Survey: Manufacturers See Data, Lack Strategy

Despite persistent challenges, data has made measurable impacts on performance and decision-making.
KEY TAKEAWAYS:
● Manufacturers recognize that data is the essential fuel for digital transformation, but without governance and analytics, they lack the “map” to turn data into strategy.
● While many companies report measurable gains in efficiency, cost reduction, and decision-making from data use, nearly half still lack a corporate-wide governance plan and processes to ensure data quality.
● Disparate systems, legacy equipment, and limited organizational data skills remain major obstacles, yet manufacturers increasingly view data as a quantifiable business asset tied to strategic outcomes.
Manufacturing data is the commodity that promises manufacturers a pathway to operational excellence. It can also act as an accelerant toward discovering new markets, new customers and innovation for both products and processes. Coupled with the urgency that many companies feel to bring AI into the business, there is no question that data is the necessary fuel for the digital transformation journey.
But if data provides the pathway, then governance and analytics are the map. Creating a map that is accurate relies on validated, contextualized, high-quality data. But met with the common challenges of disparate systems, legacy equipment, and a lack of organizational data skills, many manufacturers are instead left frustrated that the wayfinding they so desire is just out of reach.
Despite those challenges, manufacturers are seeing significant progress in utilizing data to make better decisions, while also increasing the frequency with which those data-driven decisions are made. They are seeing improvements in cost reduction, speed and quality. A growing number of companies are determining how to best put a quantified value on their data, adding a direct tie to the bottom line.
For manufacturers who diligently strive toward forging that data-driven pathway, improved business outcomes lie on the route ahead.
SECTION 1: Data is Valuable – Strategically and Financially
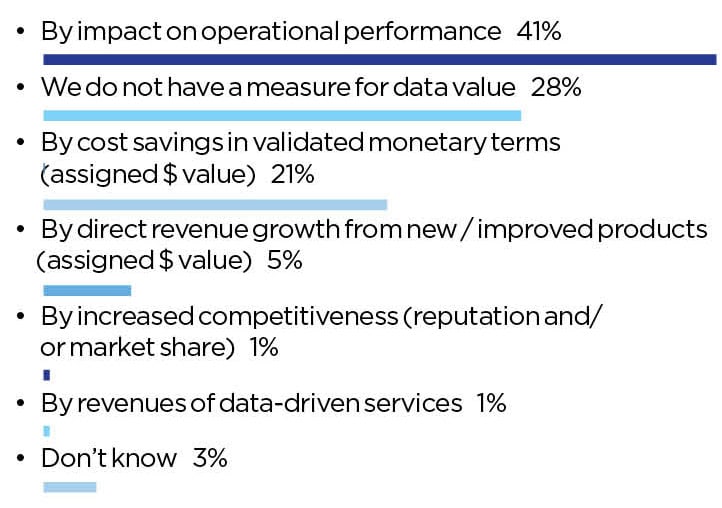
It could be said that data, like happiness, really can’t have a price tag, because it is by nature priceless. In the quest to assign its best value to align with business goals, companies value data differently. The greatest share of respondents reported that data’s value was measured by impact on operational performance (41%), while around a fifth (21%) said that data is assigned a dollar value.
Still, nearly a third of respondents (28%) said that they do not have any such measure for their manufacturing data (Chart 1). Without such quantifiable measures, leaders can find it challenging to gain support and investment for data-related investments or to initiate data pilot projects.
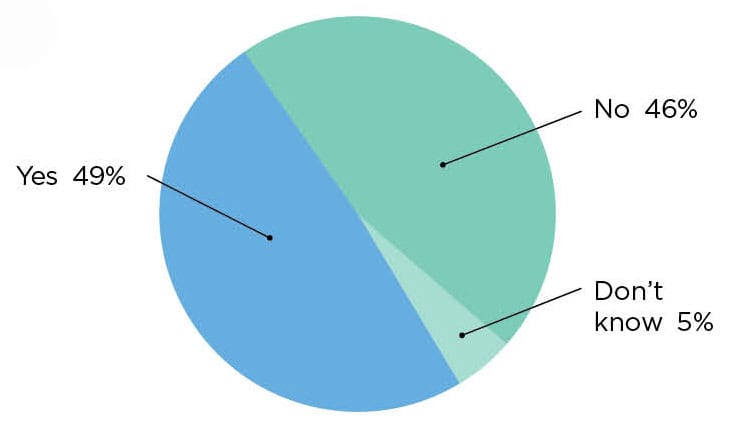
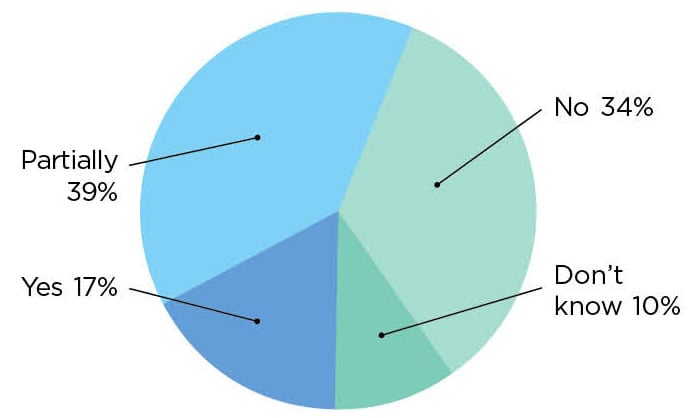
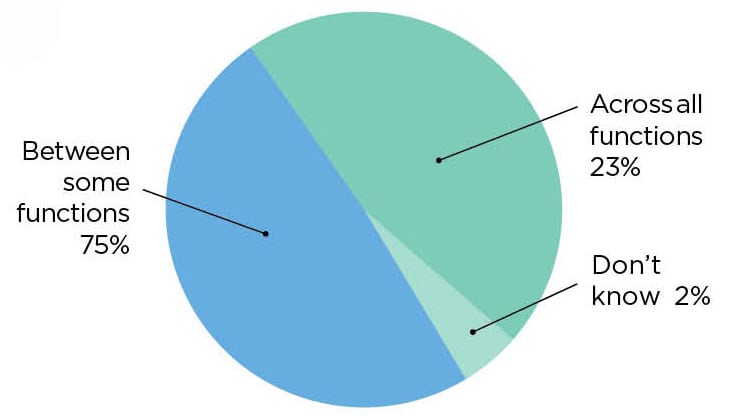
Likewise, the structure for making that aforementioned data-driven map is lacking at nearly half of all manufacturers—46 percent of respondents said that their companies lack a corporate-wide data governance plan (Chart 2). As data-sharing is fairly common for internal cross-functional teams (75%) (Chart 5), it seems likely that more companies will move toward a more strategic approach.
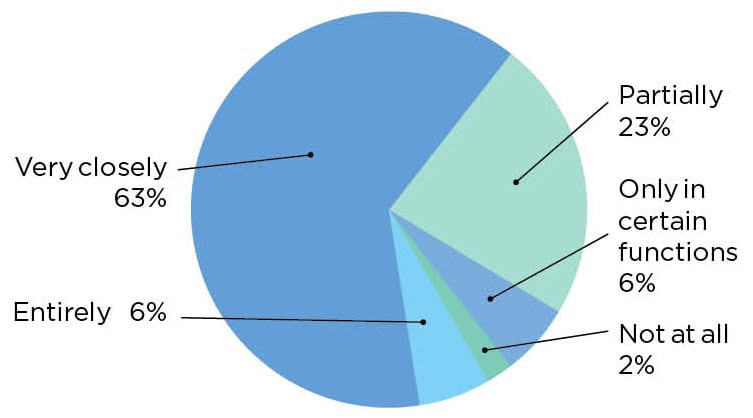
For companies that do have a data strategy, there is a payoff in alignment with overall corporate business strategy—70% say their company’s data strategy aligns with overall business strategy either entirely or very closely (Chart 3). And while only 17% of executives currently find their annual incentives or KPIs tied to data collection and management (Chart 4), it’s not hard to foresee a future where this becomes more ubiquitous.
1. Data is Valued by Performance and Cost Savings
Q: How do you measure the value of the data in your organization? (Select one)
2. Companies Divided on Corporate-Wide Governance
