new greenfield factories can incorporate digital and AI/automation from the onset without the additional cost and complexity of legacy systems, processes, and architectures. Indeed, the preponderance of the AI-driven manufacturing lighthouses are digital natives that benefit from those advantages.
The bottom-line is that while we are seeing automation and AI being deployed increasingly across the manufacturing sector, dark factories are far from a panacea. AI investments should always be aligned with business drivers and outcomes, not just technological feasibility or FOMO (fear-of-missing out). Business drivers for AI investments may may range from workforce and supply chain challenges, shifting consumer demands, economic and cost pressures, sustainability imperatives, necessary safety and quality improvements, and increasing global competition.
Human + AI: The Augmentation Advantage
Rather than viewing AI as a replacement for human workers, the most successful manufacturers see it as a partner. This shift toward “augmented intelligence” emphasizes collaboration, where AI enhances human decision-making and performance efficiency.
The manufacturing automation wave that was prolific at the turn of the century largely consisted of automating manual processes and workflows, resulting in a reduction of about 2.5 million jobs, according to Human + Machine: Reimagining Work in the Age of AI. We are now in an era of augmented intelligence, where automation and AI are working in concert with people to improve overall performance and output. Instead of replacing jobs, new jobs are being created in areas such as AI, data science, robotics, model-based systems engineering and related functions. Manufacturers investing in upskilling and reskilling their workforce are not just future-proofing operations but establishing a catalyst for innovation.
Major Challenges and Opportunities
Achieving the transformative promise of AI-driven manufacturing is not without its challenges. Manufacturers consistently identify five critical barriers: data quality and integration, cybersecurity threats, technical debt, workforce preparedness, and ecosystem complexity. These hurdles underscore the complexity of transitioning to AI-powered operations.
- Enterprise data management
AI thrives on high-quality, well-integrated data, but for many manufacturers, this condition remains elusive. AI applications are most often hampered by inadequate data quality (57%), poor data integration (54%), and weak data governance (47%). Only one in five manufacturers have production assets with data ready for use in existing AI models. The bigger the manufacturer, the greater the problem. Over half (52%) of manufacturers view a unified IT/OT data platform as essential for enabling industrial DataOps. Achieving this requires investments in modernizing data infrastructure, breaking down silos, and adopting scalable solutions. - Cybersecurity risks
Manufacturing is now the most targeted industry for cyber attacks, with operational technology (OT) bearing the brunt. Cyber-attacks have increased by 75% over the past five years. The manufacturing industry was the most targeted industry in 2023, and over 70% of cyber-attacks were OT related according to Zscaler Research. Ransomware costs are forecast to reach $265 billion by 2031, up from $20 billion in 2021. Recognizing these risks, 75% of manufacturers have made cybersecurity a top priority, and 70% of CEOs plan to increase investments in data, technology, and cyber defenses. Proactive strategies such as robust OT/IT integration and real-time monitoring are essential for safeguarding AI-driven operations.
“Dark factories are best considered as weapons of mass production.”
- Technical debt
Outdated systems and fragmented processes create technical debt that stifles innovation. Technical debt would require over $1.5 trillion to fix — and costs the U.S. $2.41 trillion a year in cybersecurity and operational failures, failed development projects, and maintenance of outdated systems. This technical debt also constrains interoperability of systems between engineering and design and the factory and between OT and IT. - Workforce preparedness
The human element remains both a challenge and an opportunity for scaling AI in factories. Hiring and training (upskilling and reskilling) remain among the top constraints to scaling AI in engineering, design, and factory operations. Seventy percent of executives are focused on reskilling/upskilling (vs. hiring) compared to 41% in 2020. In the future, every worker will become a knowledge worker and data literacy will be a foundational requirement. Knowing how to perform a process doesn’t mean a person understands the process or the potential enabling or constraining factors. Decision-making will be augmented by AI-powered insights, and employees at all levels will need to become more comfortable understanding and acting on data. To prepare for this future, manufacturers must embed continuous learning into their culture, equipping employees to collaborate effectively with AI systems. - Ecosystem partnerships
Although 69% of businesses are engaging actively in collaborative ecosystems, a large proportion (60%) believe that multisided partnerships are difficult to execute in practice. Poor strategic alignment with partners is the leading inhibitor of ecosystem strategies, along with other factors such as limited awareness of collaboration opportunities, a resistance to share data, and limited vendor understanding of business objectives. Speed and security are the top criteria when considering potential ecosystem partners, further echoing the need to efficiently scale solutions while addressing critical data governance and security requirements. Seventy-one percent of manufacturing CEOs who have high-performing partner ecosystems affirm that those ecosystems are providing greater growth opportunities than traditional M&A.