Q: Does your company have a corporate-wide governance plan, strategy, or formal guidelines for how data is collected, organized, accessed, and utilized across the enterprise, including manufacturing operations? (Select one)
3. Data Strategies Closely or Partially Align with Business Strategies
Q: How closely do you feel this data strategy is aligned to your company’s overall business strategy? (Select one)
4. Data Management has Tentative Ties to Executive Incentives
Q: Is data collection/management/analysis included in annual incentives, KPIs, or business imperatives for company executives/leadership? (Select one)
5. Cross-Functional Data Sharing Has Limited Reach
Q: Is data routinely shared cross functionally in your company? (Select one)
SECTION 2: The State of Data Sourcing and Quality
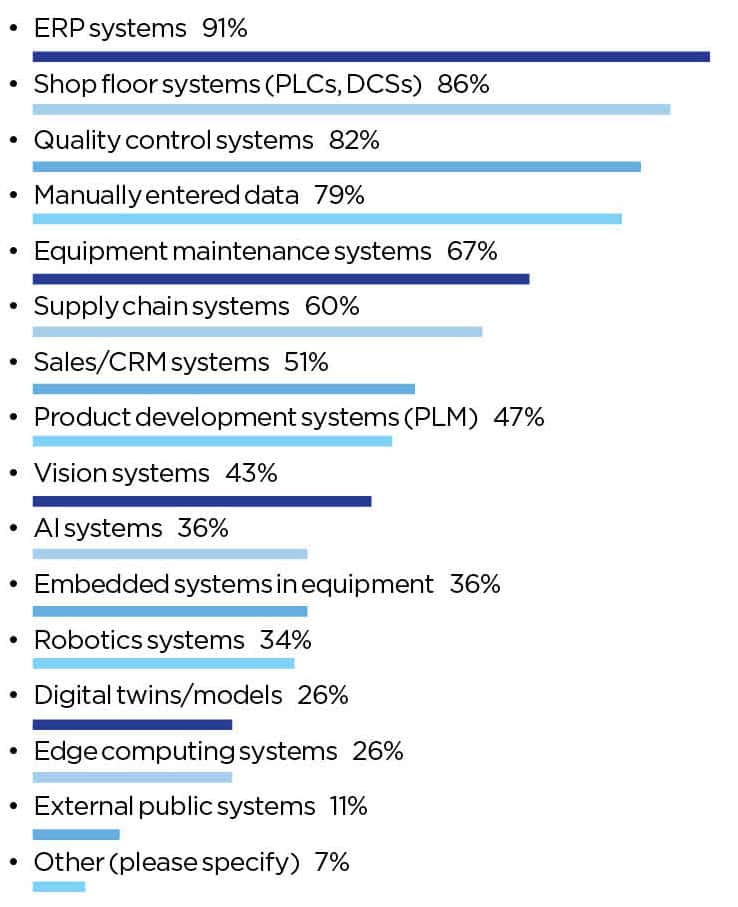
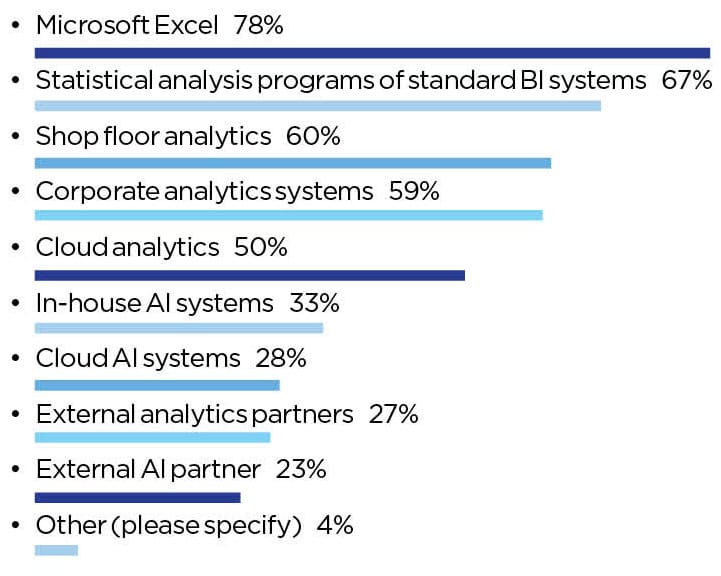
Most frequently, the well of manufacturing data is made up of enterprise-level data (ERPs), shop floor systems, and quality control systems (Chart 6). That said, 79% of manufacturers also include manually entered data—a potential source of data contamination downstream. Microsoft Excel still reigns as the undisputed champion for data analytics (Chart 7).
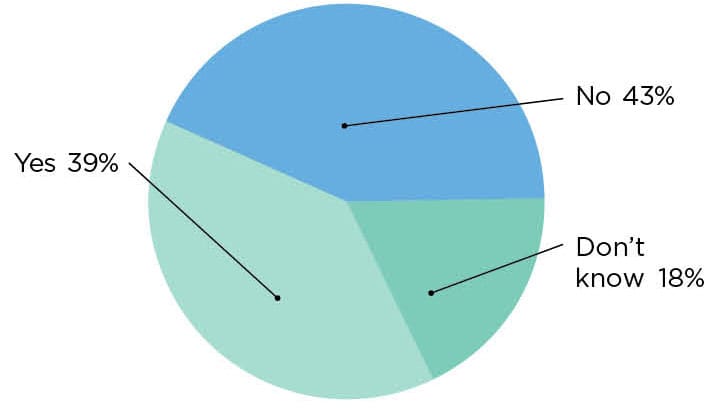
Respondents were somewhat pessimistic in their companies’ ability to collect the right data for business needs (Chart 8), but far more untrusting in the ability to collect AI-ready data (Chart 9). Alarmingly, only 39% said that their company has a process to verify data accuracy and quality (Chart 10).
6. ERP, Shop Floor and Quality Control Systems Lead the Data Supply
Q: What are the sources of your manufacturing data today? (select all that apply)
7. Microsoft Excel is the Most-Used Data Analytics Tool
Q: What systems do you use to analyze the manufacturing data you collect? (Select all that apply)
8. Companies are Moderately Skilled at Collecting the Right Business Data …
Q: How would you rank your company’s ability to collect the right data the business needs from your manufacturing operations? (Select one)
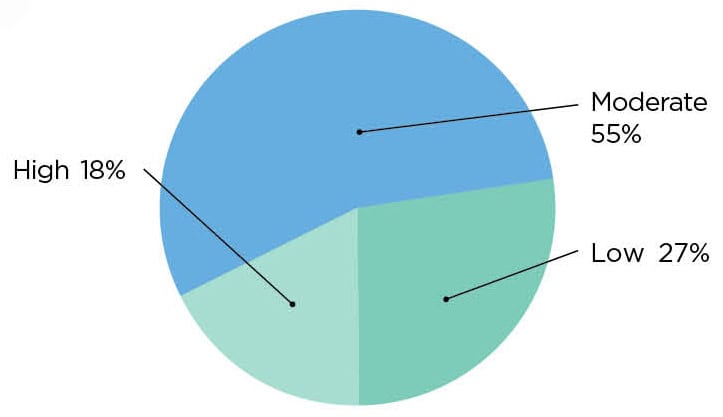
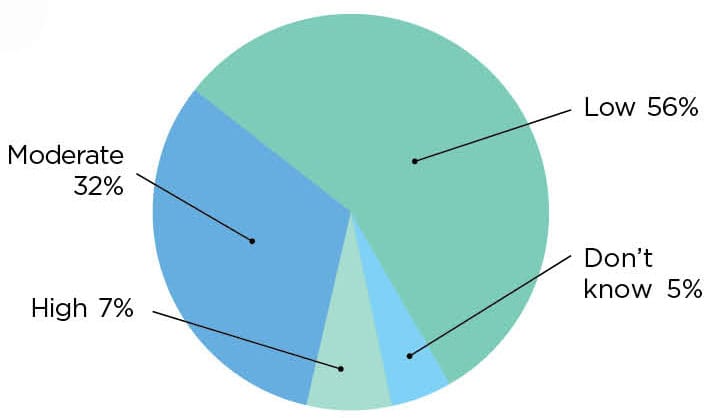
9. … But are Less Skilled at Collecting AI-Ready Data
Q: How would you rank your company’s ability to collect AI-ready data? (Select one)
10. Only 4 in 10 Have a Process to Verify Data Accuracy or Quality
Q: Does your company have a process to verify the accuracy and quality of manufacturing data? (Select one)
SECTION 3: Data Has Proven Value – But Challenges to Realizing It
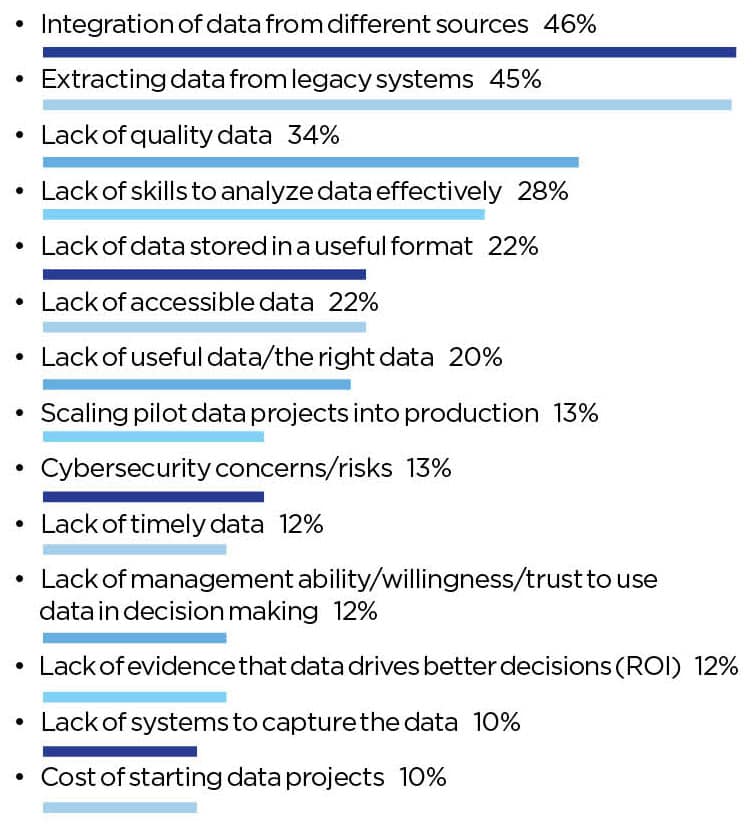
What stands between manufacturers and this promising data-driven future? The most persistent challenges include data from disparate sources (46%), the ability to extract data from legacy systems (45%), and the lack of quality data (34%). (Chart 14)
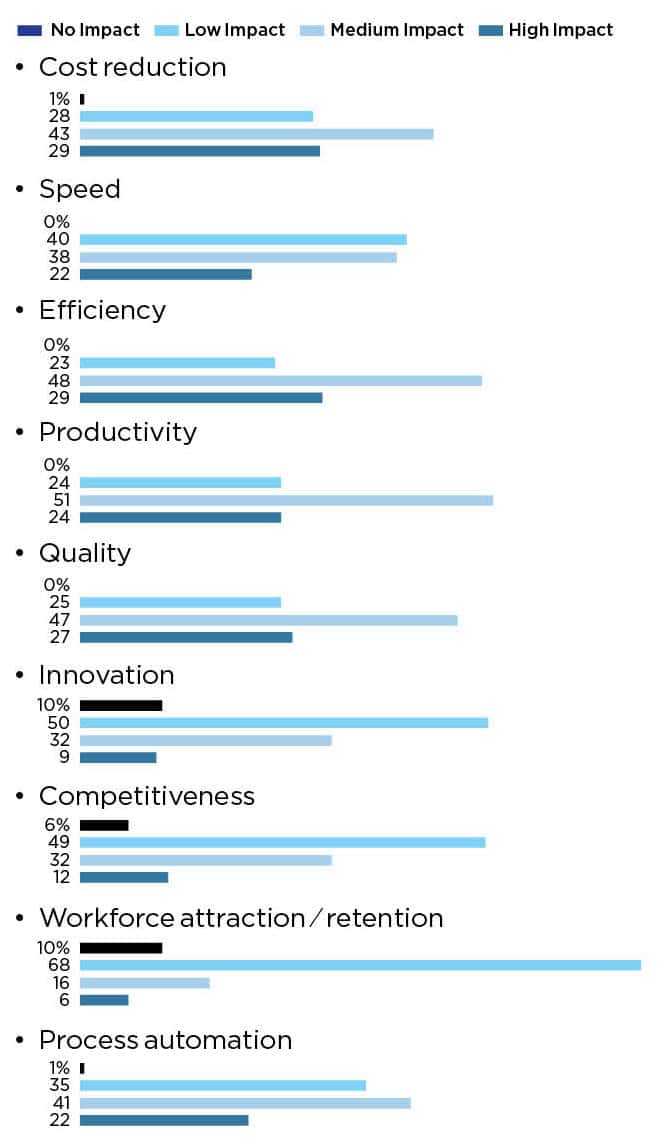
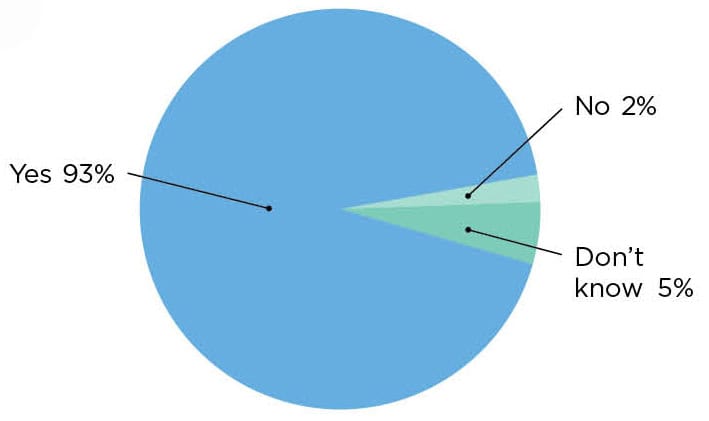
Despite the halting steps along the way, manufacturers are seeing true value from operational data. The highest level of impact has been seen on cost reduction, efficiency and quality. (Chart 11) Overwhelmingly, respondents say that data has improved their company’s decision-making process (93%). (Chart 12)
11. Cost Reduction, Speed and Quality All See Improvements
Q: What degree of impact has manufacturing data had in improving your manufacturing organization since the start of your digital journey?
12. 93% Say Using Data Improves Decision-Making
Q: Has the use of data improved your company’s manufacturing decision-making process? (select one)
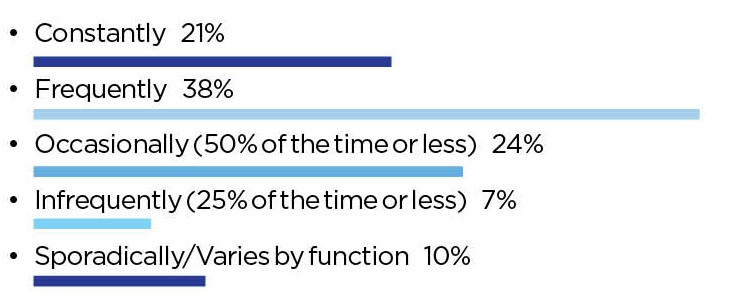
13. Data-Driven Decisions Gaining in Frequency
Q: How often would you say your organization makes data-driven decisions today? (Select one)
14. Integration, Extraction, Quality Create Barriers to Leveraging Data
Q: What are the most important challenges or obstacles hindering your organization from making more data-driven decisions? (select top three)
About the author:

Penelope Brown is the Senior Content Director, Manufacturing Leadership Council
Digital Transformation Project Success Depends on Quality Data

Focusing on the quality of data is a critical factor determining the success or failure of transformational projects.
TAKEAWAYS:
● Successful transformational projects have enabled manufacturers to gain a competitive edge by lowering costs, providing better customer service and enabling new innovative business models.
● Not enough attention has been given to the impact that data and data quality have on determining the success or failure of transformational projects.
● Data considerations are becoming even more critical as AI is evolving to become a major component for all future transformational projects.
Whether called Industry 4.0, Manufacturing 4.0 or just digital transformation, it is well understood that manufacturers need to transform to compete effectivity and be prepared for the future. Embedded technologies with connected processes are enabling faster innovation, reduced latency and more resilience throughout their organizations. Successful projects have enabled manufacturers to gain a competitive edge by lowering costs, providing better customer service and enabling new innovative business models. The challenge is that not every digital transformation journey project that a manufacturer embarks on is successful. In a 2023 survey, the World Economic Forum noted that 70% of companies investing in Industry 4.0 technologies fail to ever move out of the pilot phase of the project. Bain and Company noted in 2024 that 88% of business transformations fail to achieve their original ambitions.
Much has been written about why projects fail with the predominate focus around the three pillars of people, process and technology. Lack of executive commitment, inadequate company resources, immature technologies and unavailable skillsets are all pointed to as reasons that projects fail. Another area where not enough attention has been given is the impact that data and data quality have had on determining the success or failure of transformational projects. Having been involved in many transformational projects, I have seen first-hand the impact that bad or incomplete data have had on the project success. Automating a business process with bad data only results in getting to the wrong result faster.
Data considerations are becoming even more critical as AI is evolving to become a major component for all future transformational projects. AI has always been heavily dependent on data; generating poor results when events such as forecasting, anomaly detection or planning optimization are based on bad data. The common phrase referring to garbage in and garbage out reflects the impact that bad data has on results. Now with generative AI, having the right quality data has become even more critical. With Large Language Models (LLMs) being trained on the public internet and with AI models built on incomplete or other suspect data, it should be no surprise that the results of a recent MIT study showed that 95% of AI pilot projects failed to deliver financial benefits. While there are other contributing factors including the isolated nature of these projects, the quality of the data directly impacts the results.
Understanding and proactively addressing data issues can bring business benefit and help resolve challenges before they have a negative project or business impact.
Understanding and proactively addressing data issues can bring business benefit and help resolve challenges before they have a negative project or business impact. A big driver for project failure is the lack of active user engagement or working outside the system as defined. Having a data strategy early in a project cycle is critical as obtaining user buy-in or encouraging reliance on the system becomes much more difficult once the users lack confidence in the results. For the users that want to do a good job but come to believe that the new system is built on or generates bad data, it can be difficult to ever get them successfully reengaged.
Having a comprehensive data strategy is critical to project success and requires an understanding of the challenges and opportunities for addressing those challenges. Related to digital transformation, some of the data quality elements that have a direct impact on transformation projects can include:
- Data accuracy
- Data timeliness
- Data context
- Data volume
- Data completeness
- Data uniqueness
Data accuracy refers to the correctness of each piece of data. For example, creating a digitized automated process that pushes a customer order through the system falls apart when the item ordered, the build lead time, the bill of material, or the required inventory levels are wrong. Any of these can cause the order to be delayed and the customer to be disappointed. Data accuracy can be improved in a variety of ways including manual checks, automated checks, audits, cycle counting, etc. User acceptance testing (UAT) with real data is a fundamental component of verifying data quality and is normally a key component of any project schedule.
Directly related to data quality, the timeliness of the data can determine whether the data being used is still accurate at the time it is needed. When ChatGPT first came out, it provided amazing results. However, many of the results were based on 1–2-year-old data providing incorrect results at the time of the request. That works well for learning about historical events such as the Viking journey to Iceland; however, it is not very useful in evaluating the current state of your supply chain or your supplier’s risk factors related to their financial health. Every process and data element should have a specific requirement related to the timeliness of the data. It is important to know the requirements of the business and develop a specific strategy defining the requirements that are supported by integrations, inputs, dependencies or data feeds that meet your needs. This strategy should be clearly communicated to support required business processes and to set expectations properly.
Having a comprehensive data strategy is critical to project success and requires an understanding of the challenges and opportunities for addressing those challenges.
Context is important. There was an injection molding company where connecting the equipment provided real-time results based on performance. The early results clearly showed that the evening and weekend shifts were under performing. It would be easy to attribute this to lack of supervision or employees slacking off. With additional data, it was determined that the real culprit was that the support staff including machine maintenance and material movement/stock support was lacking. Context is especially important when reporting on and providing data analysis. While AI is becoming a useful tool to provide additional context, the way that prompts are worded can have a direct impact on the resulting analysis.
While data is critical, having more data is not always better. If the data volume is so great that you are unable to analyze or make good use of it, it can be constraining. For example, IoT provides the connectivity that Industry 4.0 depends upon and is a key success factor for Industry 4.0 projects. The last few years, almost all manufacturing machines have multiple sensors for connectivity and companies have aggressively moved to connect their machines with IoT. While there have been good advancements in automated service or maintenance execution, the real benefit received across manufacturing companies has still been somewhat limited. One reason is that IoT produces large amounts of data that are difficult to analyze. The available analytical tools have not been robust enough to do so. New AI technologies now provide the ability to help resolve these challenges by being able to quickly review and analyze vast amounts of data to make sense of it.
Data completeness and uniqueness impact accuracy creating significant challenges that are made more difficult with a multitude of overlapping data source systems. Manufacturers are benefiting by consolidating systems to minimize required integrations to address this problem. Where this is not possible, a best practice is to have a single master for all data. While complimentary systems can serve to enrich the data, no data element should be mastered in more than one system. This is where a master data management strategy is leveraged to define where data will be housed and how it will be used. Planning for this at the beginning of a project reduces unforeseen issues later.
As manufacturers continue to embark on these transformational journeys to digitize their business and provide seamless connected processes, focusing on the quality of their data will be a critical factor determining their success. M
About the author:
John Barcus is Group Vice President, Manufacturing Industries & Emerging Technologies at Oracle.
The Industrial Data Foundation Imperative: Building Manufacturing’s AI Future