An AI Readiness Checklist
The journey to AI-driven manufacturing is complex, but with the right strategies, manufacturers can unlock unprecedented levels of efficiency, innovation, and resilience. Before embarking on the journey toward AI-driven manufacturing or dark factory operations, assess your organization’s readiness in these critical areas:
- Operational readiness: Are your processes standardized enough to benefit from automation? How diverse is your product portfolio? Have you effectively incorporated lean manufacturing principles? How scalable are your current operations? Where are your major bottlenecks?
- Technological readiness: Do you have digitized assets, robust data platforms, and integrated IT/OT systems? To what extent are you employing digital twins/threads (e.g., for products, factory, production, and performance)? How much technical debt is embedded in your current operations? To what extent are you using cloud/edge computing? What are your current AI/ML use cases and what are the impediments to scaling?
- Workforce and organizational readiness: Is your team equipped with the skills and cultural mindset needed to work alongside AI? Have you adopted a continuous learning mindset? How robust are your training, development and change enablement capabilities? Do you have leadership buy-in, commitment, and alignment with long-term strategy?
- Financial readiness: Have you accounted for initial capital investment, R&D, and recurring costs? What are your expectations for ROI and the payback period? Have you established KPIs to measure expected performance improvements? What is your risk tolerance? Are there government and/or tax incentives that can be leveraged to offset some costs?
- Security readiness: What is the extent of your network security and segmentation? How are you protecting your IT and OT systems against dynamic and increasing cyber threats? How robust is your data encryption? How are you addressing the vulnerability of the human factor? How are you addressing potential vulnerabilities across your supply chain? What training have you implemented for management and threat detection and deterrence?
- Data readiness: Do you have access to reliable, well-integrated data to support AI applications? Do you have someone who is clearly responsible and accountable for data management and governance? How mature are your enterprise data management processes? Have you accounted for the potential impacts (e.g., compliance, cost, risk) of evolving global policies and regulations regarding AI, data privacy and protection, and data residency?
- Enterprise readiness (e.g., Suppliers, Partners): How are you managing integration of third-party systems and data? How robust are your suppliers’ capabilities and what are the major risks? How effective are your ecosystem partnerships and relationships with software and technology providers? What is your strategy for in-sourcing/outsourcing aspects of your operations?
Closing Reflections
The factories of the future won’t just be automated; they’ll be adaptive, intelligent and collaborative. Future manufacturing operations will range from dark factories to dim factories to micro-factories, and employ digital twins and digital commercial manufacturing exchanges that will enable secure, agile, on-demand manufacturing production.
When determining how to best improve or transform your manufacturing operations, avoid a binary view that only considers function allocation between humans and machines (automation); also consider augmented intelligence and performance benefits from human + AI collaboration. Regardless of the level of automation and AI, it is imperative to keep humans in-the-loop as they will ultimately be held accountable for outcomes of actions and decisions.
For small and medium-size manufacturers, the dim factory model offers a viable alternative.
While AI has had periods of disillusionment (i.e., AI winters) due to over-hyped expectations and technical limitations, the conditions are quite different this time. Today, our world is significantly more digitized, sensorized, connected, and software-driven. Instead of a lack of real-time data, we now are challenged with deriving decision intelligence from a tsunami of data. The next generation of workers are digital natives who embrace, rather than fear, technology innovation. Accelerating technological advances in areas such as computing power and speed, cloud/edge computing, computer vision, generative AI, digital twins/threads will make AI-driven factories — including dark factories — more viable over the next five+ years.
The future is here; it’s just unevenly distributed. AI is already delivering value for many manufacturers, ranging from predictive maintenance to supply chain optimization to quality control. AI-driven robots, machine vision, and optimization algorithms are improving efficiency and flexibility. Addressing challenges related to cost, security, integration, data management, and workforce development will be crucial to unlock the full potential and widespread adoption of AI-driven factories.
Now is the time to take steps forward toward this vision — whether that’s injecting AI to automate specific manufacturing processes, improve human performance, or build a fully automated lights-out factory. Let’s shape the future together with confidence!
AI-driven factories of the future was the theme of the Manufacturing Leadership Council’s Future of Manufacturing Project event in December 2024. The EY organization is a member of the MLC. M
About the authors:

Brian M. Legan Principal, Ernst & Young LLP | Industrials and Energy Innovation Leader
Disclaimer: The views expressed in this article are solely those of the author and do not necessarily represent the views of Ernst & Young LLP, other members of the global EY organization or other organizations cited.