Manufacturing leaders must prioritize industrial data readiness and governance now, as the gap between data-ready organizations and laggards threatens future AI competitiveness.
TAKEAWAYS:
● Organizations with mature data foundations are achieving greater value from their AI initiatives compared to those rushing into AI without proper data preparation.
● Successful manufacturers are treating industrial data as a strategic asset, implementing governance frameworks that balance innovation with security and compliance.
● Companies that establish strong data contextualization and standardization practices are three times more likely to scale AI implementations successfully across their operations.
The manufacturing industry stands at a critical juncture. While AI promises transformative benefits, many organizations are discovering that their rush toward AI implementation is hampered by a fundamental challenge: inadequate industrial data management. Without a robust data foundation, even the most sophisticated AI initiatives will fail to deliver meaningful results.
The Hidden Complexity of Manufacturing Data
Manufacturing data presents unique challenges that distinguish it from traditional enterprise data. Unlike the structured information found in typical business applications, industrial data is predominantly time-series data originating from diverse sources including PLCs, machine controllers, IoT sensors, and legacy systems, and often exists in incompatible formats across facilities. This complexity results in the “industrial data management challenge,” which remains multifaceted and encompasses managing data contextualization, scaling and technical expertise requirements.
The consequences of poor data management are severe for AI initiatives. Organizations frequently find themselves unable to expand successful AI pilot projects beyond single use cases, struggling with integration bottlenecks that starve AI models of the data they need, and lacking the cross-facility standardization necessary for enterprise-wide AI deployment. Most critically, without proper industrial data foundations, industrial AI initiatives become expensive experiments rather than business transformations that deliver measurable ROI.
From Expert Dependency to AI Data-Driven Agility
The transformation toward data-driven manufacturing represents more than a technological upgrade; it is a fundamental business process evolution that prepares organizations for AI integration. Traditional manufacturing and supply chain operations rely heavily on sequential, expert-dependent decision-making where actions wait for specialist input, creating bottlenecks and limiting organizational agility. Data maturity enables a shift to concurrent decision-making models where multiple processes can operate simultaneously. It also enables real-time insights for employees to make better decisions, faster. Ultimately data maturity will also enable AI-driven automation to optimize systems and processes in real-time and solve problems with human-like reasoning but machine-scale efficiency.
This evolution naturally aligns with established lean manufacturing principles while creating the foundation for AI enhancement. While traditional lean practices rely on manual observation and periodic improvement events, data driven organizations can continuously monitor operations and automatically identify inefficiencies in real-time, setting the stage for AI systems to not just identify issues but autonomously resolve them. The traditional DMAIC (Define, Measure, Analyze, Improve, Control) cycle accelerates dramatically when supported by advanced analytics and AI as what once took weeks can be compressed into near-instantaneous insights and actions.
The Three Stage Journey to AI-ready Industrial Data Maturity
Successfully building an industrial data foundation for AI requires progressing through three distinct maturity stages, each unlocking new levels of AI capability, building upon the previous level’s capabilities.
Stage 1: Data Foundation – Preparing for Basic AI Applications
This stage focuses on establishing fundamental digital capabilities that enable initial AI deployment. Organizations transition from manual, paper-based processes to automated data collection systems while digitizing operational documentation. Key achievements include centralized production data repositories, real-time visualization of machine status, and basic KPI tracking across operations. At this stage, companies typically see immediate wins through reduced time spent and variation on data collection along with improved visibility into production metrics. From an AI readiness perspective, this stage establishes text-searchable operational documents, basic image repositories for quality and maintenance, and standardized data formats that AI models can consume. Organizations can begin implementing simple AI applications like automated quality inspection using computer vision or basic predictive models for equipment monitoring. The focus is on creating clean, labeled datasets that serve as training data for more sophisticated AI implementations in later stages.
Stage 2: Data Intelligence – Enabling Predictive AI
This stage introduces sophisticated analytics and cross-functional integration while implementing AI powered solutions. Organizations deploy predictive maintenance systems powered by machine learning, optimize production schedules using AI algorithms, and develop models that continuously improve process parameters. The hallmark of this stage is the ability to predict and prevent issues rather than merely react to them, a crucial capability for advanced AI applications. AI readiness advances significantly at this stage through established processes for validating AI generated content against domain expertise, initial implementation of AI assistants for technical documentation retrieval, and integration of structured operational data with unstructured documentation. Organizations can deploy chatbots that help operators access troubleshooting guides, implement generative AI for creating maintenance reports, and use AI to analyze quality patterns across multiple variables. Companies often report reductions in unplanned downtime and significant improvements in quality consistency as AI models learn to identify subtle patterns human experts might miss.
Stage 3: Intelligence Enterprise – Autonomous AI Operations
This stage represents the pinnacle of AI-enabled data maturity, where autonomous systems make real-time operational adjustments while human workers focus on high-value activities. Digital twins, powered by AI, simulate production scenarios before physical implementation, and new as-a-service-based business models emerge from AI-driven insights. Organizations at this level frequently achieve significant reductions in time-to-market through AI-enhanced digital simulation and testing. At this advanced stage, AI readiness reaches full maturity with domain-specific foundation models trained on proprietary manufacturing data, autonomous systems augmented with generative AI for complex decision support, and comprehensive AI governance frameworks. Organizations deploy AI agents that can define project elements and communicate tasks simultaneously to multiple acting AI agents, enabling parallel processing with minimal interpretation errors. Advanced applications include AI systems that explain their recommendations in natural language, synthetic data generation for training specialized models, and AI-driven business model innovation such as product-as-a-service offerings. The convergence of AI and operational technology creates autonomous manufacturing environments where human expertise is amplified rather than replaced.
Building Effective AI-Ready Data Governance
Creating a robust data governance framework for industrial AI requires addressing several critical dimensions simultaneously. Organizations must first establish clear data ownership and stewardship roles, ensuring that someone is accountable for data quality and integrity across all operational systems. This is particularly crucial since AI models are only as good as the data they are trained on. This includes implementing standardized data formats and validation processes that ensure AI models can reliably consume data across facilities and equipment types.
Equally important is developing metadata management capabilities that preserve context as data moves through various systems and AI applications. Manufacturing data without proper context—understanding what equipment generated the data, under what conditions, and how it relates to other process variables—loses much of its analytical and AI training value. Successful AI-ready governance frameworks also include access controls that balance data democratization with security requirements, ensuring AI systems can access necessary data while protecting intellectual property and maintaining operational security.
The Path Forward: Building Your AI-Ready Foundation
The window for establishing competitive advantage through AI in manufacturing is narrowing rapidly. Organizations that delay building proper industrial data foundations risk being left behind by competitors who recognize that AI success requires systematic preparation rather than rushed implementation. The three-stage maturity model provides a clear roadmap: start with digitizing and centralizing operational data, progress to predictive analytics and AI-assisted operations, and ultimately achieve autonomous AI-driven manufacturing excellence.
The choice facing manufacturing leaders is clear: invest in building robust industrial data foundations that enable transformative AI capabilities. The alternative risks competitive obsolescence as AI-enabled competitors gain generational advantages in efficiency, quality, and innovation. The time for cautious advancement has passed—the AI-powered future of manufacturing belongs to those who act decisively today. M
About the author:

Ashtad Engineer is Worldwide Head of Manufacturing Solutions for the Auto & Manufacturing Industry Business Unit at AWS.
Dialogue: Agentic AI Moves from Insights to Action
NTT DATA’s Prasoon Saxena sees agentic AI as the next leap in manufacturing—necessary to accelerate cycles, fill labor gaps, increase global competitiveness, and reshape how humans and AI work together
Agentic AI is shifting the conversation in manufacturing from simply generating insights to executing real-world tasks. Prasoon Saxena, global president and co-lead—Products Industries at NTT DATA, Inc., explains how this new class of AI is already helping companies slash engineering cycle times, support an overstretched workforce, and unlock new levels of productivity. In this special Future of Manufacturing Project-focused Executive Dialogue, he shares why trust, governance and training are critical as manufacturers prepare for a future where humans and AI agents operate side by side.
STEVE MODKOWITZ: It seems like talk of agentic AI has overtaken conversations about AI and GenAI. Can you tell us a bit about your perspective on the market right now?
PRASOON SAXENA: Is agentic AI overtaking the conversation around the GenAI and other AI topics? The answer is absolutely, yes.
What we have noticed in the market is that over the last four or five years, the agentic AI has been in the conversation. It started with GenAI, of course, and with the introduction of ChatGPT and with Copilot, etc., it was definitely helping us with the overall insights.
But what is missing is the execution with the with the GenAI solutions, and that’s where I think the agentic AI is going to take over. Where the clients are looking for not just getting the insights, but the execution of it. So insights-to-execution is where it is heading. We are seeing several use cases that are coming out in the market where agentic AI is being used.
SM: Can you describe a smart AI platform?
PS: Specifically NTT DATA, Inc., we have developed a smart AI platform that is basically helping our clients to have an agent sitting with the humans and work jointly on the plants and on the shop floor and the supply chain and whatnot.
We’re really taking that seriously and there’s a lot of interest in the market.
SM: Can you share an agentic AI use case?
PS: We see with a company called Continental—and this is a public information that’s in the press—it is a $38 billion automotive supplier, and, if you see the engineering in the automotive, the engineering cycle is about six to eight years before you can see the products coming.
And, the Chinese have been able to release the products in two years. Why? Because they have adopted agent AI solutions. So we worked with Continental, looking at the 27 different processes in engineering, and we picked about six processes. So we looked at six processes and we deployed the agentic AI solution. And we are seeing a productivity of almost reduction from two years to six months.
So we are able to reduce the cycle time to six months, which is going to really help Continental with the overall benefit.
So yes, agentic AI is definitely taking over in the market as we see, and more and more you’ll see a lot more manufacturing companies will deploy it in their plants.

Agentic AI solutions are fairly new in the market, and we need a governance mindset while deploying the agentic AI with the humans.
SM: Will agentic AI play a role in closing workforce gaps?
PS: I do want to highlight that in the North American market—especially with the tariffs situation and whatnot, and with manufacturing coming back—there are almost half a million jobs open right now.
And we expect that to go up to almost two million plus by 2030. And, there are not even enough humans to really do the work.
So it really makes sense for the companies to deploy agentic AI along with humans to develop the products in manufacturing.
I was with a CEO of a forklift company in Tokyo last week, and he believes that 70% of the work that they do in the company is repetitive. So he is looking at deploying agentic AI solutions so that he can invest the human capital in more innovation and driving transformation.
SM: What kind of cautions would you place on agentic AI adoption?
PS: Agentic AI solutions are fairly new in the market, and we need a governance mindset while deploying the agentic AI with the humans.
Do you trust the actions the agent takes? We don’t know that yet. Right?
So there’s always “good-to-haves” and checks and balances as you deploy the agentic AIs to make sure that actions that are taken by agentic AIs are in line with what is expected of them, and gradually increase their responsibilities.
Also, our human workforce in manufacturing have to go to a change management and training themselves—how to coexist with the agentic AIs.
So it’s a journey that’s going to take some time. And it’s a trust that one has to build together, with the humans and Ais coexisting together to really delivering the services for the plants.
It’s more, right? It’s not just looking at the data, but also trusting the actions of the agentic AIs because, the way they interpret the data and the way they’re going to execute it, may not be exactly what you want them to do. And there are some mistakes that have happened in the plants that I’ve heard.
So we have to just watch that carefully, and once we have built the trust with them and then start giving them more responsibilities and start expanding into other areas as well.

Yes, there is a technology that’s available, but it’s up to us how we adopt it, how we embrace it, and how we deploy it.
SM: What is the future of agentic AI?
The answer to that is the multi-agent environment. You will see that there will be multi-agent environment that is going to get deployed in the plants now, or just in the manufacturing overall in different processes. Whether it is inventory balancing, production planning, you can have two agents talking to each other and getting the work done.
SM: Can you give an example of a multi-agent use case?
PS: Just as a case in point, we are working with a large automotive OEM.
A little bit of a background to that is that there’s an individual. His name is John, right? His real name is not John. I’m just making up the name.
We name this project as a digital John. And the real John is going to retire in two years, and he has immense knowledge about a plant in Kentucky, but nothing is documented well.
So we’re using different techniques, AI and whatnot, to capture the knowledge and document it.
And then, we took one of the lines in the production plant and deployed agentic AI.
So, one, we captured the knowledge from John as he is retiring. And, two, is that we use the knowledge to automate one of the assembly lines.
And we are seeing over $2 million in savings by deploying agentic AI. So that’s really driving the productivity with this particular OEM.
There is a lot of interesting stuff that’s happening in the agentic AI space. The future is really bright as I can see with this technology.

A lot of manufacturers are still lacking the basics: having the right data governance structure, capturing the right information and whatnot.
SM: Can you talk about smart AI solutions for manufacturing?
PS: For smart AI, we have partnered with OpenAI to build solutions. So now what we are doing is we are basically taking it to each of the industries. Like in manufacturing, we are taking the smart AI solutions and looking at each of the business processes, and we are deploying the AI agents in first the horizontal, like the procurement services, the indirect procurement, the supply chain, etc., now and then taking it to the assembly line and the production plants.
We’re making the agentic AIs really learn from being deployed there and then driving the automation.
SM: How will humans and agentic AI coexist?
PS: Within North America, we will continue to have challenges with the trained workforce.
We have two issues. One, we don’t have enough labor to work in the plants. And the second is the training of the workforce itself with the technology. We have to train our workforce to be ready to work with the technologies like agentic AI.
So we have some work to do as manufacturers to bring our workforce up to be ready for the future.
And then you train them. You go through a change management process, so that they are comfortable working with the agentic AIs.
So, yes, there is a technology that’s available, but it’s up to us how we adopt it, how we embrace it, and how we deploy it.

The important message from my perspective is that AI is pervasive, and it’s here to stay. Embrace it.
SM: What role does infrastructure and data play in this?
PS: The second part of that is around the infrastructure and data.
Within just north American market, what I have seen is that a lot of manufacturers are still lacking the basics: having the right data governance structure, capturing the right information and whatnot. Connectivity is an issue, for example. So, there is an issue around the foundational block. And, I think, that’s a real opportunity for the manufacturers to build a solid infrastructure as they deploy the agentic AI and what not.
So one is the training and the change management with the humans. The second is the foundational block, which is making sure that you have enough of a strong foundation to really deploy these type of solutions. And at NTT DATA we have all the capabilities to help you—not just the foundational blocks but also rolling out the agentic AI or any AI solutions in the future.
SM: If you could leave the audience with one final important takeaway about AI, what would it be?
PS: The important message from my perspective is that AI is pervasive, and it’s here to stay. Embrace it. Otherwise we will be all behind. And as we have seen, especially in the automotive sector, the Chinese have really taken the lead. So I don’t think we have enough time now. And we have to accelerate the adoption of AI solutions. M
Portions of this interview have been edited for clarity and length.
About the author:

Steven Moskowitz, Ph.D., is senior director at the Manufacturing Leadership Council.
Welcome New Members of the MLC October 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Rodrigo Cambiaghi
Managing Partner, EY Digital Operations
EY
![]()
https://www.ey.com/en_us
![]()
https://www.linkedin.com/in/rodrigocambiaghi/
AI Turns Data Governance into a Middle Market Advantage

What was once expensive and burdensome is now practical, affordable, and essential.
TAKEAWAYS:
● AI is democratizing data governance, making it practical and impactful for middle market manufacturers.
● Clean data isn’t just technical hygiene—it’s a strategic advantage that drives operational efficiency and trust.
● Modern AI-powered platforms simplify governance, reduce errors, and bring governance directly into daily operations.
AI is at the center of the modern manufacturing conversation. From predictive maintenance to generative design, manufacturers are racing to capture its potential. But without high-quality data, AI falls flat.
AI can only be as good as the data that powers it. If that data is messy, incomplete, or siloed, the results will be inaccurate—or even misleading. Poor data quality costs organizations an average of $12.9 million per year.
For years, governance was out of reach for most middle market manufacturers. It required major IT investments, specialized skills, and years of effort. It was often treated as compliance—not a competitive lever. Thanks to AI, that’s changed. Governance is now faster, easier, and cost-effective, transforming from a back-office burden to a frontline advantage.
Three Catalysts Driving Adoption
AI-Powered Discovery
Agentic AI workflow solutions can automate the heavy lifting of creating data pipelines, applying transformations, and documenting processes. What once required weeks of coding can now be done in days, freeing teams to focus on applying insights instead of preparing data.
Lower Barriers to Entry
AI-driven platforms uncover inconsistencies, reconcile mismatched records, and track data lineage with minimal manual intervention. Middle market manufacturers—who once lacked the resources for governance—can now access enterprise-grade tools at a fraction of the cost. The result: faster results, lower costs, and fewer errors.
Expanded Awareness
Governance is no longer confined to IT. Operations leaders and plant managers recognize that poor data leads to poor outcomes, whether in forecasting, scheduling, or supply chain performance. Clean data builds trust, accelerates decisions, and unites teams around a single version of the truth.
Why Middle Market Manufacturers Should Care Now
Margins are thinner, teams are leaner, and inefficiencies hurt more in the middle market. Bad data drives operational waste: duplicate work, flawed decisions, and costly rework. Historically, manufacturers filled gaps with intuition or tribal knowledge, but that no longer works in today’s fast-moving environment.
Governance enables fact-based decision-making. With governed data, manufacturers can pinpoint root causes, adapt to supply chain disruptions, and optimize production in real time. Without it, they risk reacting too late or misdiagnosing problems altogether.
Governance is now faster, easier, and cost-effective, transforming from a back-office burden to a frontline advantage.
AI only raises the stakes. Gartner predicts 60% of AI initiatives will fail to deliver business value by 2027. Other studies put that number closer to 80–85%. For middle market manufacturers, governance isn’t just IT hygiene—it’s a business-critical strategy.
From Theory to Practice: AI Makes It Work
Traditional governance stalled because it was slow, costly, and disconnected from daily work. AI has changed that. By embedding governance into workflows, AI allows manufacturers to manage data quality in real time.
Instead of hand-building scripts, AI enables teams to define desired outcomes and generate pipelines automatically. Errors are flagged early, and documentation is created instantly. Governance shifts from “fixing after the fact” to enabling usable, trusted data from the start.
But tools alone aren’t enough. The real payoff comes when governance is paired with process change. Clean data must actively inform decision-making. When governance and process improvements move together, companies unlock measurable gains in speed, quality, and cost.
Unlocking Fast Wins and Cultural Change
Many leaders assume governance takes years to show value. In reality, small pilots deliver impact fast. As soon as teams begin using governed data, they see fewer errors, shorter decision cycles, and more confidence in outcomes.
With governed data, manufacturers can pinpoint root causes, adapt to supply chain disruptions, and optimize production in real time.
The bigger challenge is culture. After years of unreliable systems, skepticism runs deep. Overcoming that requires leadership. Executives must position data as a strategic lever, not a side project, and build trust through quick wins. A pilot that reduces downtime or shortens reporting cycles can spark belief across the organization.
Trust builds momentum. With each success, adoption grows, skepticism fades, and governance becomes how the business works—not an IT mandate, but a cultural norm.
A Call to Action
For middle market manufacturers, this isn’t just a technology trend—it’s a turning point. Data governance isn’t a barrier; it’s a business enabler. It reduces waste, accelerates insights, and lays the foundation for AI-powered resilience.
The technology is ready. The tools are affordable. The ROI is proven. What’s left is a choice: keep patching data problems, or fix them for good.
It’s time to stop duct-taping data issues. Let’s build a foundation that enables AI, accelerates decisions, and drives performance. Start small. Prove value. Build trust. And position your business to lead with clean, governed data. M
About the authors:

Annemieke De Groot is Data & AI Governance Lead at West Monroe.

Jeff Pehler is Managing Director, Consumer & Industrial Products at West Monroe.

Scott Saueressig is Senior Manager at West Monroe.
AI with Open and Scaled Data Sharing in Semiconductor Manufacturing
Robust data sharing in a collaborative data ecosystem (CDE) scales qualified data and widens access to untapped operational advantages for manufacturers.
TAKEAWAYS:
● Smart Manufacturing leverages large volumes of industry-qualified data to orchestrate applications comprehensively at multiple operational scales, but data access remains a barrier.
● Data sharing combined with Data-first site strategies recognize the need to first process raw operational data into AI-ready data for any AI, machine learning, or digital twin application to work.
● Manufacturers and engaged factory staff can agree and execute on cross-site data processes, guardrails, and shared workforce training for qualified, scalable, and trusted data sharing.
Smart Manufacturing (SM) defines the orchestration of advanced digital technologies used to construct scaled software systems. Data are used in artificial intelligence (AI), machine learning (ML), and digital twin (DT) applications to enable data-driven insights and decision-making, automation/autonomy, and scaled interoperability within and across physical and human control and management systems. This results in improved products, reduced energy and material usage, and enhanced productivity, responsiveness, and resilience in manufacturing operations, enterprises, and supply chains. The workforce becomes more effective, productive, and engaged.
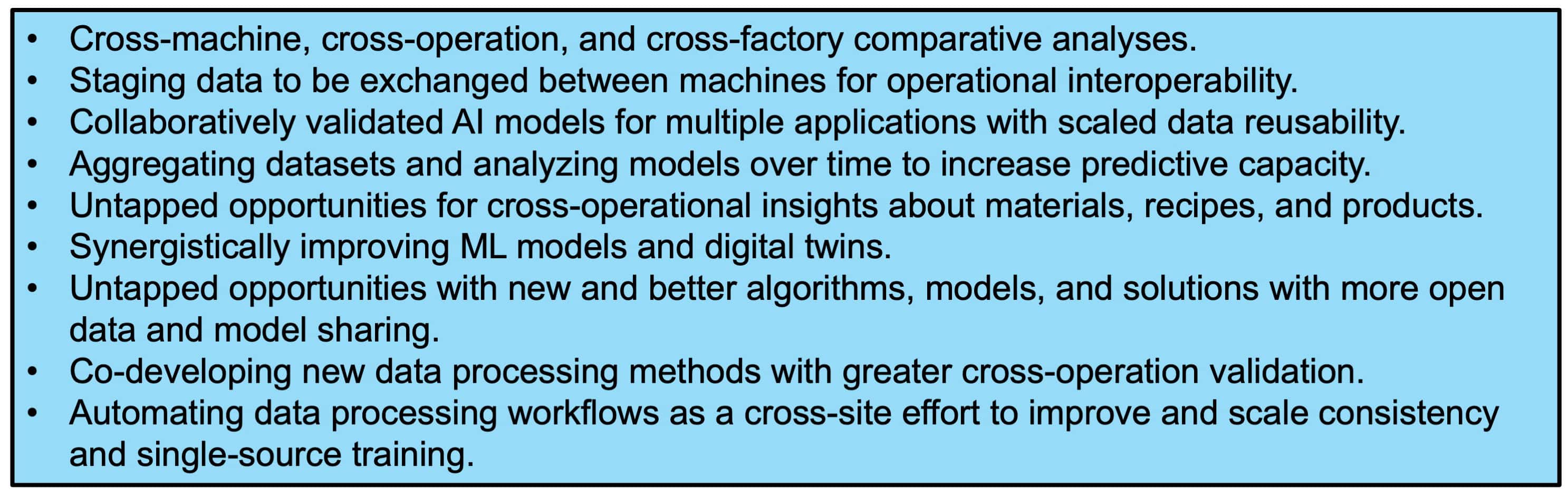
Economic opportunities and barriers with data sharing have been explained in studies conducted since 2020.3 The potential for substantial operational value is significant (Table 1), but data access remains a barrier. Processing of manufacturing data is often not prioritized, and when it is, it’s rarely done well or consistently across applications. It remains largely closed for application, tool, and training development. Like mined minerals, raw operational data hold little value in manufacturing until the data are qualified, refined, concentrated, and processed in sufficient quantities.
Smart manufacturing that orchestrates and scales AI/ML/DT applications leverages large volumes of factory data to create AI-ready data, which are consistently and persistently contextualized, qualified, prepared, and engineered for various applications at multiple operational scales. Consistency in data processing is a key objective. A Data-first strategy emphasizes the need to convert raw operational data into AI-Ready data for any application to be effective. All manufacturers—small, medium, and large—have valuable data and contribute to a broader manufacturing ecosystem. We refer to collaborative factory/company sites that share data as a collaborative data ecosystem (CDE).
Table 1: Industry-Defined Points of Economic Value for Smart Manufacturing Collaborative Data Ecosystems (CDEs) that can Scale Data and AI
A Workshop to Benchmark the Value of Data Sharing
A workshop sponsored by the National Science Foundation (NSF) and supported by the National Institute of Standards and Technology (NIST) titled “Artificial Intelligence with Open and Scaled Data Sharing in the Semiconductor Industry,” aimed to benchmark the potential of scaled data sharing while addressing significant barriers. It brought together 32 factory engineers and data scientists from 12 semiconductor manufacturers. Additionally, 27 participants, including data scientists from academic institutions across the country, industry experts on information technology (IT) and operational technology (OT) infrastructure, specialists in price analysis and equipment building, and government leaders in advanced manufacturing contributed by challenging, proposing, and reviewing paths forward.
The workshop focused on existing technologies (no R&D) and benchmarking near-term benefits. A Seagate/UCLA project team benchmarked the economic value points related to the data processing and engineering necessary to build a virtual metrology application for enhancing productivity. Wafer production datasets from five etch machines at different sites, used for similar operations across different products, were qualified, categorized, prepared, and engineered into AI-ready data. A common data information model was developed for all five machine tools using the CESMII SM ProfileTM4 to encode the data model in a digitally standard form. Data information modeling was also demonstrated on chemical mechanical planarization (CMP) machines at three company sites.
Executing on Consistent Data Processing as a CDE
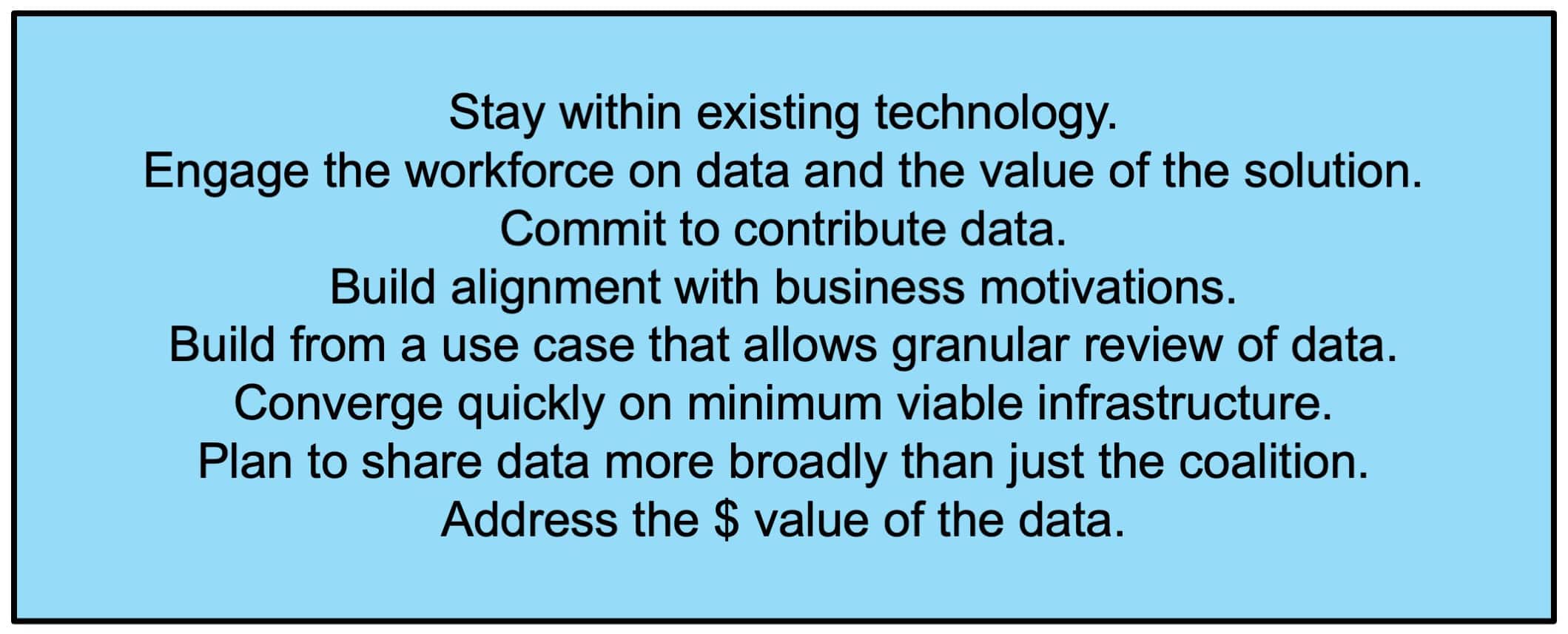
Executing as a CDE required a commitment to a governance structure that ensured trust in site qualifications, consistent data processes, security, IP protections, and model validations. Factories and companies needed to collaborate on data preparation and build AI/ML models while maintaining autonomy over their products and applications. Factory site data engineers and scientists had to work together on solutions. Governance was supported by a “mindset” that challenged conventional thinking. Adhering to eight execution principles was critical for sustaining the ecosystem effort (Table 2).
Table 2: Eight Key Execution Principles for Industry Data Sharing
Business Value Basis for the Ecosystem to Form
This coalition established the CDE as a “market-driven, business entity.” This study demonstrates a CDE that is a bottom-up, business-focused entity for factories to increase the value of site data in collaboration with other factories and companies. It creates new business, revenue, and service opportunities based on data value and the benefits of jointly preparing data and building models. Interest in the CDE began with a viable business opportunity. Identifying specific operational benefits was the crucial next step. The execution principles propelled the CDE forward.
An Overall Finding about Data Processing Consistency
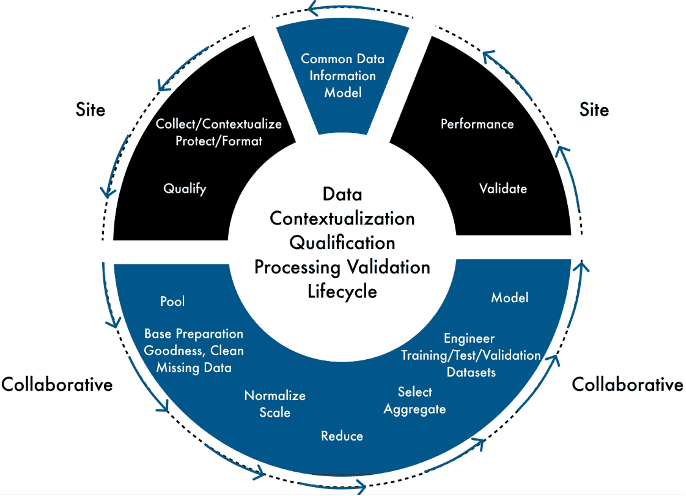
We highlight the key finding that data preparation and refinement consistency are best achieved through a workflow of repeatable data processing steps, which include (counterclockwise): (1) eliminating contextual and formatting inconsistencies with a common data information model as a collaborative step; (2) ensuring consistent qualification (operational quality) and formatting (including categorization of key operational features) as on-site steps; (3) maximizing pooled data processing through a workflow of collaborative steps; and (4) site validation and deployment with shared but individually applied solutions and methods (Figure 1).
Maximizing collaboration (shown in blue) while minimizing inconsistencies from site steps (in black) was essential for data processing consistency. The figure also emphasizes that consistency involves consistently selecting and applying methods for each step. Entry into the cycle is the common data information model.
Figure 1. Consistent and Collaborative Data Refinement and Model Building
Key Benchmark Performance Findings
SM and AI/ML/DT systems can be implemented in a cost-effective manner. The CDE process was benchmarked against processing data and building the ML model independently for each machine:
- Batch run datasets from different sites were combined to create a qualified, consistently processed, and richer 100,000 batch run super dataset.
- ML model performance using aggregated data for predicting wafer flatness pass or fail was 30 percent to 50 percent better than performance with siloed training.
Pooled processing could achieve 3x cost savings in staffing and avoid 4 full-time equivalents (FTEs) in increased headcount across all sites.
Factory-floor staff from various sites collaborated to create a common data information model for all machines, reflecting a shared expert understanding of machine operation. Building the common data information model facilitated co-developed methods to consistently qualify data, protect IP, categorize data, address security, and share training. Workforce training should ultimately be guided by the business value of data sharing. However, initial on-the-job training programs on data processing are needed to drive the value of data for AI/ML/DT applications.
Every success in this demonstration project was driven by the value and availability of consistently processed data. Focusing on shared data processing and engineering facilitated algorithm development and validation. Better data could be produced without increasing headcount or service requirements by pooling factory site data. If data are qualified, consistent, scalable, and trusted, cross-operational advantages follow. Cross-site, cross-factory, and cross-company data sharing is doable. A sufficient intersection of individual values and ways to address risks and barriers can be found. There is a line of sight to shared data inventories categorized with process conditions. M
About the Authors

Sthitie Bom is Vice President of Factory Data, Analytics, and Applications at Seagate.

Jim Davis is UCLA Vice Provost IT (CIO/CTO) Emeritus.
Notes:
1. The content in this article is based upon work supported by the National Science Foundation (NSF) under Grant 2334590 and further supported by the National Institute of Standards and Technology (NIST). Any opinions, findings, and conclusions or recommendations expressed in this material are those of the author(s) and do not necessarily reflect the views of NSF or NIST.
2. The detailed NSF sponsored/NIST supported Workshop report is in process to be published; Workshop Organizing Committee: Sthitie Bom, Seagate Technology (co-chair); Jim Davis, UCLA (co-chair); Said Jahanmir, Office of Advanced Manufacturing, NIST; Bruce Kramer, Office of Advanced Manufacturing, NIST; Don Ufford, Office of Advanced Manufacturing (when work was done), NIST; Greg Vogl, Engineering Laboratory, NIST.
3. Towards Resilient Manufacturing Ecosystems through Artificial Intelligence – Symposium Report, NIST Advanced Manufacturing Series, NIST AMS 100-47, September 2022; Options for a National Plan for Smart Manufacturing; National Academies of Science, Engineering and Medicine, Consensus Study Report, 2024.
4. CESMII (Collaborative Ecosystems for Smart Manufacturing Innovation Institute) sponsored by DOE; See https://www.cesmii.org/technology/sm-profiles/ for further information on the CESMII SM Profiles and the associated SM interoperability platform.
Developing a Manufacturing Data Strategy

Unlock the full potential of your manufacturing operations by building a data strategy that drives visibility, innovation, and competitive advantage.
TAKEAWAYS:
● Creating a comprehensive manufacturing data strategy enables real-time decision-making, improves supply chain resilience, and enhances cross-functional collaboration.
● To build an effective data strategy, teams require tools including AI frameworks, analytics systems, and IIoT sensors.
● Both technological and cultural changes––including leadership commitment, organizational alignment, and iterative learning––are necessary to deliver data-driven manufacturing.
Big data empowers manufacturers to make smarter decisions and take more impactful actions. With improved access to information and advanced analytical tools, companies are unlocking new levels of efficiency and insight across their operations.
However, realizing these benefits is not automatic. Many manufacturers still face significant data-related challenges that hinder collaboration and productivity. To overcome these obstacles, organizations need a clear and effective data strategy—one that enables them to capture, organize, and apply information at scale.
The Urgency of Data in Modern Manufacturing
Modern manufacturing processes are driven by connection. This falls under the broader umbrella of Industry 4.0, which prioritizes the creation of interconnected, intelligent systems capable of self-optimization.
These systems are essential for companies to navigate increasingly complex processes. For example, in global supply chains, manufacturers must manage multiple supply chains and logistics operations simultaneously to ensure that materials and components arrive on time and within budget.
Digital transformations also present both opportunities and challenges. The emergence of artificial intelligence (AI) frameworks powered by Industrial Internet of Things (IIoT) networks lays the foundation for improved productivity. Data underpins all these processes, making it the new currency for operational efficiency, agility, and innovation. To reliably collect this currency, however, companies must have comprehensive data strategies.
The Core Elements of a Manufacturing Data Strategy
Effective manufacturing data analytics strategies share four core elements: infrastructure, interoperability, governance, and security.
- Infrastructure: Infrastructure includes the integration of legacy tools (where possible), along with enterprise resource planning (ERP) solutions, IoT devices, and cloud platforms.
- Interoperability: Interoperability speaks to the standardization of data formats, data collection practices, and decision-making across plants, regions, and business partners.
- Governance: Governance refers to clear data ownership, quality standards, and manufacturing process integrity.
- Security: Data security involves the protection of intellectual property (IP) and ensuring compliance with local, state, and federal laws.
Together, these elements create a data environment that is accessible yet secure, providing the framework necessary for companies to find actionable insights.
Common Pitfalls in Creating a Data Strategy
Creating a data strategy also comes with potential pitfalls. The first is prioritizing quantity over quality. As companies recognize the critical role of data in delivering value, the temptation to collect as much data as possible grows. The problem? Not all data is relevant to every situation. Targeted efforts tend to produce better results.
The second common pitfall is failing to connect data collection with meaningful action. Data is a resource, not an operation. Without solutions that allow staff to access and apply data at scale, strategies have limited impact.
Driving Better Decisions with End-to-End Visibility
Visibility is essential for manufacturing firms to take effective action, but it is only possible if companies have access to accurate, real-time data. For instance, with real-time performance data from production equipment, businesses can anticipate maintenance needs and conduct proactive repairs to prevent downtime.
To capture and leverage real-time data, businesses need a combination of AI tools and data analytics technologies. Intelligent solutions excel at finding and capturing relevant data, while analytics applications provide context.
Using AI and analytics to drive visibility offers three key benefits:
- Proactive response: Predictive analytics can help companies improve inventory planning, reduce machine downtime, and anticipate market demand, thereby minimizing waste.
- Elimination of data silos: An AI-powered data strategy helps eliminate data silos across departments and partner networks, promoting interoperability.
- Ongoing ROI: Visibility gains from AI and big data analytics enhance operations such as inventory management and enable businesses to respond faster when disruptions occur.
Accelerating Innovation Through Actionable Insights
AI-enabled analysis can help manufacturers move beyond reactive operations. According to recent data in an article from Georgetown University, adopters of AI supply chain tools have enhanced service levels by 65 percent, and 70 percent of those using AI say that it delivers strong return on investment. This is because AI can now take on effort-intensive manual tasks, freeing up staff to explore new and innovative approaches to traditional manufacturing processes.
Key data sources for AI include
- Machine data
- Customer feedback
- R&D information
Common use cases for this data in manufacturing include digital twins, machine learning, and quality control automation. Digital twins are digital versions of physical products or components often used to simulate the behavior of physical objects, allowing companies to monitor performance and make informed decisions. Machine learning algorithms improve over time as they are exposed to more data. Finally, quality control automation leverages AI to streamline output evaluation, helping companies track product and data quality trends and take action to reduce material waste.
Creating a Culture That Prioritizes Data and Experimentation
Innovation and experimentation require cultural shifts. While data provides the fuel for change, it is only possible if manufacturing companies invest the time and effort needed to create sustainable cultural change. This requires three actions from leadership teams:
- Promote cross-functional collaboration
- Encourage experimentation and iterative prototyping
- Empower frontline teams with tools and technologies.
Roadmap for Building a Sustainable Data Strategy
While data sources and operational objectives differ across organizations, five steps are common in strategy building:
- Assessment: Evaluate your current data collection practices, connectivity, and collaboration, and pinpoint any data silos. This helps identify valuable use cases.
- Governance setup: Create your data governance framework. Decide where data will be stored, who will have access, which tools you will use, and how data will be tracked.
- Data integration: With assessment and governance setup complete, begin integrating new approaches with current tools. Expect some pushback from staff and challenges with interoperability. Best bet? Slow and steady—address problems as they arise rather than trying to deploy too quickly.
- Use case development: Define beneficial use cases, which may include improved inventory management, enhanced supply chain visibility, or proactive maintenance policies.
- Scale: Complete steps 1–4 for several use cases. Once you are confident that the processes and policies work, start scaling your strategy across other networks and partner environments.
Pro tip: Focus on small wins powered by case-driven rollouts. These wins serve as proof-of-concept for your data strategy and are instrumental in creating frameworks that deliver value at scale.
Delivering Data Strategy: A Competitive Imperative
Data strategy for manufacturers is not just a nice-to-have—it is now a competitive imperative.
The advent of advanced IIoT, AI, and automation tools allows companies to collect, curate, and apply data in real time, empowering forward-thinking firms to discover new ways to improve operations and streamline supply chains.
In a manufacturing market defined by global instability, labor shortages, and rising demand volatility, companies that master data will lead the way in efficiency, sustainability, and innovation. M
About the author:

Eric Wrigley is general manager of predictive technologies at Advanced Technology Services.
MLC Plant Tour: United Scrap Metal and Its Vision for a Coast-to-Coast Recycling Network

Photos by David Bohrer/National Assoc. of Manufacturers
While every new business starts with big dreams, only a few rise up to those lofty early expectations, and even fewer exceed them. While United Scrap Metal founder Marsha Serlin certainly had a vision for her company’s future, it’s hard to believe she knew the impact her fledgling business would have when she started it in 1978 with $200 and a rental truck.
While the company headquarters still sits at the same Cicero, IL, location where it first began, several expansions over the years have built it up to a 50-acre site. The company now has 10 additional locations in its portfolio and is spread over nine states, bringing in annual revenue of $725 million. MLC members took part in a tour at USM’s headquarters location on August 13, learning about these accomplishments and ambitions, as well as the operations and technology behind industrial recycling.

USM’s business is recycling scrap metal from both residential and commercial customers, producing material commodities for mills, foundries, casting and specialty markets. This includes ferrous and non-ferrous materials and some non-metallic materials such as paper, plastic and wood.
Risk management is imperative for any recycling business and USM puts a high emphasis on materials integrity, taking care not to accept anything that could harm their employees or customers. This includes not just dangerous substances, such as refrigerant left behind in air conditioning units, but also ensuring that materials don’t have dubious origins – catalytic convertors are not accepted, for example, due to their frequent theft. Materials are integrated into a digital tracking system at intake. The company utilizes a real-time inventory management platform that tracks location, process status, and so on for materials as they move through processing.
Like many manufacturers, USM is beginning to integrate AI into its operations, with some current use cases in customer service, fleet management and predictive maintenance. The company is making inroads on AI-driven data analysis to make informed decisions and uncover some of the “hidden links” that might lie within production data.

Beyond its operations, USM also emphasizes its culture and community service. The company places a high priority on continuous improvement and teamwork at every level of the organization. They are transparent on their goals to give team members an incentive to perform. While the company has grown by acquisition, they have only brought in organizations that were the right cultural fit.
This extends to outside of the organization as well; the company has turned away customers that don’t fit if it could result in a poor customer experience later on – for example, a company with materials that USM might not be able to process and sell. In these cases, USM says they have helped those potential customers find the appropriate vendors and businesses to fit their needs.
Philanthropy is also a significant part of USM’s culture, with the company holding long-standing relationships with Ronald McDonald House Charities, Special Olympics, United Way, American Red Cross, Habitat for Humanity and others.
As the company approaches its 50th year, they continue with that same ambitious and plucky spirit that fueled its origins. They are expanding into a recently built warehouse at their headquarters location and seeking potential acquisitions for their ever-growing location portfolio. They look to build a coast-to-coast network and to capture new market share, all while providing excellent customer alignment and investing in new process innovations.
Most of all, they seek to hire and retain the best and brightest and to live by the values that have served them—and acted as a catalyst for success—for nearly five decades.

Welcome New Members of the MLC August 2025
Introducing the latest new members to the Manufacturing Leadership Council
![]()
Learn more about MLC membership.

Nathanael Aguilar
Senior Director Operations
Regal Rexnord
![]()
www.regalrexnord.com
![]()
https://www.linkedin.com/in/nathanaelaguilar/

Ted Bill
Chief Executive Officer
Wire Experts Group
![]()
https://wireexperts.com/
![]()
https://www.linkedin.com/in/ted-bill-0b49694/

Rick Camacho
Chief Supply Chain Officer
SC Johnson
![]()
https://www.scjohnson.com/
![]()
https://www.linkedin.com/in/rick-camacho/

Rich Cammanaro
Chief Executive Officer
Tech Etch
![]()
https://techetch.com/
![]()
https://www.linkedin.com/in/richard-a-cammarano/

Brian Cuttica
Senior Vice President of Sales, North America
Tacton
![]()
https://www.tacton.com/
![]()
https://www.linkedin.com/in/briancuttica/

Rick Davis
Chief Manufacturing and R&D Officer
Morgan Foods
![]()
https://www.morganfoods.com/
![]()
https://www.linkedin.com/in/rick-davis-5105658/

Lisa Dietrich
EVP Chief Digital Information Officer
Lincoln Electric
![]()
www.lincolnelectric.com
![]()
https://www.linkedin.com/in/lisa-dietrich-766a561/

Chris Droney
Chief Operating Officer
Milo’s Tea
![]()
https://drinkmilos.com/
![]()
https://www.linkedin.com/in/chrisdroney/

Aviva Fink
Head of Marketing
Axion Ray
![]()
www.axionray.com
![]()
https://www.linkedin.com/in/finkaviva/

Joe Laberge
Vice President of Information Technology
Husco
![]()
https://husco.com/
![]()
https://www.linkedin.com/in/josephlaberge/

Kyle McMillan
Chief Information and Technology Officer
Plexus Corporation
![]()
https://www.plexus.com/en-us/
![]()
https://www.linkedin.com/in/mcmillan-kyle/

Brad Southwood
President – MacLean Fogg Component Solutions
MacLean-Fogg
![]()
www.macleanfogg.com
![]()
https://www.linkedin.com/in/bradsouthwood/